

Mes différentes réalisations
montage d'une mini pelle chargeur +
Ayant des travaux de terrassement et + à réaliser , afin de ménager le bonhomme, j'ai fais
l'acquisition d'une mini pelle
j'ai choisi le modèle Sphinx de chez Chargeur +
le modèle est une évolution d'un ancien modèle et comme toute nouvelle chose la fourniture
a pris 4 semaines de retard, livraison prévu pour le 14 juin lors de le commande et au réel
effectué le 12 juillet
j'ai opté pour la formule soudé/peint à monter ( il y a 3 possibilité : à souder, souder/peint et toute monté)
le prix varie suivant la formule choisie
donc aujourd'hui, un transporteur m'a déposé ceci :

deux palettes , l'une de 455 kgs et l'autre 345 kgs
ça commence à faire lourd

dé-filmage d'une palette sous l'oeil de la chienne
sous le carton, on aperçoi une chenille
et le carton enlevé :

outre les chenilles, on voit des flexibles hydro et une tarrière

vue de la palette de l'autre coté

là, on voit un godet de 200 mm, une dent rippeur et d'autre pièces pour le montage

dé-filmage de la seconde palette, là c'est des pièces plus volumineuses

une partie des pièces constituant le puzzle

là, c'est les grosses pièces de la machine
la machine est constitué d'une base qui fait sont poids
pour la manutentionner, j'ai du employer les grands moyens

un palan à chaine sur la base d'un échaffaudage et roule

la voici en place sur les traiteaux en attente de la suite du montage
ce socle est constitué d'une tôle supérieur de 10 mm d'épaisseur

les tôles de coté elles font 15 mm d'épaisseur

avant de commencer le montage, les axes avaient été peint en partie

donc je les ai toilé

sur ces axes, le taraudage en bout n'est pas fraisuré

j'ai donc palié à ce manque

préparation des rollers

un roller préparé

des roulements sont montés dans l'alésage des rollers

butée des roulements, le tube est déformé par emboutissage
les rollers préparés (montage des roulements) :

mise en place des rollers sur les axes

puis des bagues , je les trouve un peu courte en longueur, je verais par la suite comment
palier à ça

l'ai repris au tour certains axes (usinage d'un chanfrein sur les trous taraudés)

ici mise en place d'un axe sur le roller d'un balancier

et là de la bague entretoise, la longueur est bonne

frein filet bleu sur le pas de vis avant mise en place

mise en place d'un balancier équipé de ses rollers et graissage ( une fois la chenille en place,
l'accès au graisseur ne sera pas évident)

là, c'est la mise en place d'un roller de Ø 240 mm, je retrouve le même problème de longueur
d'entretoise

vue de l'avancement du montage
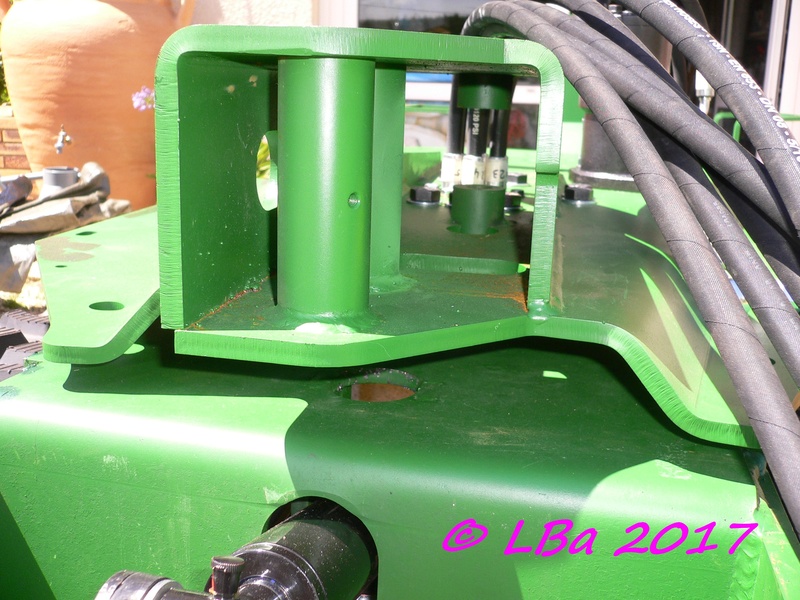
avant la mise en place du deuxième roller de Ø 240( à gauche), je dois monter autre chose
c'est la lame de relevage

la lame est mue par ce verin hydraulique

verin en place sur le support lame, là l'axe est un peu long à mon gout

l'axe de rotation de lame est un peu court ici par contre

vue du support de rotation de lame avec son graisseur

vue de lame de relevage en place

mise en place des moteurs de traction des chenilles équipés de leurs flexibles hydro

vue de la fixation des moteurs de traction

l'axe moteur est un peu court dans le barbotin, la réalisation d'une cale s'impose

entretoise pour le moteur/barbotin

fixation d'un barbotin sur l'axe moteur de traction


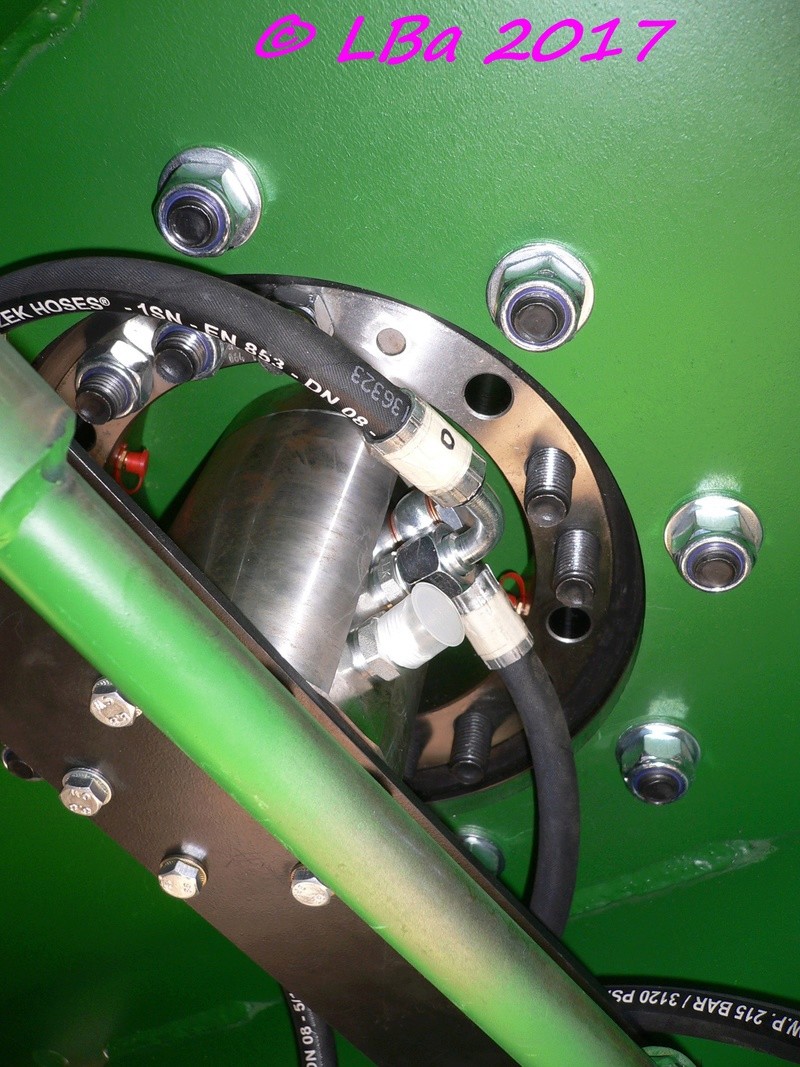
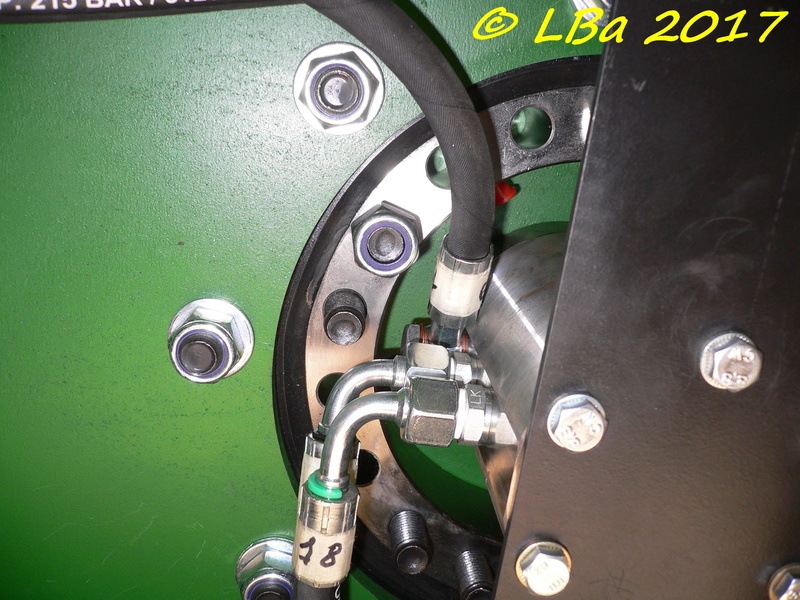
le branchement des flexibles du verin de la lame de relevage n'est pas faisable
un flexible est trop court
après contact avec le service après vente de chargeur+, il s'avère une erreur sur la notice d'aide
au montage, il faut intervertir les deux flexibles du verin sur le joint tournant
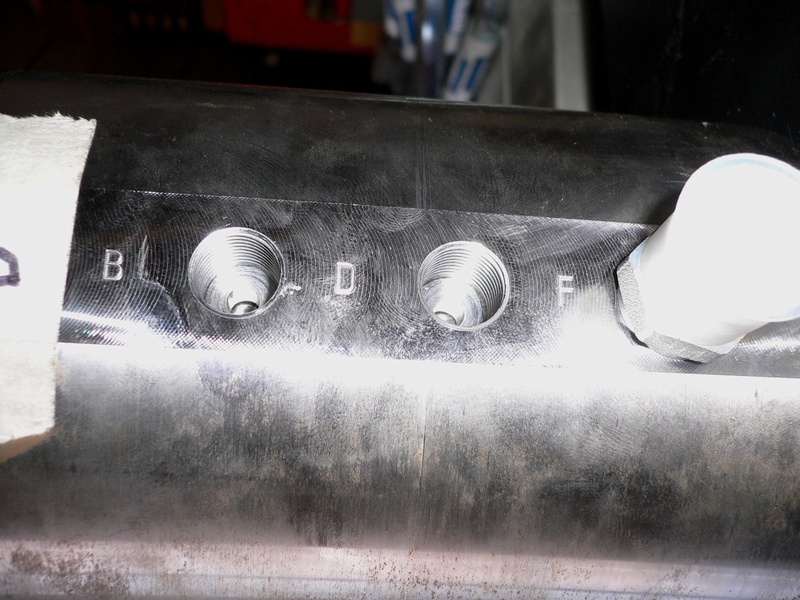
vue repère position flexible sur joint tournant , l'erreur est entre la position F et E
bon au final les flexible se montent mais y mieux à mon avis , sur ce point une amélioration
est à faire
j'ai modifié la position d'un graisseur sur le verin de relevage de la lame

