
Support d’affûtage pour outils de tour à métaux
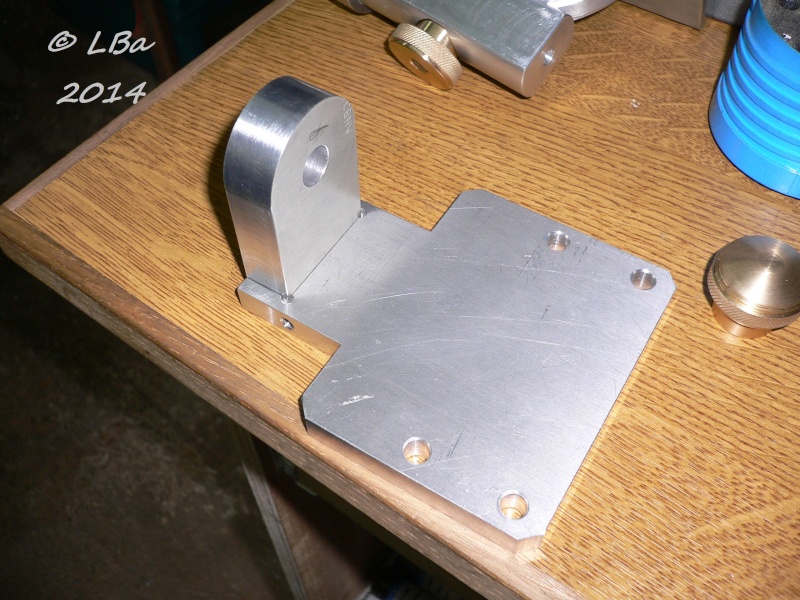
La finalité du projet (presque)
![]() Par
papy-lba
Par
papy-lba
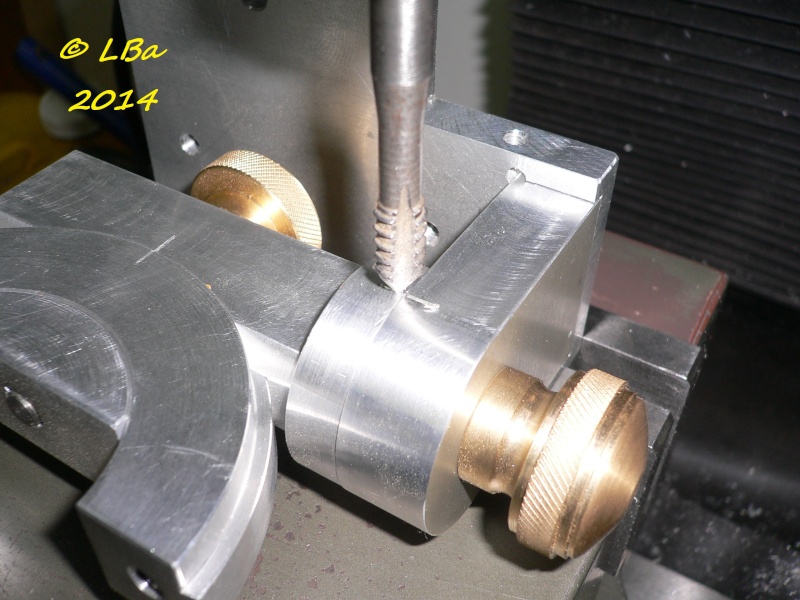
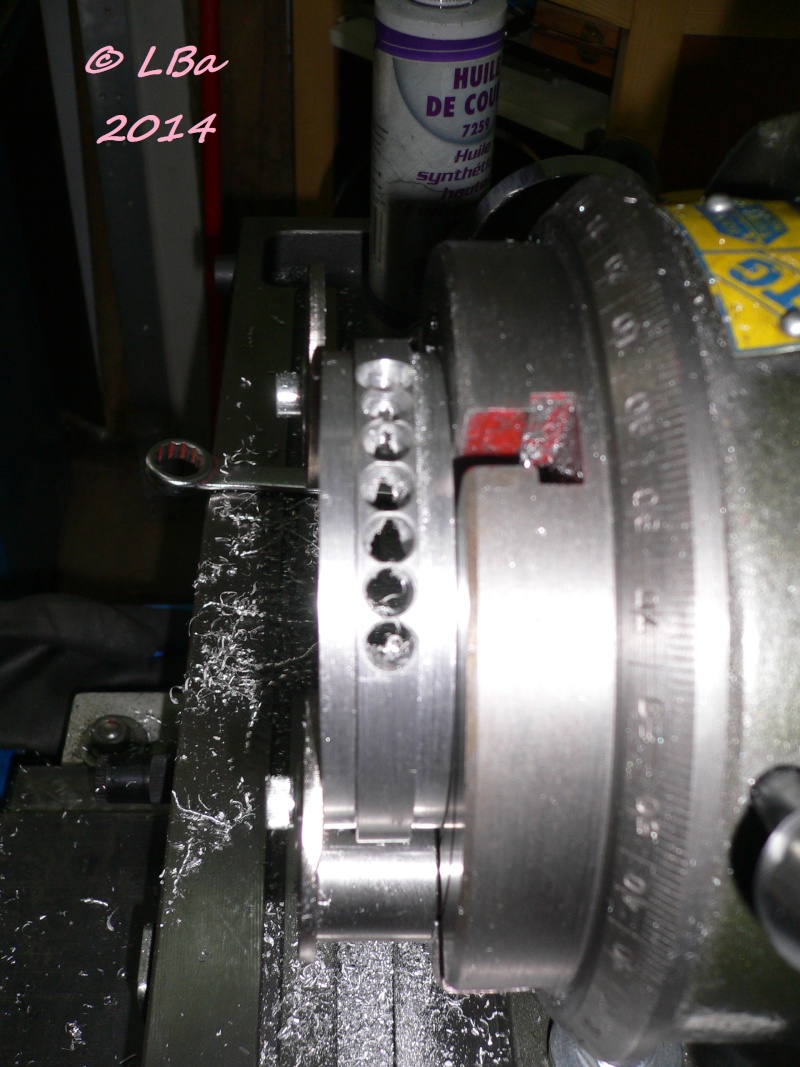
IL me restait à graver deux pièces

