
Sur un tour à métaux, afin d'usiner une pièce maintenue entre pointe, il est utilisé un
toc d'entrainement de ce genre pour ma part :

Ici toc en place sur une pièce à usiner

au niveau sécurité (en rotation) ce n'est pas le top ce genre de toc
lors d'une discution avec un forumeur belge (concepteur, usineur de renom sur plusieurs forums)
il m'avait montré le genre de toc sécurisé qu'il avait réalisé
à l'époque, j'ai mis l'idée de coté, dernièrement, ayant une pièce entre pointe à usiner, j'ai ressorti
l'idée d'ou elle avait été rangée et réalisé à mon tour un toc d'entrainement mieux sécurisé
que celui que j'utilisais manque de mieux
Dans une rondelle d'acier (provenance de l'appro Calichute)

dressage de la face ( le débit de la chute est de 160 mm de Ø pour 40 mm d'épais)
le choix de l'acier c'est fait par les dimensions et non par la nuance de celui-ci

début d'usinage d'un épaulement pour le centrage sur le nez de broche au montage final

ici contrôle de l'ajustement de l'épaulement sur le nez de broche (bon ajustement, la pièce tient
toute seule)

un apperçu de l'épaulement usiné ( avant démontage de la pièce, un alésage Ø 20mm
avait été réalisé pour la suite des opérations)