bon d'avoir posé la base sur les traiteaux, n'était pas la meilleur des idées
pour poursuivre le montage

montage d'une chèvre avec un palan et pose de l'ensemble sur des agglos

mise en place des chenilles

chenille en place vue de coté

système pour la tension des chenilles

tension des chenilles, elle sera à reprendre plus tard

sortie des dents des barbotins dans les chenilles

fraisure des taraudages des axes soudés sur la base

pose de la couronne denté de rotation à 360° de la tourelle
le serrage des boulons de fixation a été sport, faut avoir les bras longs

vue de la dite couronne

une belle pièce mécanique

pose de la tôle supérieure sur la couronne

ça rotationne sur les 360° et dans les deux sens, c'est beau la technique

le passage du moteur de rotation
vue de l'intérieur avec le joint tournant
pas beaucoup de place pour mettre les écrous

moteur rotation tourelle en place

mise en place des flexibles sur le joint tournant

d'une épaisseur de 10 mm, la tôle a des plis de renfort
vue face avant de la tôle

prochaine pièce à monter sur la tôle

mise en place

j'ai faillis oublié ces graisseurs
montage de la lanterne sur le moteur :un calage est prévue mais:

bon les trous correspondent pas bien, solution contre perçage à un Ø supérieur

lanterne en position sur le moteur
comme il me manquait un cale, j'ai rectifié la longueur de l'accouplement

moteur en place avec la pompe hydro

montages des durites sur la pompe, j'ai mis des vannes quart de tour en
sortie de réservoir, ça m'évitera de vider le réservoir le jour ou un problème
ce présente

montage du support de flèche

montage verin articulation du godet

le balancier pré-montée

mise en place de la flèche sur la machine

mise en place du balancier

autre vue de la mise en place du balancier

mise en place du distributeur gauche et raccordement des flexibles

mise en place du distributeur droit

montage de raccords rapides sur verin godet
à la place du godet, je peux monter une tarrière

sur certaines goutte d'eau des axes, j'ai mis des entretoises

mise en place du siège et du dossier

voilà le montage de la mini pelle est terminé
plein d'huile hydraulique et d'essence à faire avant la première mise en route
avant la première mise en route :

il m'a fallut faire du ménage : une squatteuse avait élu domicile

la tarrière monté sur la mini pelle
ça m'a permit la pose des poteaux et de 50 mètres de grillage rigide


c'est le voisin qui a été content, il n'a pas eu besoin de sortit les mains de ces poches

quand j'ai manutentionné cette plaque de regard ( dans les 120 kg) le
besoin de contre poids c'est fait sentir : amélioration à prévoir
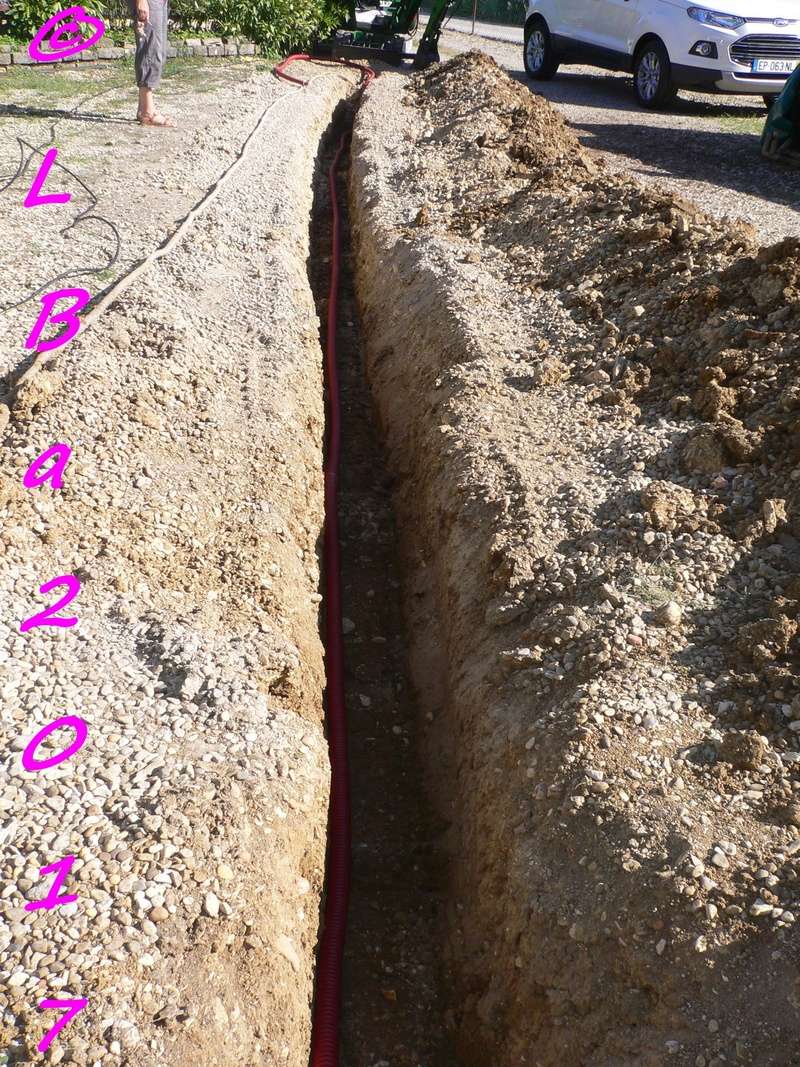
le creusage d'une tranchée ( 40 ml) ne m'a pas posé de problème

dessouchage d'arbute les doigts dans le nez

j'ai même bêché !

y'avait tois fois rien à nettoyer
Pour l'instant je suis satisfais de mon investissement même si le fabriquant Chargeur+
est décrié à tors par son concurent sur certains forums
usinage d'un faux plateau pour tour à métaux
cette adaptation a été réalisé en 2012
je posséde un plateau mais il n'est pas au Ø de la broche
donc j'ai usiné un plateau intermédiaire après approvisionnement d'une rondelle d'acier chez quali-chutes
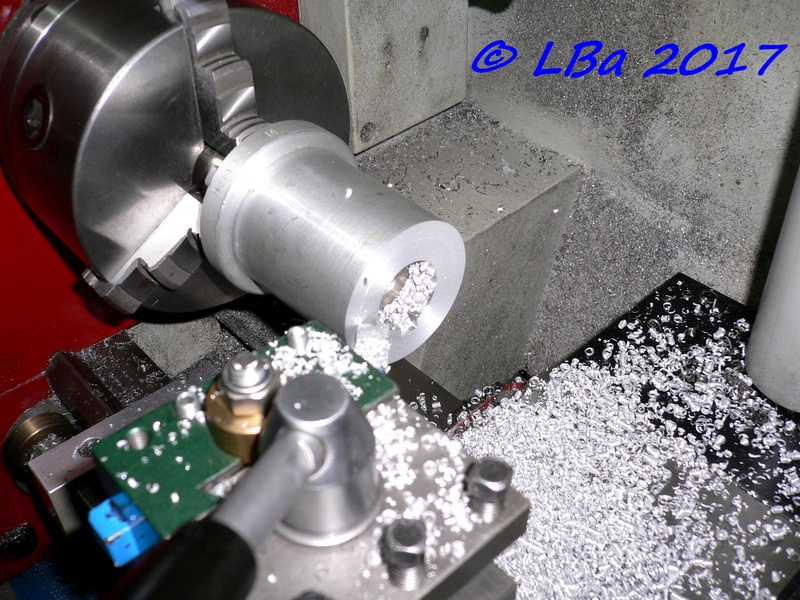
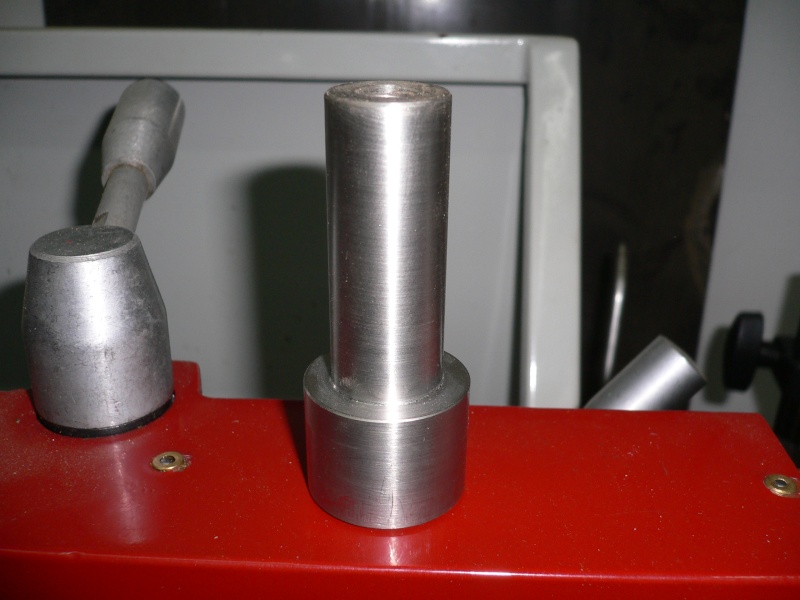
j'ai commencé ( le mandrin était en place) par usiner un cimblot avec un Ø de 30 mm
avec un épaulement de Ø 20 mm
prise en mandrin de ma rondelle d'acier