début de la gravure des degrès sur le support axe X

une vue de plus loin du gravage

un aperçu du résultat
j'ai gravé 15 ° de chaque coté du zéro (horizontalité)
Pour l'axe Y, le résultat n'est pas concluant, le Ø est pas assez important, le gravage est presque au
touche à tout , c'est difficilement lisible, il me faut trouver une astuce
ici la position zéro en vertical
le touret étant positionné sur la table de ma station d'affûtage, traçage de la position du support

positionnement du support devant le touret

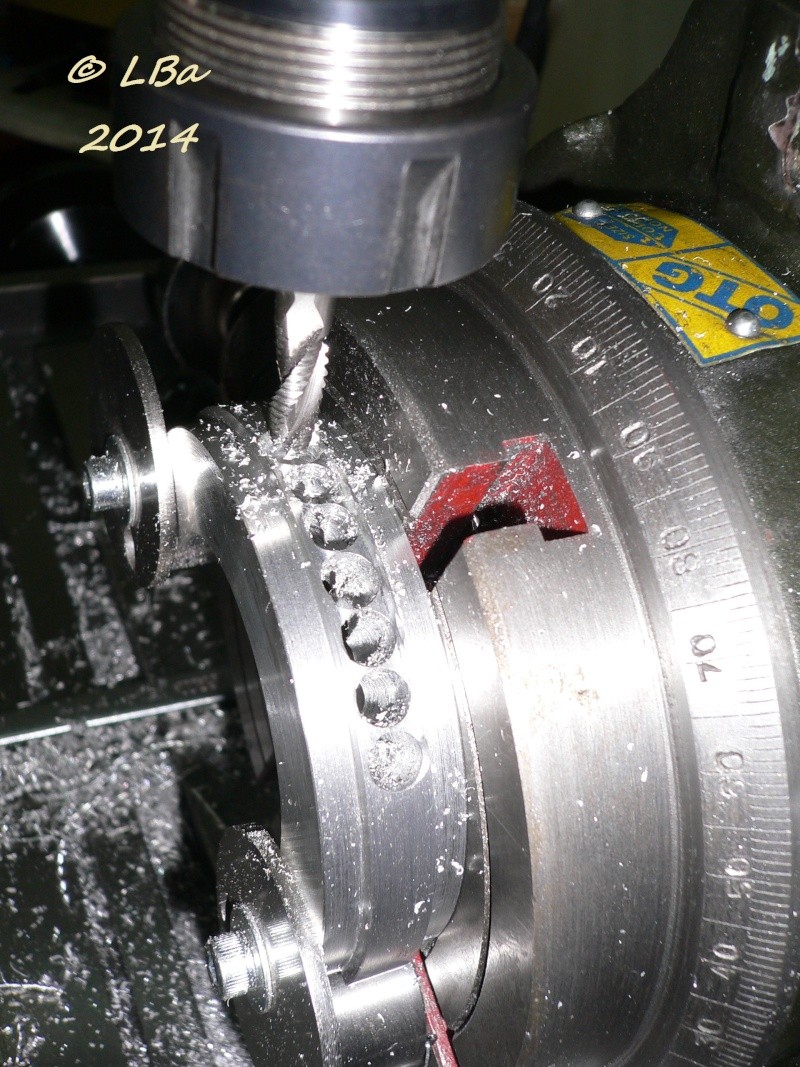
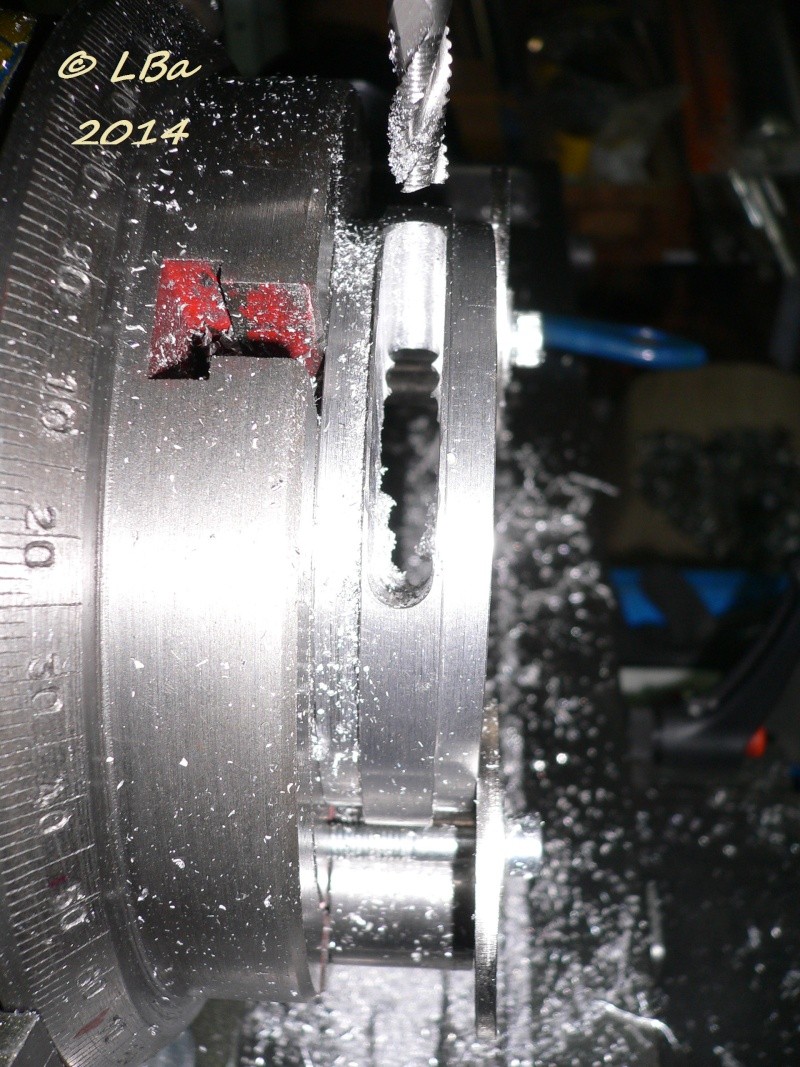
perçage de trous tangents afin de réaliser deux lumières

