
A l'origine, le déplacement du moteur est sur des axes de 10 mm de diamétre dans des alésages
trés court
Ayant des cages à bille de guidage en translation, je vais les utiliser méme si elles sont pour
des axes de 12 mm de diamétre
en faisant celà, j'éspére obtenir un déplacement fluide et pas en godille
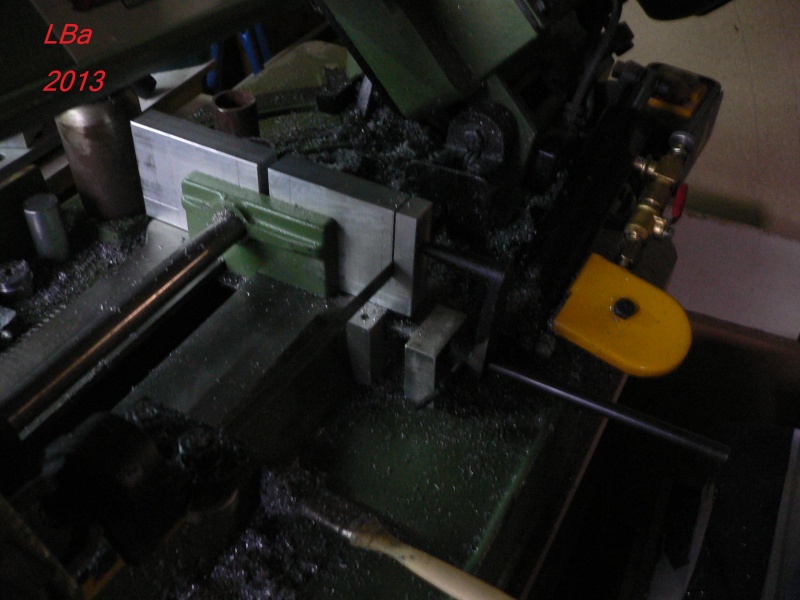
Débit du coulisseau dans un bloc d'alu
aprés cubage du bloc, deux coups de scie afin d'éviter de faire du copeaux pour le plaisir

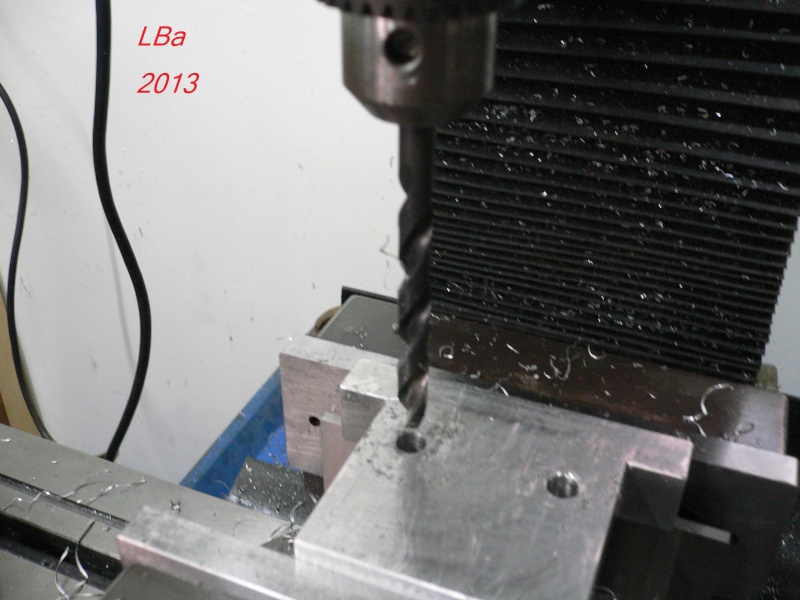
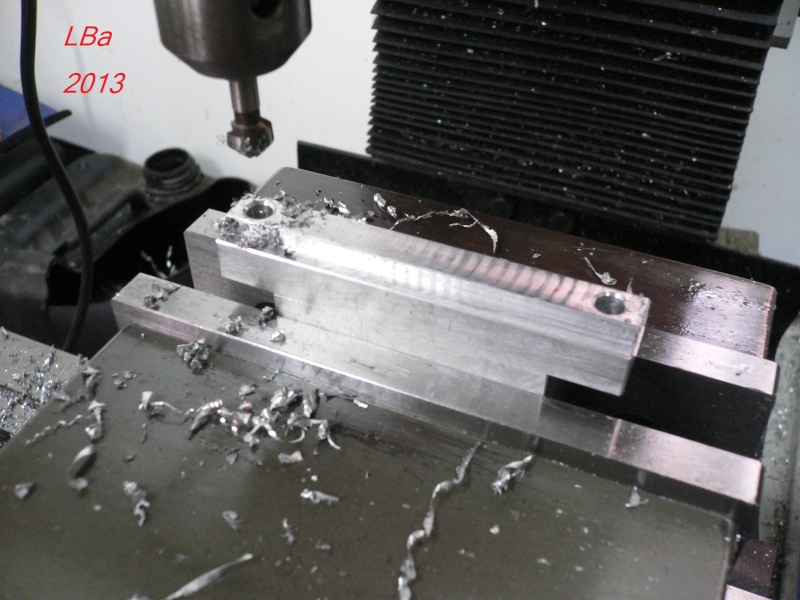
Passage sur la fraiseuse afin de mettre en forme le bloc