dressage de la face

puis réalisation d'un alésage au Ø de 30 mm

vérification de l'alésage avec le cimblot

usinage d'un alésage de Ø correspondant au nez de broche ( centrage du faux
plateau sur le nez de broche)
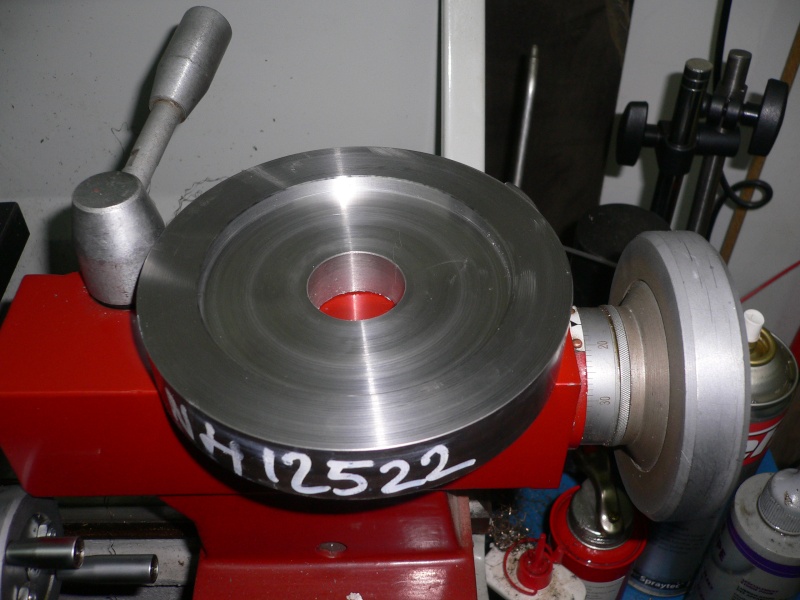
centrage nez de broche réalisé

contrôle de l'ajustement avec le nez de broche
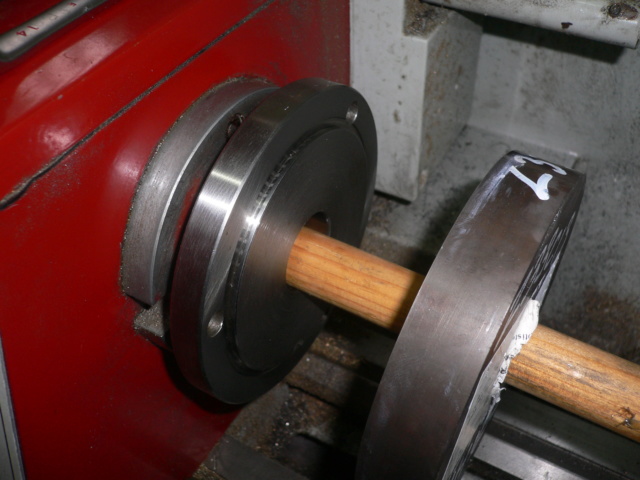
passage sur la fraiseuse :
montage du plateau circulaire, centrage , montage du faux plateau et centrage de
celui-ci avec le cimblot de Ø20*Ø30

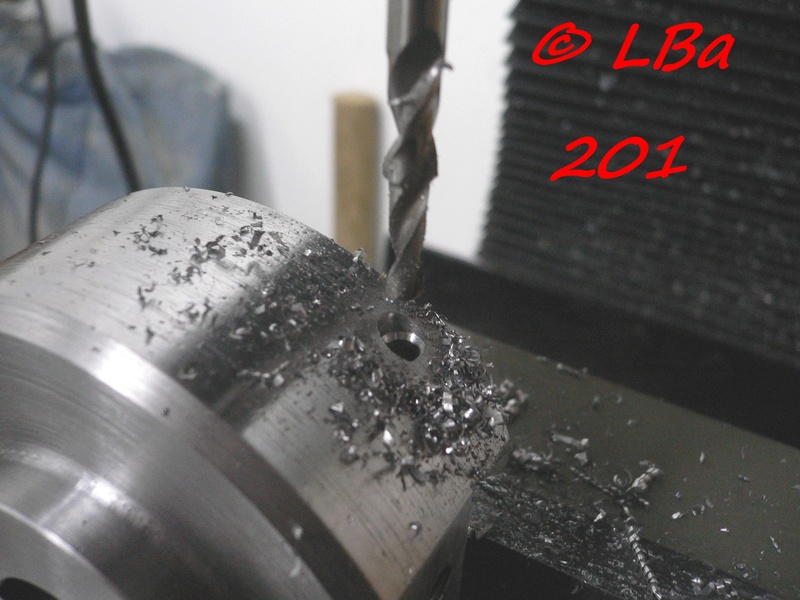
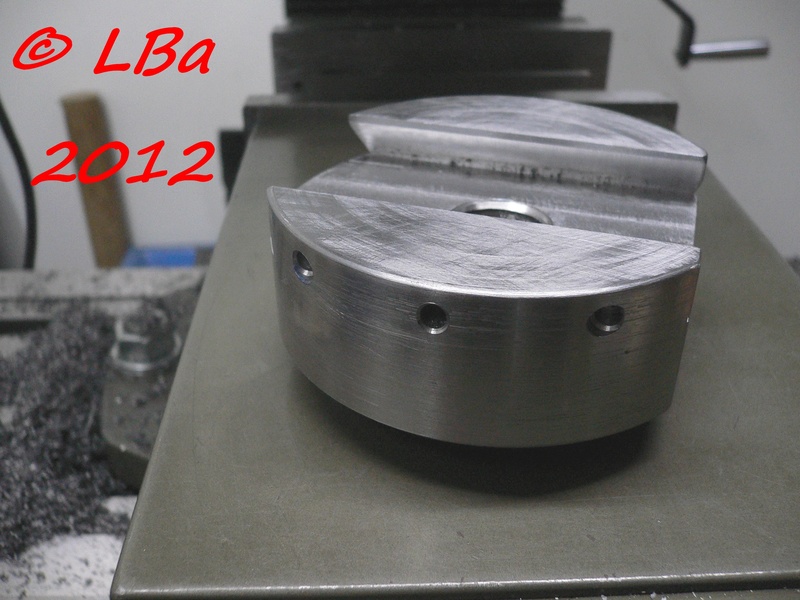
perçage de 3 M8 à 120°
les 3 M8 usinés
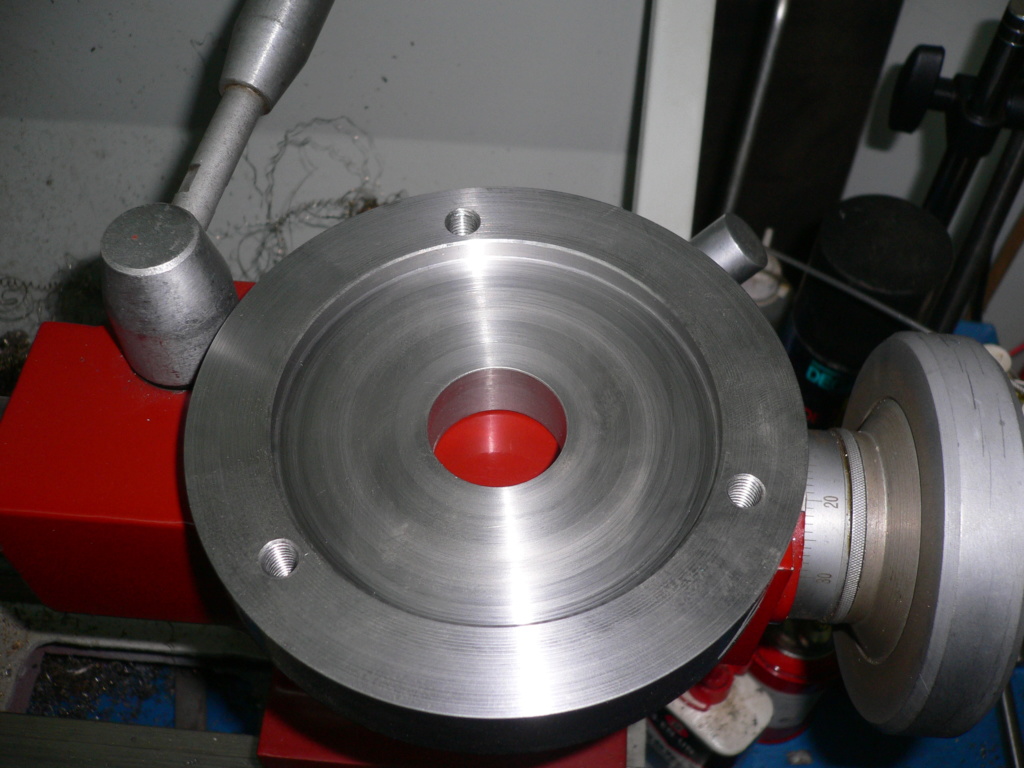
retour sur le tour et montage direct du faux plateau sur le nez de broche
mise en place faux plateau pour montage