les deux lumières réalisées
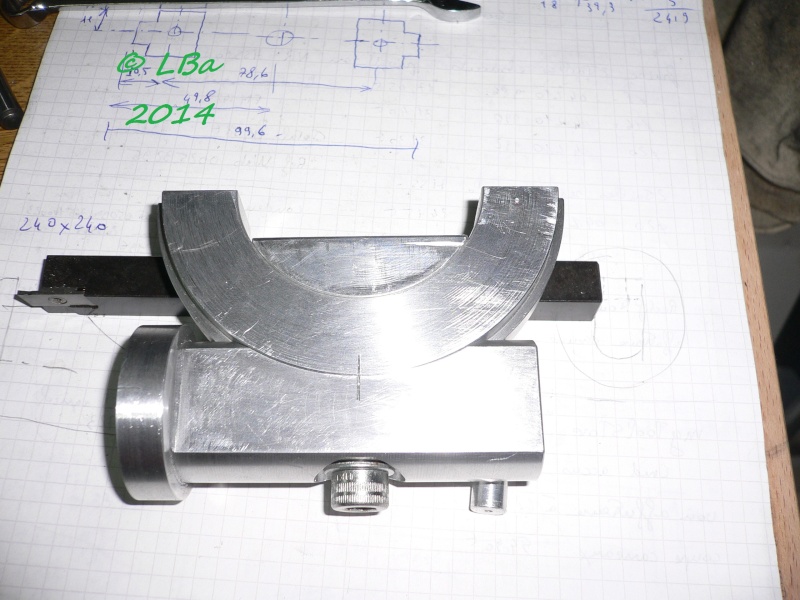
Le support en place,essais :


![]() Par
papy-lba
Par
papy-lba
l'ensemble support ,axe,table support outil ect .... sera monté sur une semelle en aluminium
tiré d'une pièce de récup (comportant déjà des usinage)
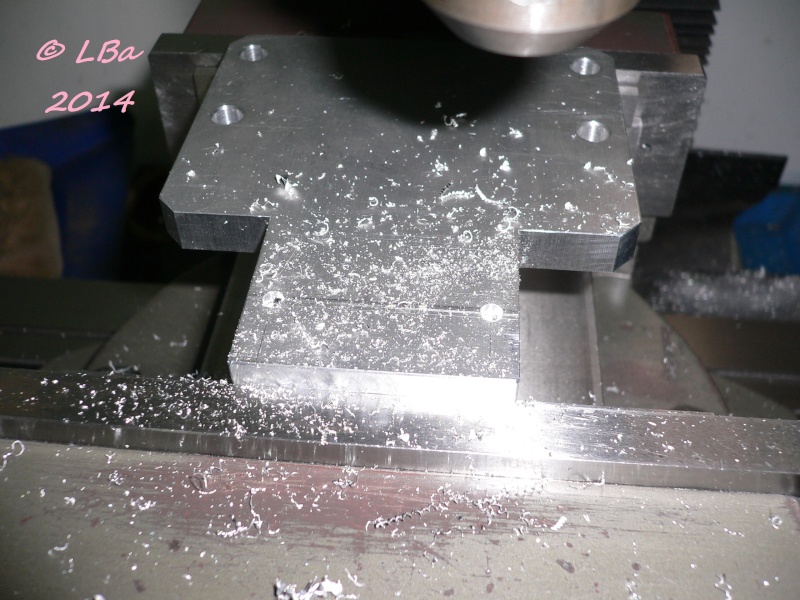
délimitation d'une poche qui recevra le support axe Y
la délimitation se résume à deux trous

ébauche de la poche
finition de la poche
contrôle de l'ajustement du support sur la semelle