la forme du bloc étant obtenue
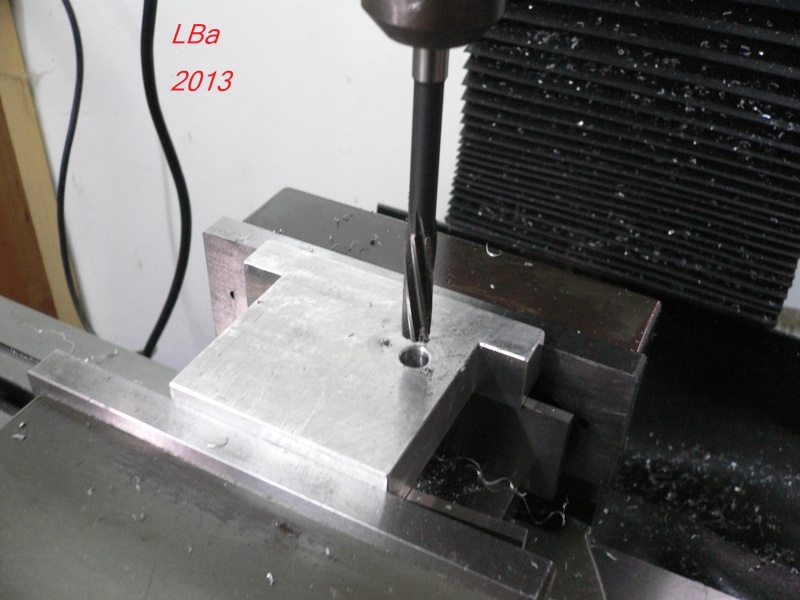
Perçage et alésage pour les cages à bille
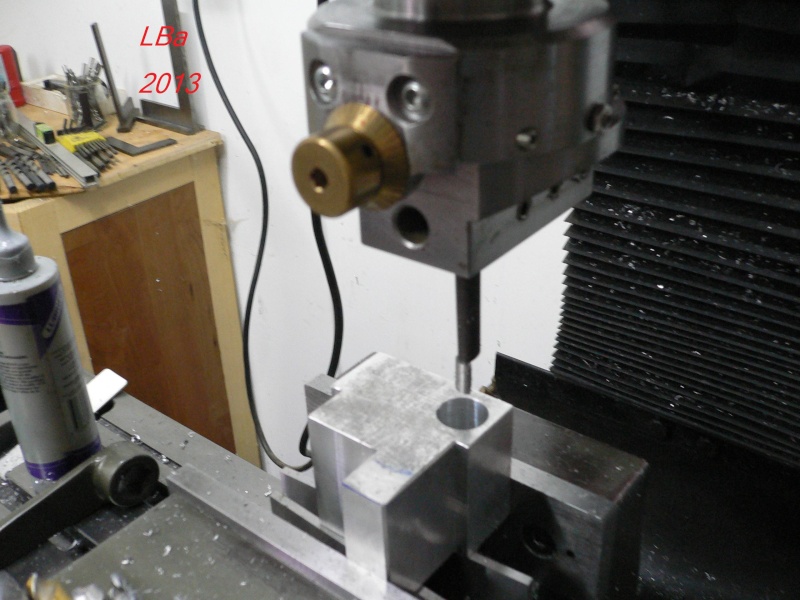
alésage de la premiére cage à bille
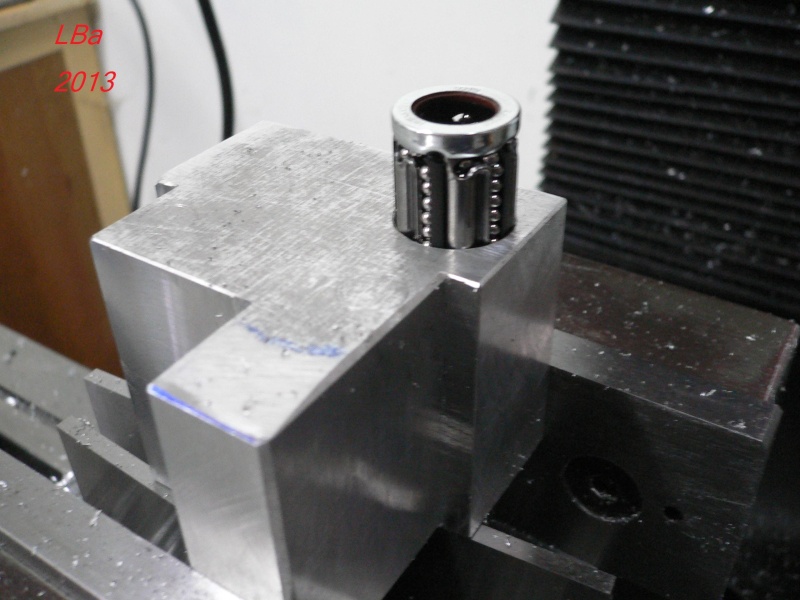
essais de l'ajustement de la cage à bille
les cages à bille étant des cages ouvertent, je ne connais pas vraiment la valeur de l'alésage,
c'est un peu au pifométre !
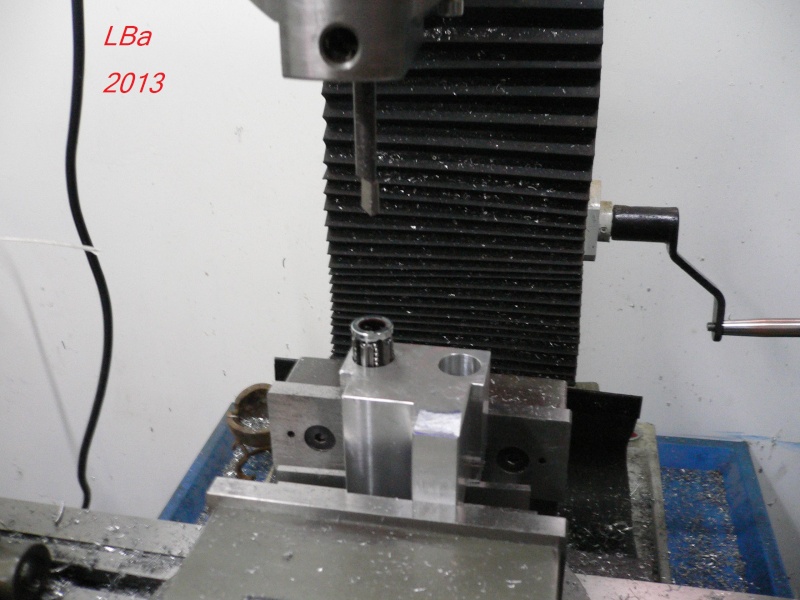
alésage pour la seconde cage à bille