le faux plateau montée sur le nez de broche

dressage de la seconde face

épaulement pour le centrage du plateau usiné

usinage du Ø extérieur
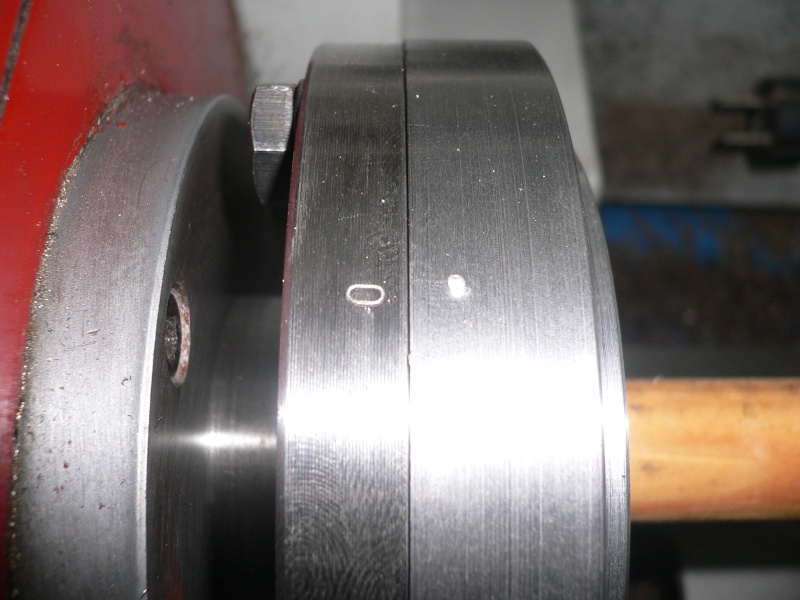
repérage de la position du faux plateau /nez de broche

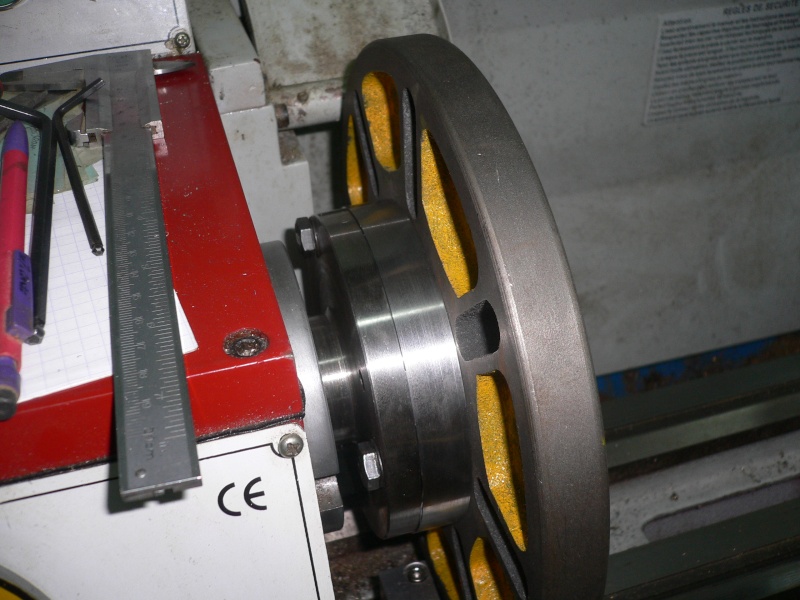
plateau en place
fabrication d'une butée mécanique pour le trainard
travailler en butée avec le trainard du tour c'est bien encore faut-il
en avoir une : c'est chose faite
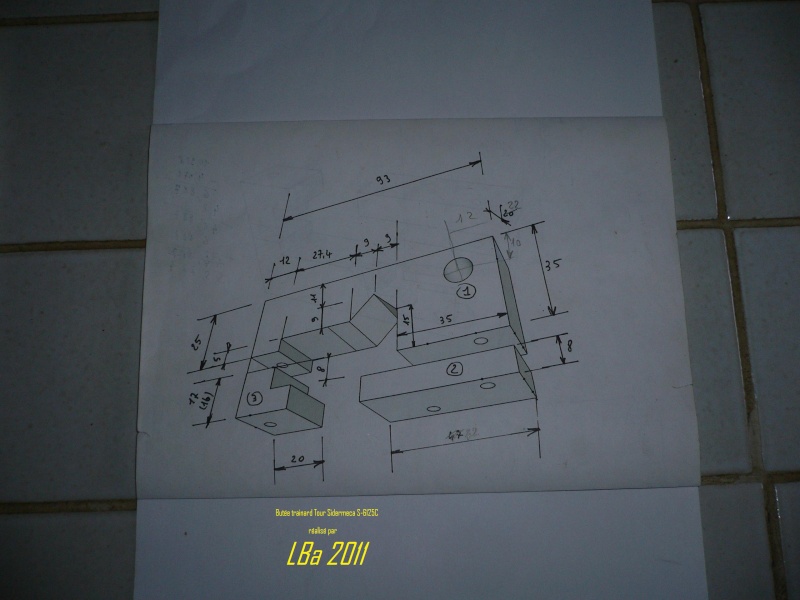
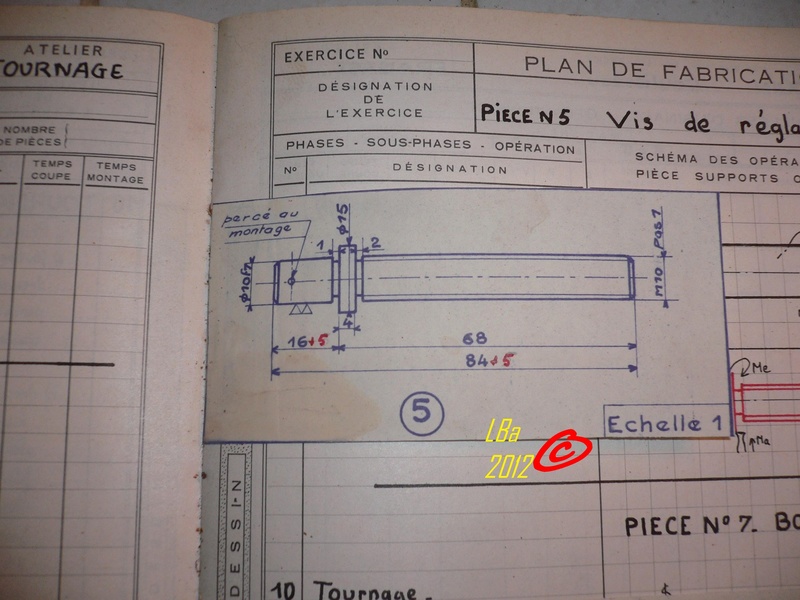
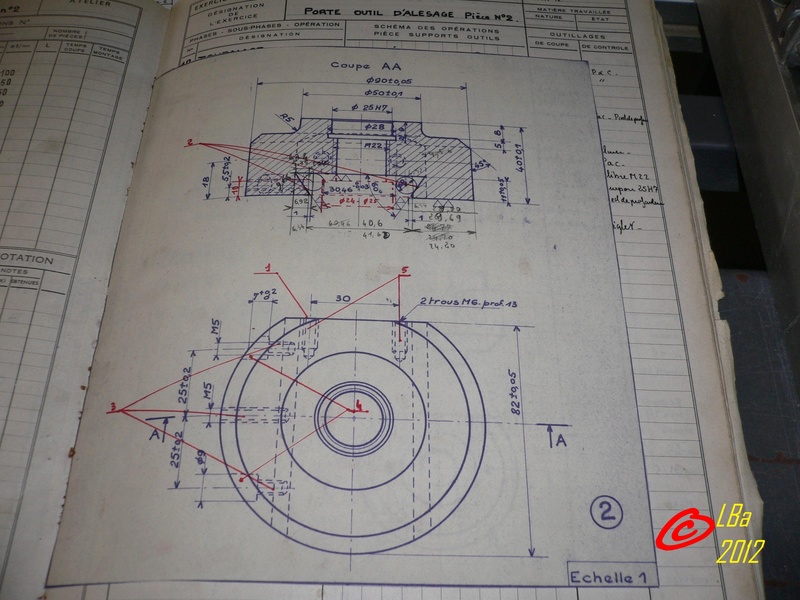
le plan des pièces à réaliser
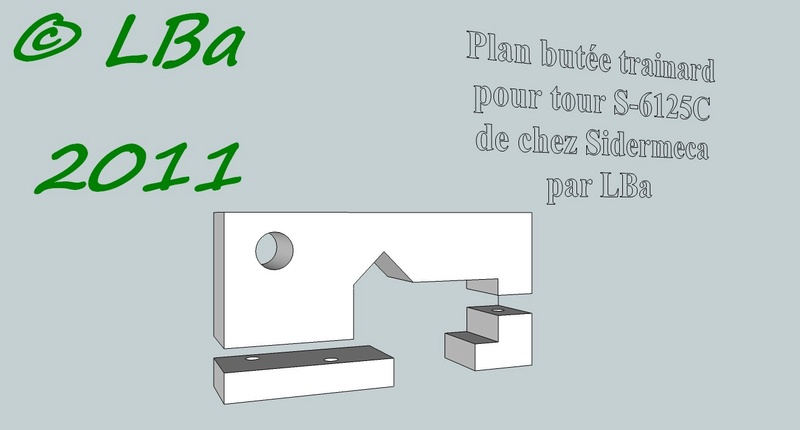
plan en 3 D de l'ensemble