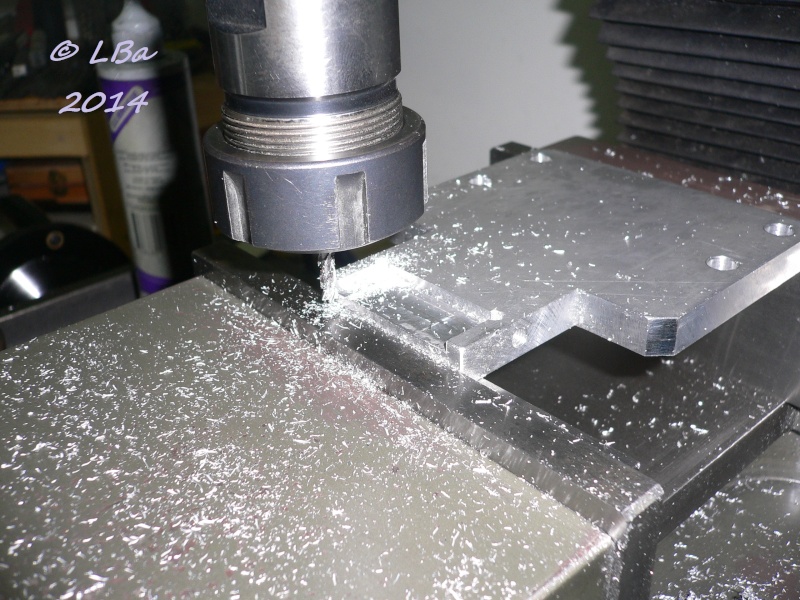
la semelle avec la poche usinée

perçage d'un Ø 6 mm pour un assemblage avec la semelle

fraisure du trou pour une vis tète fraisée
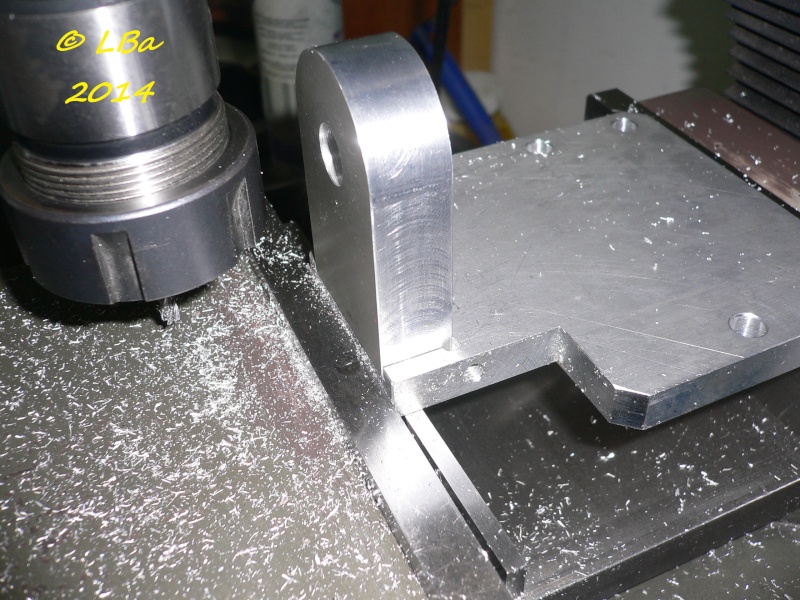
le support assemblé avec la semelle
et d'autres pièces afin de constituer le puzzle
![]() Par
papy-lba
Par
papy-lba
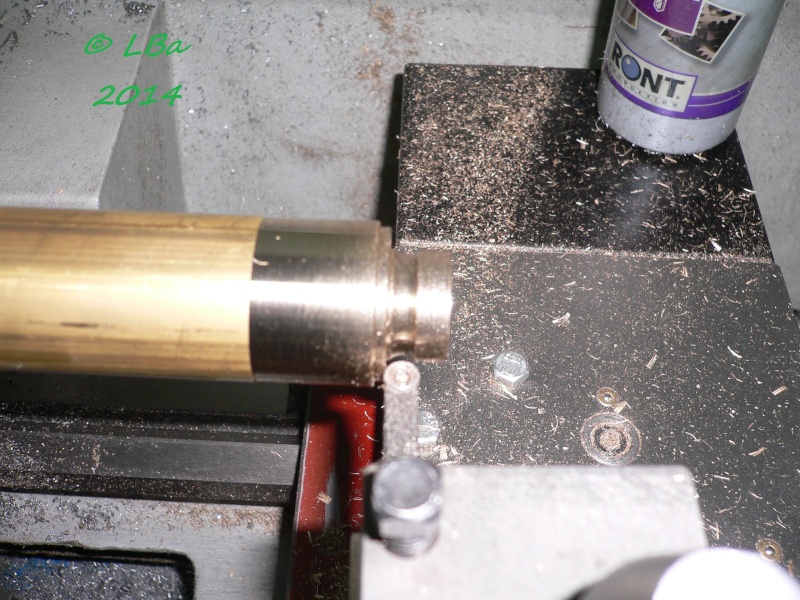
A partir de rond laiton de Ø 30 mm