montage des cages à bille à la presse à main
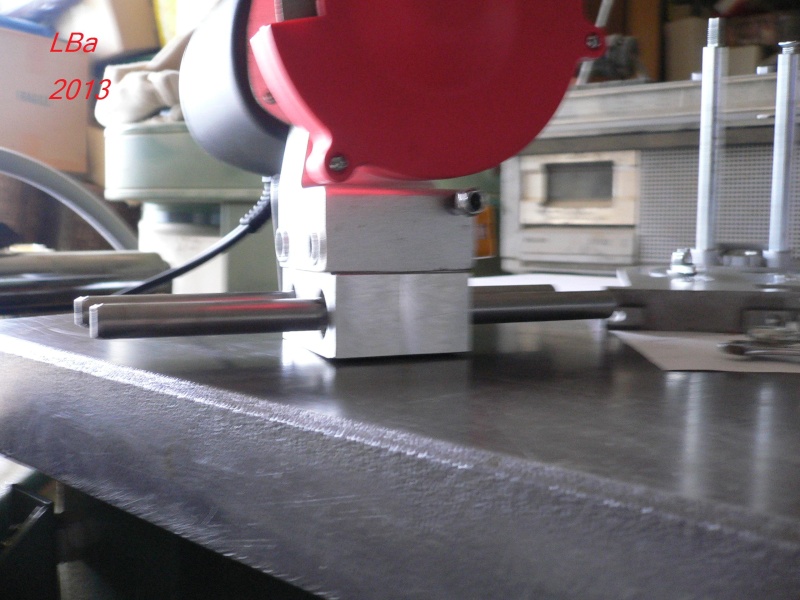
positionnement du moteur sur le bloc coulisseau
Usinage des deux axes
N'ayant pas de barre genre stub (calibré au centiéme) en 12 mm
les axes sont tirés dans de l'étiré inox de 12 mm (calibré à - 2 centiémes) j'ose espérer
que ça ira, à la limite je les referais dans du stub de 12 , il faut que j'en approvisionne