Kit des pièces usinées ( à partir de chute d'alu de récup)
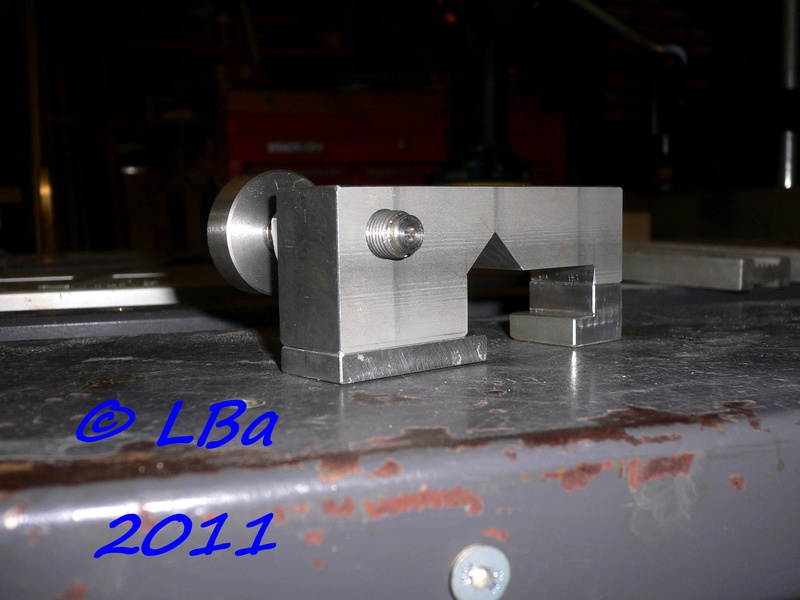
vue butée assemblée

autre vue


butée en place sur le banc du tour

trainard en butée

Le plan de la pièce pour rappel
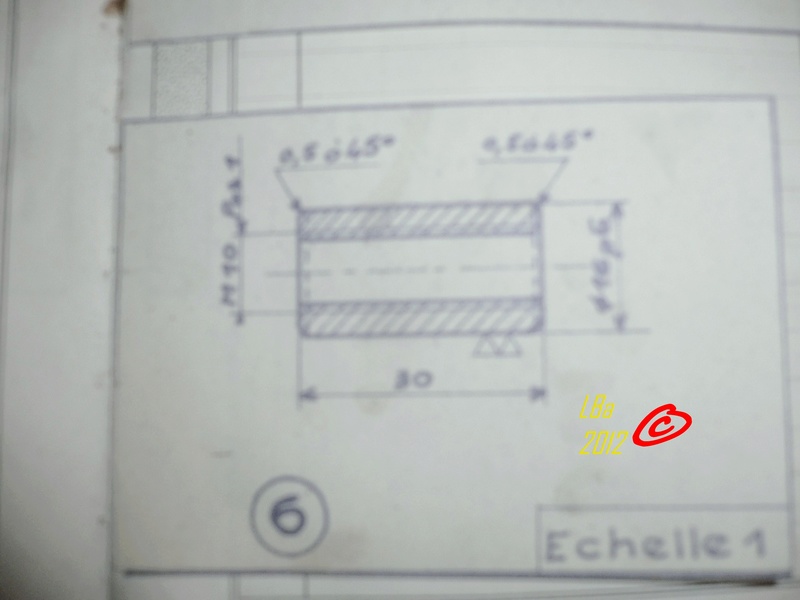
à partir de brut de bronze ou laiton, je ne me souviens plus:

prise du brut en mandrin et dressage de la face

ébauche du Ø extérieur

finition du Ø à 16 p6

contrôle de l'ajustement avec la pièce rep 1 ( le montage est à serre)
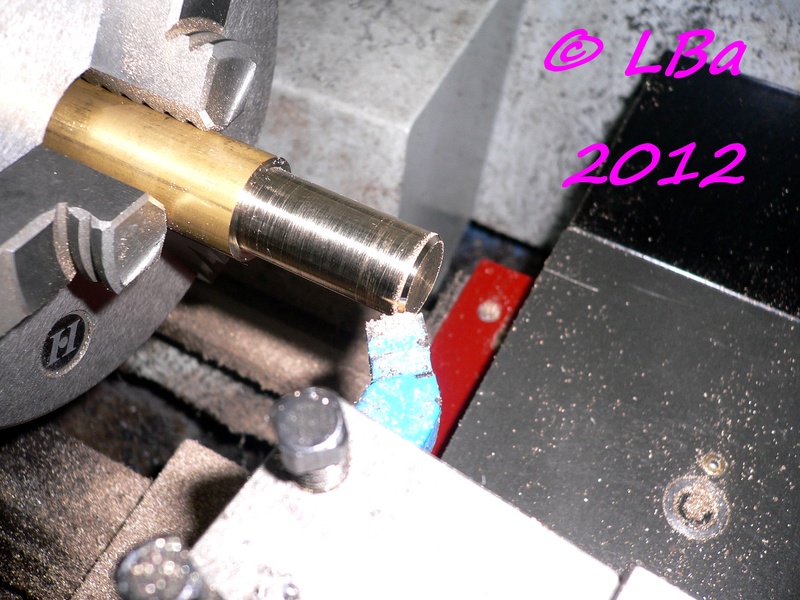
chanfreinage de l'extrémité de la pièce

point de centre avant perçage

perçage au Ø de 5 mm

contre perçage au Ø 9 mm
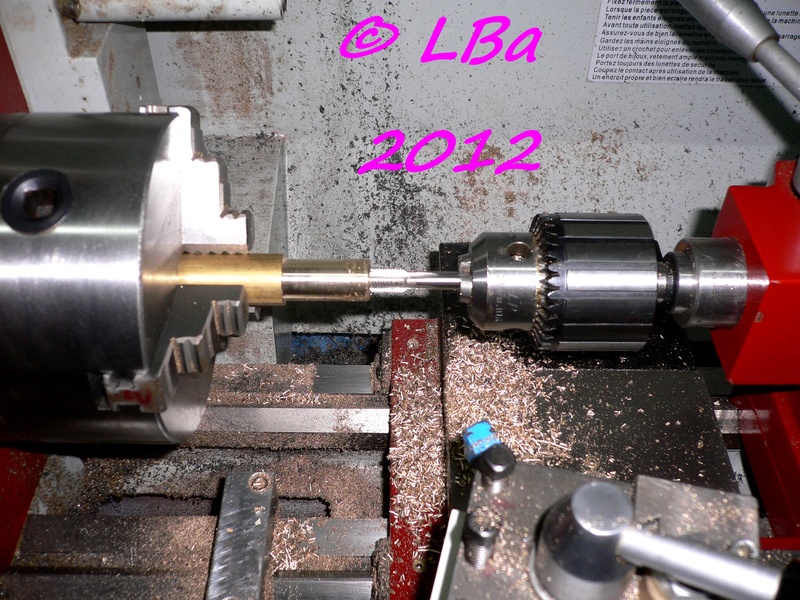
début du taraudage du M10 pas fin de 100

taraudage effectué

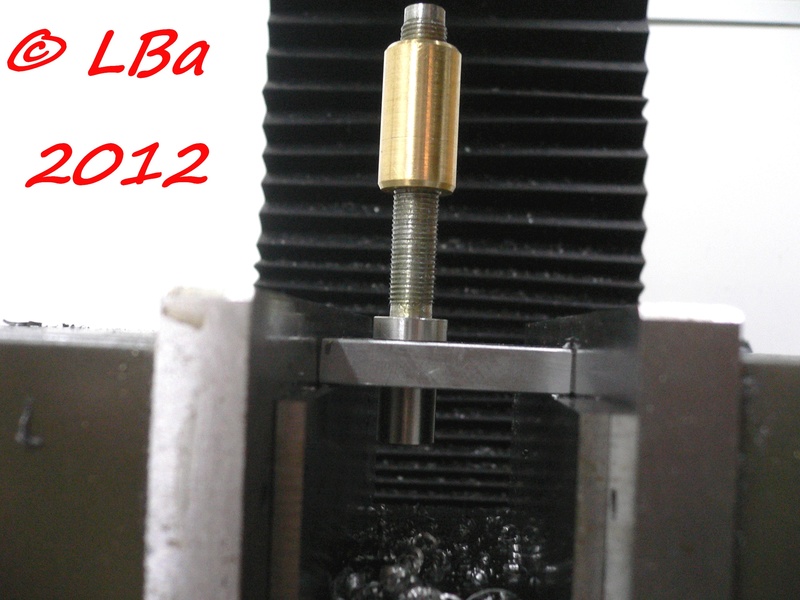
débit de la pièce sur la sar

reprise de la pièce et dressage de la seconde face

chanfreinage de la pièce

fraisure du M10

la pièce finie, le montage (sur la pièce 1)de celle-ci se fera après l'usinage de la vis
Le plan de la pièce pour compréhension
la pièce est usinée dans un acier genre stub de Ø 16 mm (c'est de la récup)