usinage du Ø extérieure et d'un premier épaulement

usinage d'un second épaulement

perçage à 6,8 mm

pour la profondeur de perçage, j'ai utilisé mon vernier numérique sur la contre pointe

taraudage à M8

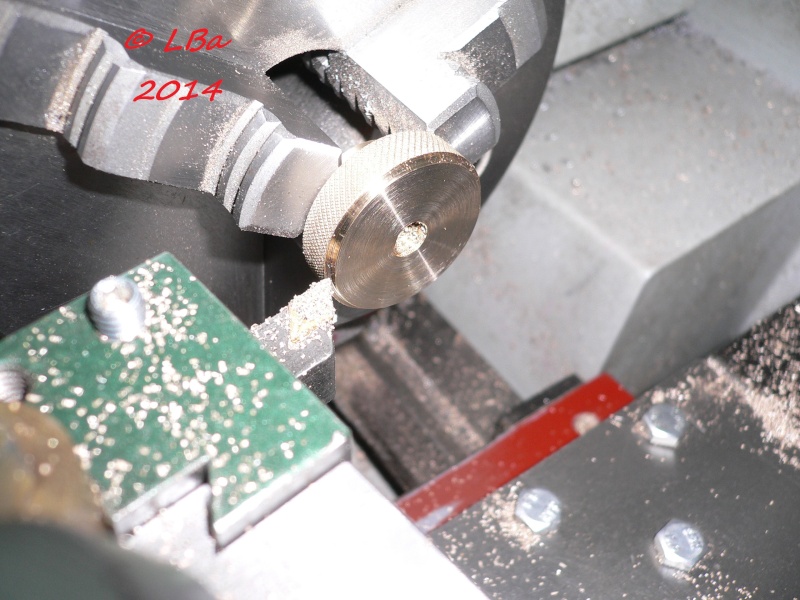
usinage d'une gorge arrondi
détail de l'outil pour usiner la gorge arrondie