là, un apperçu du nez de broche
la fixation d'un mandrin ou autre accéssoire sur le nez de broche est fait par 3 vis M8
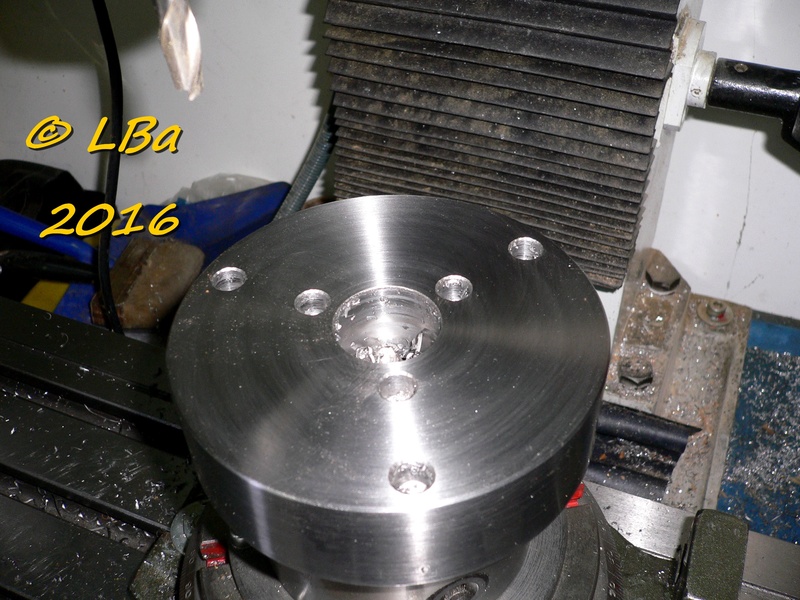
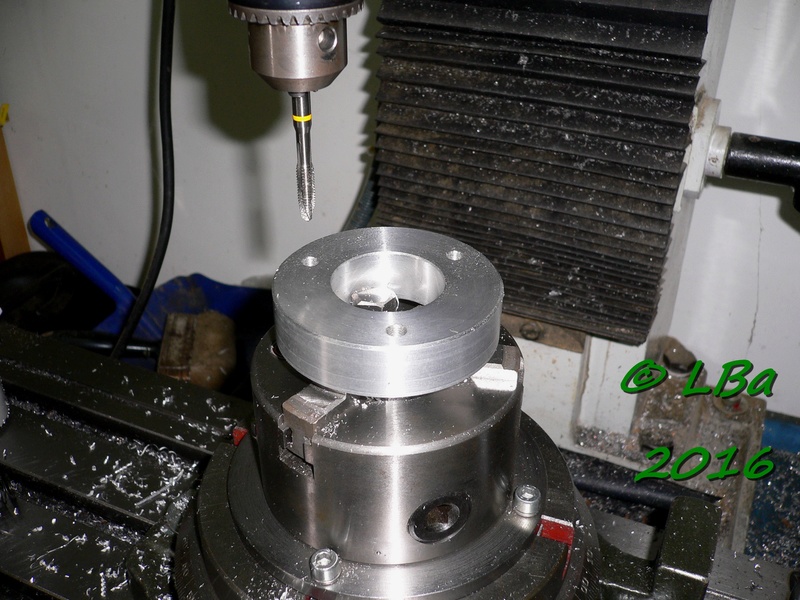
après centrage de la pièce d'après l'alésage de 20 mm sur la table de la fraiseuse,
perçage/taraudage de 3 M8 à 120°
ensuite remontage directement sur le nez de broche afin de dresser la seconde face
d'usiner le Ø extérieur (simple blanchiement) et de ré-aléser au Ø du passage de
la pointe ( pas de photos sur ces opérations)
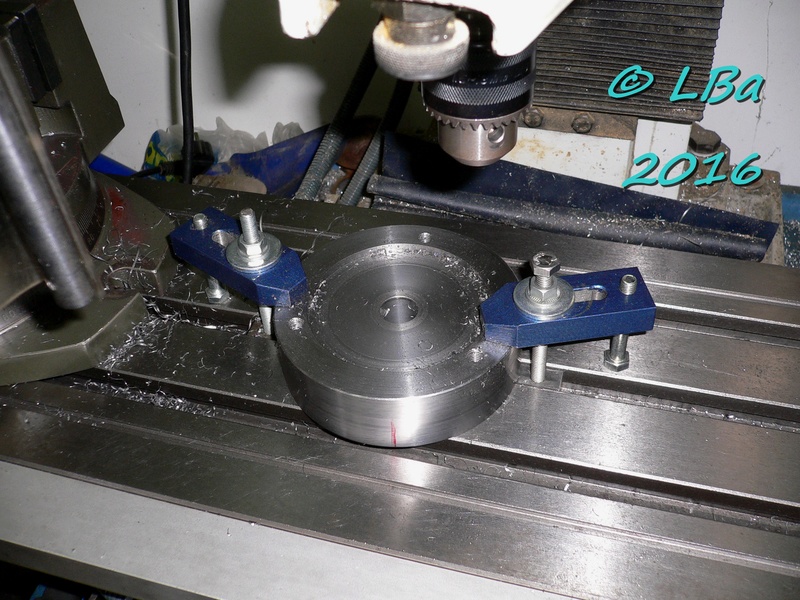
ensuite, retour à la fraiseuse après montage du plateau circulaire :
pour la préparation de 3 rainures de Ø 10 mm , ce qui correspond au Ø d'une tête de
vis Chc de M6