usinage des extrémités des axes un épaulement et un taraudage à 6 mm
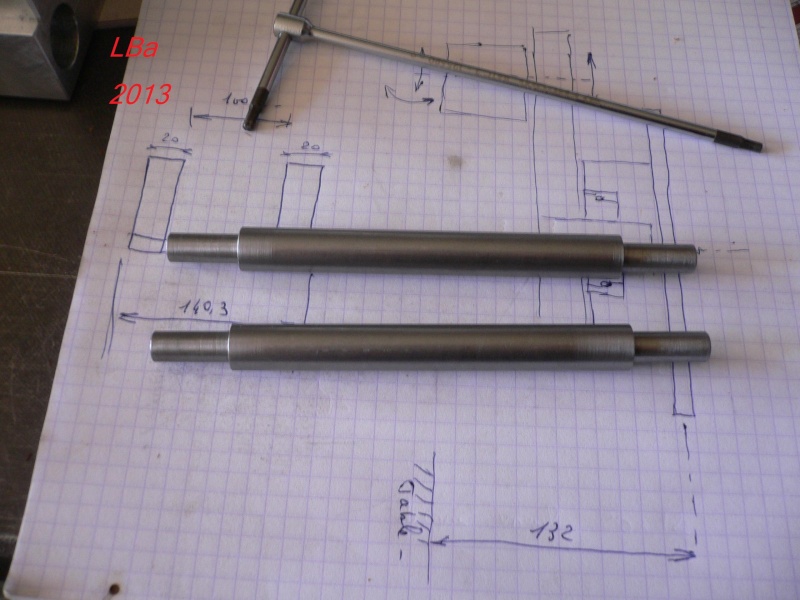
les deux axes sont usinés
Usinage des supports ils sont tirés dans du méplat d'alu de 20 d'épais

premier débit
aprés traçage de la forme,
second débit pour la méme raison, éviter du copeaux pour le plaisir