prise en mandrin , dressage de la face et point de centre
même chose pour l'autre bout

réalisation d'un chanfrein

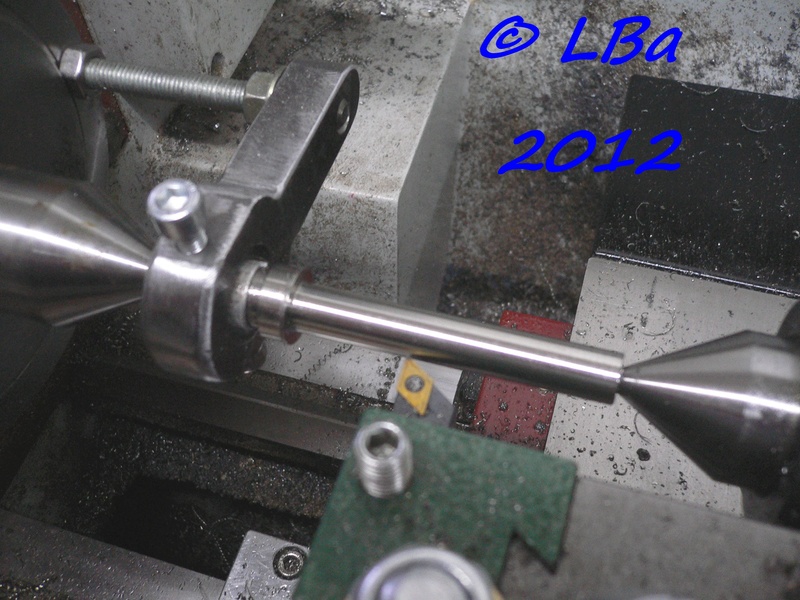
la pièce est usinée entre pointe
usinage du Ø de 15 mm là je suis au début, puis :

usinage du Ø de 10f7

contrôle de l'ajustement avec le bouton en laiton

retournement de la pièce toujours entre pointe
usinage Ø 10 (filetage)

usinage d'une gorge de dégagement pour le filetage)

usinage du filetage M 10 pas fin de 100

essais de l'écrou avec la vis
après finition du filetage:

écrou vissé à fond

écrou en début de vissage

vue du sous ensemble vis/écrou/bouton
Faute de bronze, la pièce rep 4 est usinée à partir de méplat en laiton
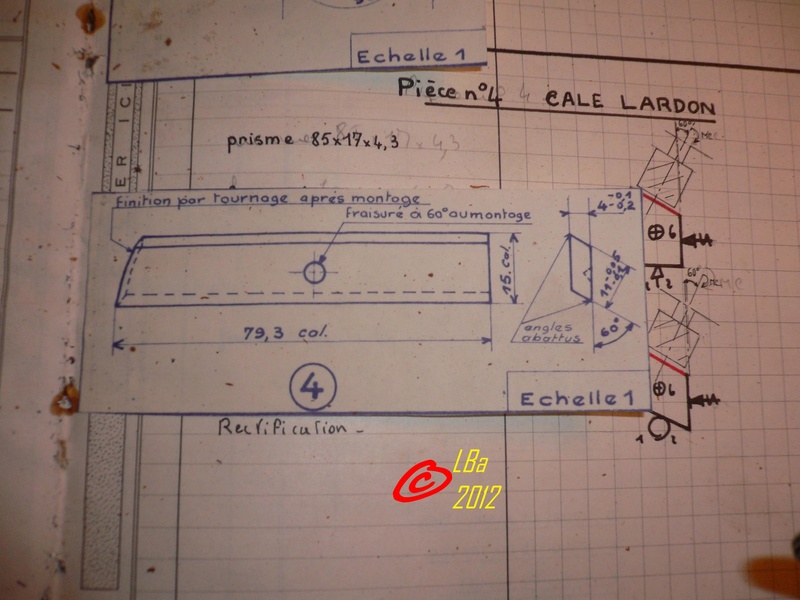
le plan de la pièce pour rappel

après inclinaison de la tête de la fraiseuse, fraisage du premier pan à 60°

vérification de l'angle avec la queue d'aronde
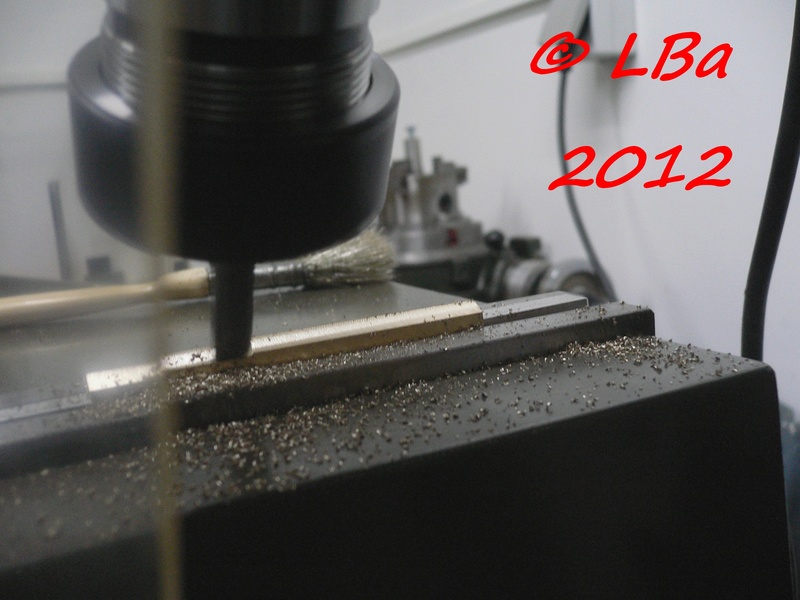
fraisage du second coté du lardon

ajustement de l'épaisseur du lardon à la lime, opération longue et minutieuse, afin
qu'il n'y ai pas trop de jeu, même si des vis de ratrappage sont prévues
finition des extrémités du lardon
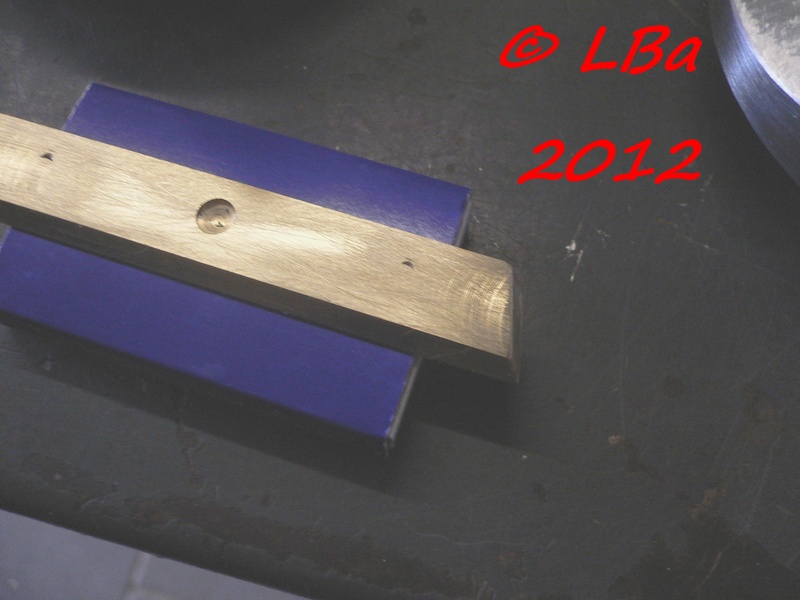
marquage sur le lardon du positionement des vis de réglage
vue de l'usinage d'une extrémité du lardon