et fraisage des 3 rainures
voila, le mandrin d'entrainement est réalisé, ne me reste plus qu'à réaliser des bagues
d'entrainement
après usinage d'une bague en alu, perçage/taraudage de 3 M6
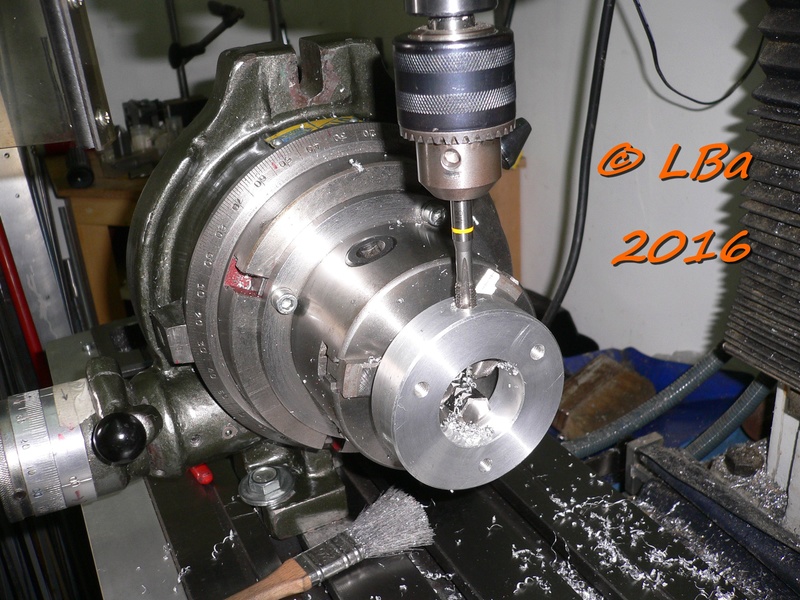
ensuite, 3 perçages/taraudage M6 pour l'entrainement de la pièce à usiner
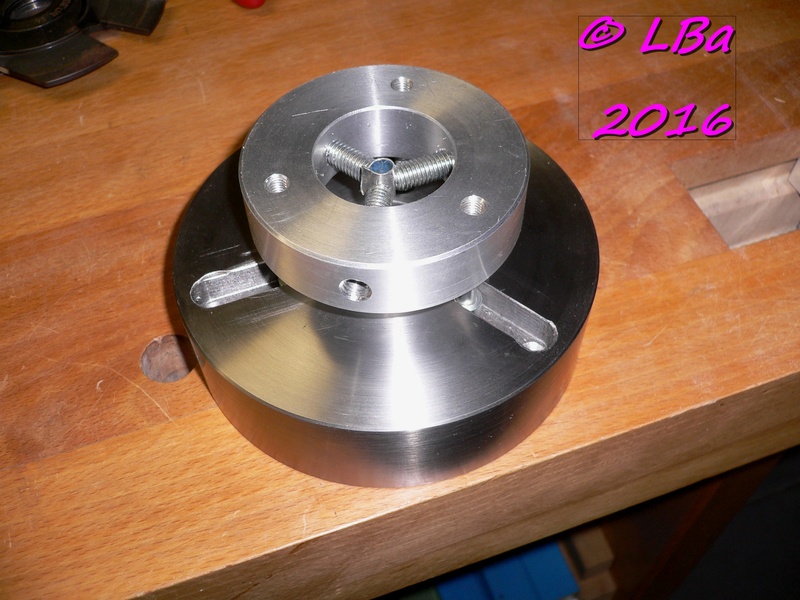
bague d'entrainement en place sur le mandrin

autre vue de la bague sur le mandrin
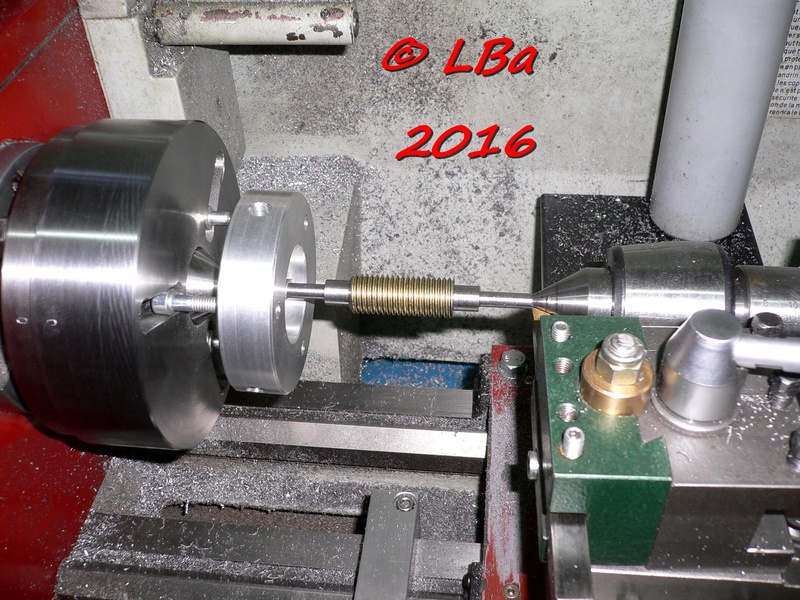
et pour conclure un exemple d'usinage d'une pièce entre pointe avec un entrainement
sécurisé