fraisage de propreté et mise à la cote des supports
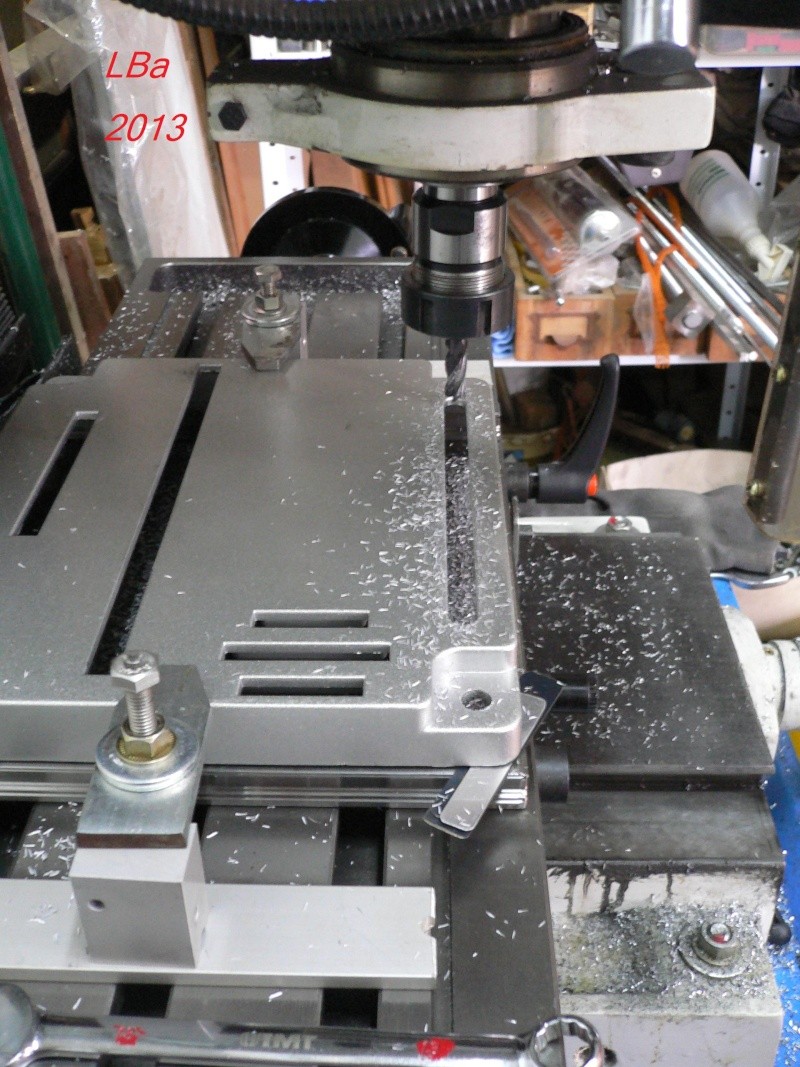
perçage/ alésage à 10 des supports pour la fixation des axes
méme opération pour le deuxiéme axe
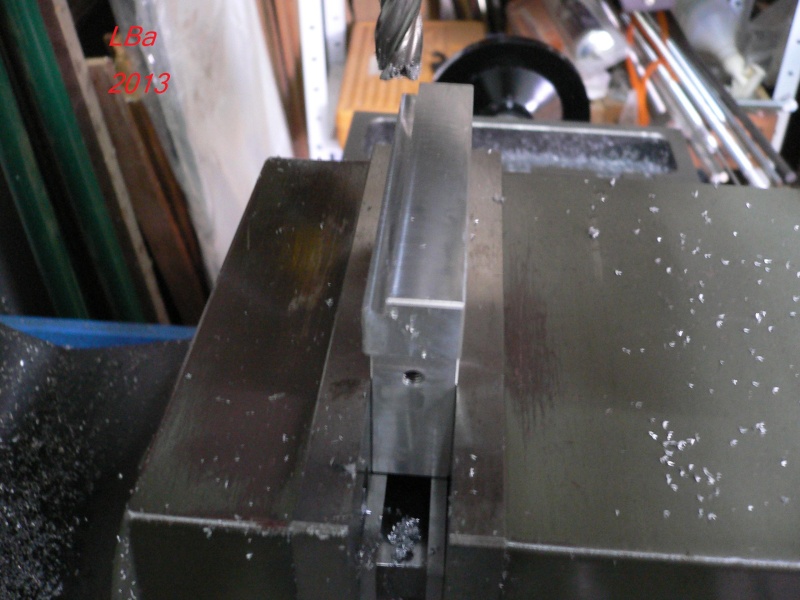
fraisage du lardon de guidage du support (ces lardons se positionnent dans la semelle de base)
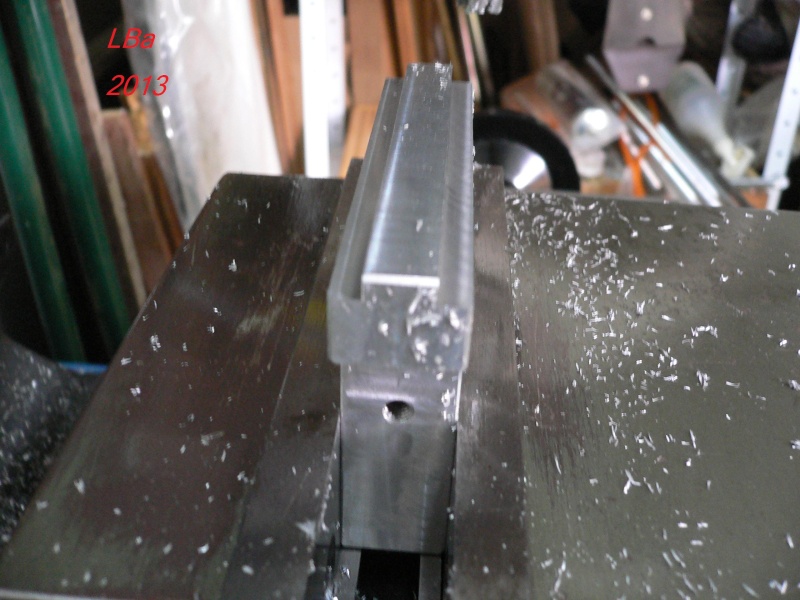
le lardon est usiné
Une reprise des usinages des rainures de la plaque support de base s'impose
les usinages sont bruts de fonderie

reprise de la premiére rainure en fraisage
reprise de la seconde rainure

controle du coulissement du support sur la semelle de base

le coulissement est correct sans jeu excessif
Sur un des supports, j'ai usiné un épaulement afin de fixer la biellettte de déplacement du
systéme

fraisage de l'épaulement et dans la foulée:

perçage/taraudage d'un M6 pour la fixation de la dite biellette
et tant que je tenais les piéces:
perçage de deux phi 6 mm pour la fixation des support sur la semelle de base