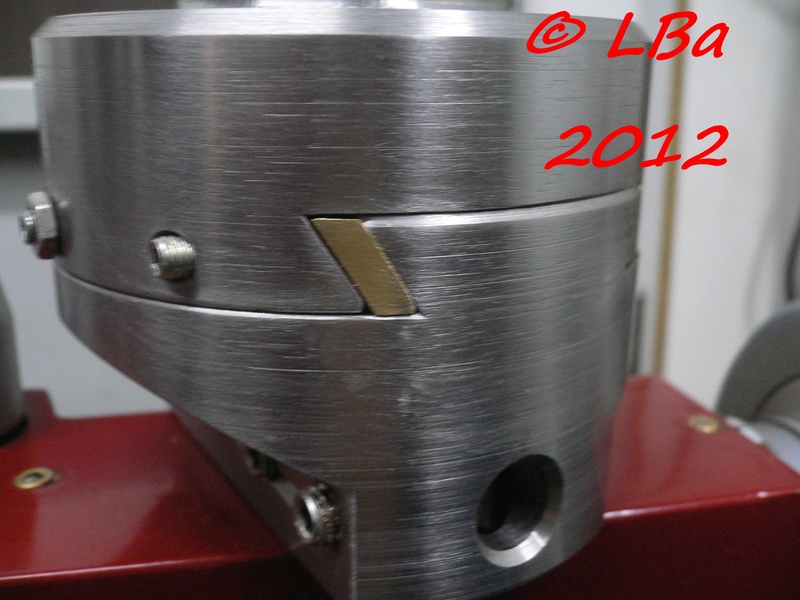
essais/contrôle du coulissement, tête position arrière

tête en position avant

tête en position médiane
l'ajustement final du lardon, a été réalisé par glaçage manuel
la pièce a due être usinée à partir de méplat demi dur, je ne me souviens plus
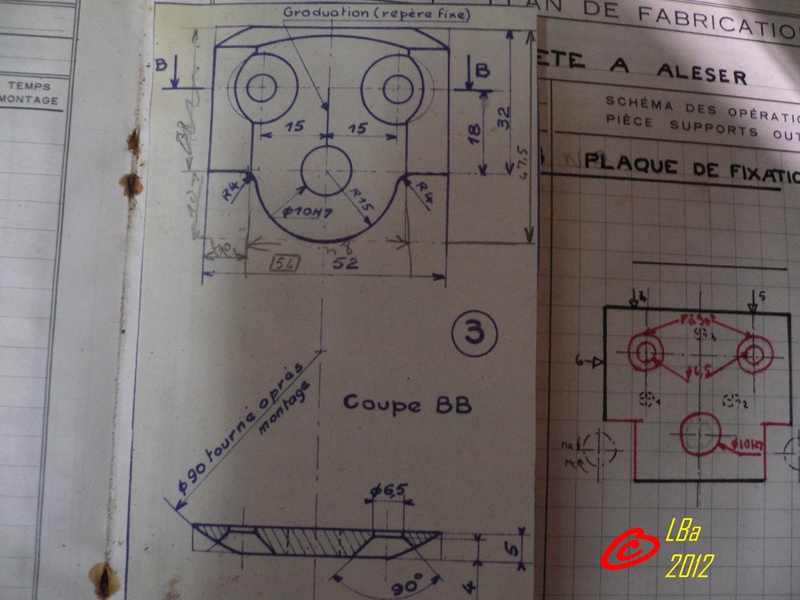
le plan de la pièce pour rappel et compréhension
après cubage à dimensions :

pointage du trou Ø 10h7

perçage au Ø de 9,9 mm

alésage à l'alésoir machine de Ø 10 h7
contrôle de l'ajustement de l'alésage avec la tête de vis rep 5
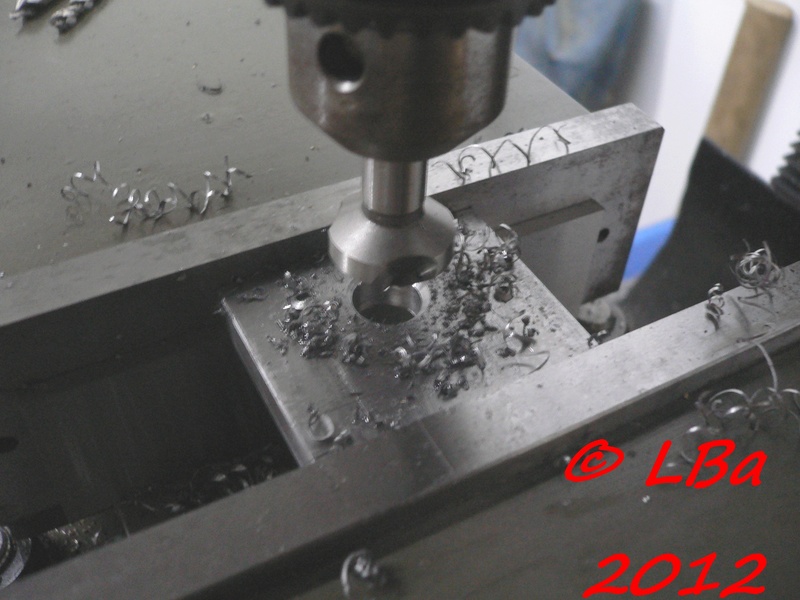
petite fraisure du trou

pointage du premier Ø 6 mm

perçage au Ø de 6 mm
fraisure pour une vis tête fraisée de Ø 6

après décalage en x, pointage second trou Ø 6 mm puis perçage et fraisure
la pièce est percée
maintenant préparation de la pièce afin d'effectuer la forme arrondi de la pièce

perçage de deux trous de Ø 8 mm pour avoir un quart de rond de rayon 4 mm
après traçage et quatre coups de scie à métaux

ébauche par pan à 45°

ébauche de la pièce aprés quelques coups de lime
montage de la pièce sur le plateau circulaire et centrage de celle-ci

début du détourage de la pièce à l'aide d'une fraise de 8 mm de Ø

apperçu du détourage en cours
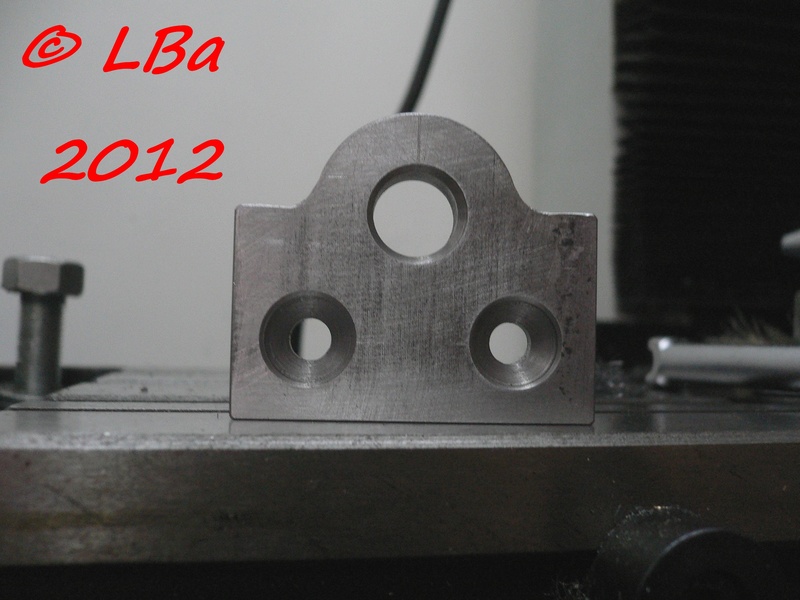
la pièce usinée
il lui manque les chanfreins arrondies; pour ce faire :

montage de la pièce 3 sur les pièces 1 et 2

reprise en tournage de l'ensemble des pièces

et le résultat obtenu
Le plan de la pièce (pour rappel et compréhension)
La pièce rep 2 est issue de la même origine que la pièce 1
donc même punition débit, dressage des faces/mise à longueur

perçage au Ø de 19 mm( plus gros foret en ma possession à l'époque)

alésage au Ø de 19,5

alésage au Ø de 25 H7

mesure de l'alésage de 25 H7 (à l'époque, je ne possédais pas encore de palmer intérieur)

petit chanfrein d'entrée sur le Ø de 25

contrôle de l'emmanchement du Ø 25 H7

réglage de l'outil à fileter intérieur

le filetage M 22 réalisé (il a été usiné avant le chanfrein d'entrée)

ébauche de l'épaulement extérieur au Ø de 50 mm
comme, il me fallait un outil avec un congé

affutage de l'outil sur un touret ( à l'époque, je n'avais pas de meule verte pour le carbure
maintenant c'est chose faite, mais ça là fait quand même)

l'outil préparé

usinage du congé

usinage d'un chanfrein de 5 à 45°
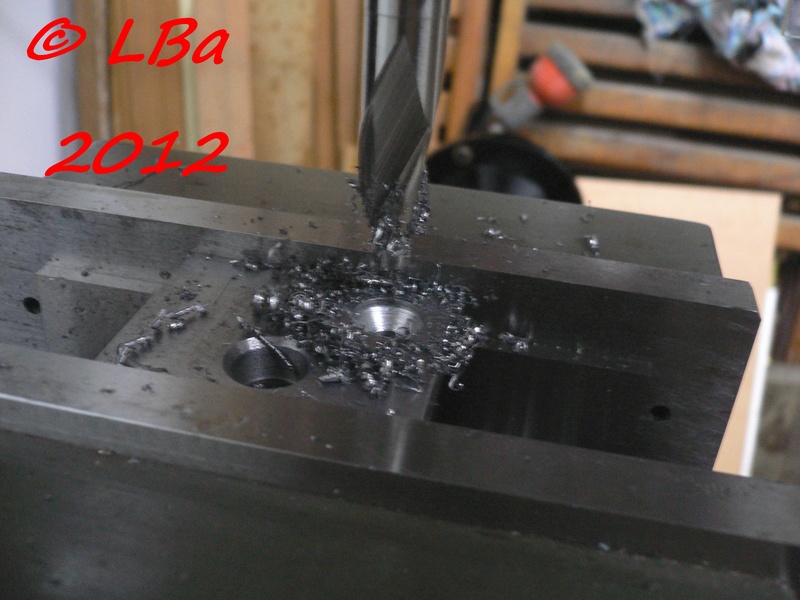
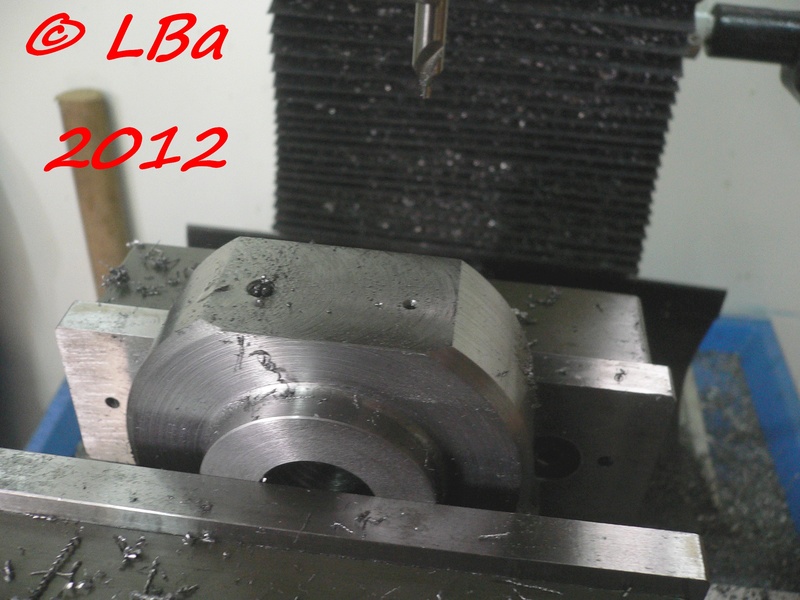
les opérations sur le tour étant effectuées; passage de la pièce sur la fraiseuse

prise de la pièce en étau pour fraisage du méplat (rep 1)

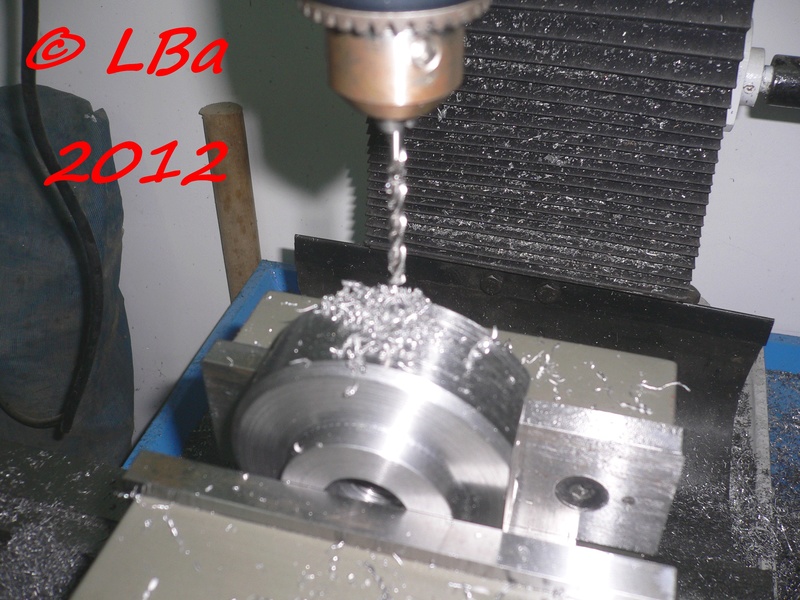
sans démontage de la pièce, pointage au foret à centrer du premier M6 (rep 5)

perçage au Ø de 5 mm

petite fraisure du Ø 5

et taraudage du trou à M6
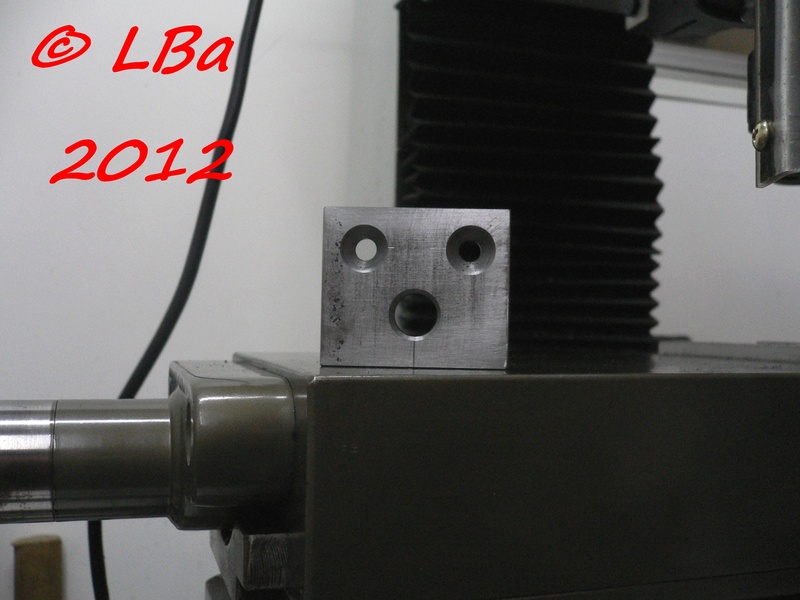
après décalage en x
pointage du second M6 et perçage au Ø de 5 mm; fraisure; taraudage à M6 (rep 5)
changement de position de la pièce et :

ébauche de la queue d'aronde femelle

finition de la rainure (fond)

finition rainure queue d'arond (coté droit)

finition rainure effectuée

usinage de la queue d'aronde (coté gauche)

usinage queue d'aronde (coté droit)

contrôle et mesure de la queue d'aronde ( la dimension est à respecter sans plus, l'ajustement
sera réalisé par le lardon)

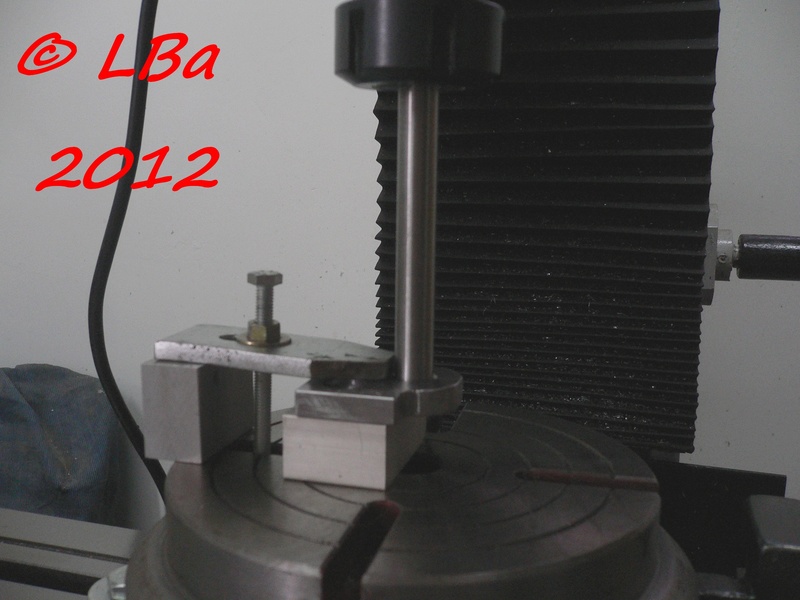
après rechangement de position de la pièce, dégauchissage de cette dernière

en cours de dégauchissage, celui-ci réalisé :

centrage à la pinule en x
afin d'usiner les M5 (rep 3)

centrage en y des rep 3

pointage du premier rep 3
perçage alors au Ø de 4,2 (ce trou sera simplement taraudé à M5)


fraisure

pointage du troisième M5
perçage du premier M5

perçage du troisième M5

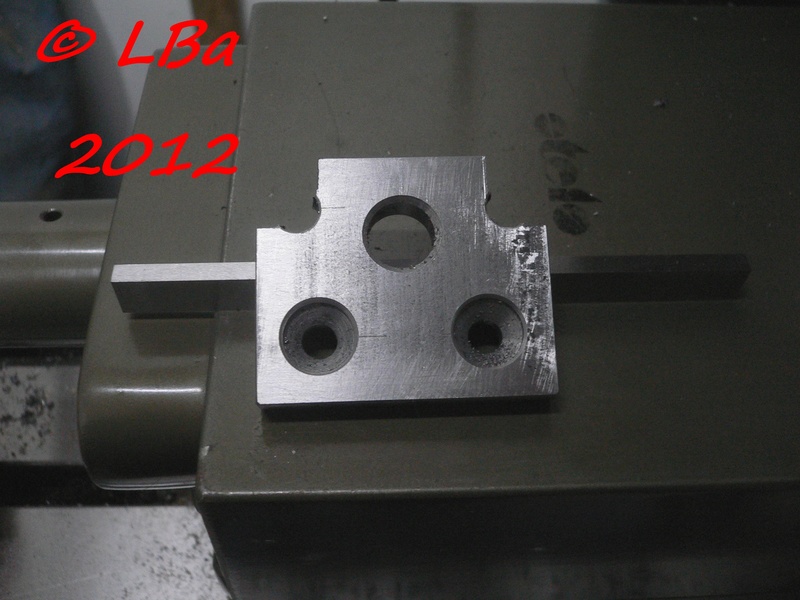
pour usiner les deux trous d'extrémité, comme ceux-ci sont lamés, j'ai utilisé un foret
étagé de ce genre
la pièce repère 2 est usinée

la pièce 1 et 2 ensemble

pièce 1 et 2 ensemble, on peut voir l'espace (à gauche) pour le lardon