usinage d'un moletage pour une bonne préhension de la pièce à l'usage
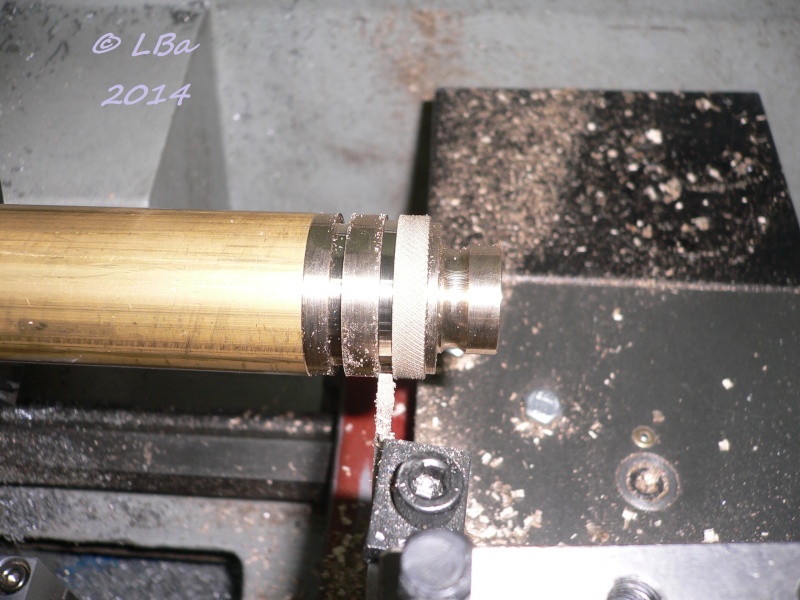
usinage d'une gorge à fond plat et début du tronçonnage de la pièce
la pièce coupée, reprise de celle -ci pour usiner :
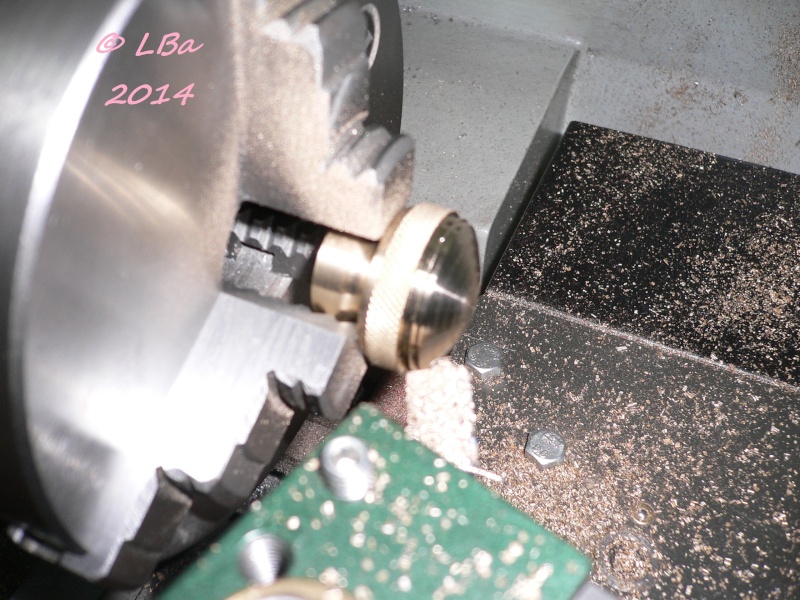
la forme de la tète de l'écrou, ici l'ébauche à l'outil

la forme de la tète finie à la toile
et l'écrou monté sur l'axe
LA TABLE SUPPORT D'OUTIL
à partir dune plaque d'alu en 10 d'épais

perçage de deux Ø 6 mm et fraisure pour noyer les têtes de vis

fraisage d'un pan incliné afin de venir au plus prêt de la meule

la table support d'outil en place sur le support oscillant suivant l'axe X
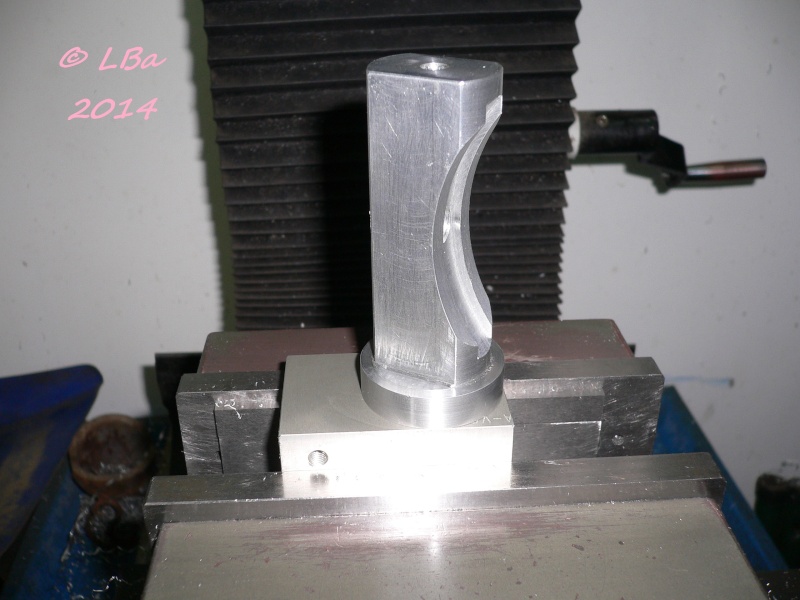
Support vertical
Cette pièce fera la liaison entre une semelle de base et le support oscillant Y

débit de la pièce matière aluminium
après cubage :

perçage de la pièce à 11,9 mm

et alésage à 12 mm
vérification de l'ajustement
Pour usiner une extrémité en arrondi, montage sur le plateau circulaire
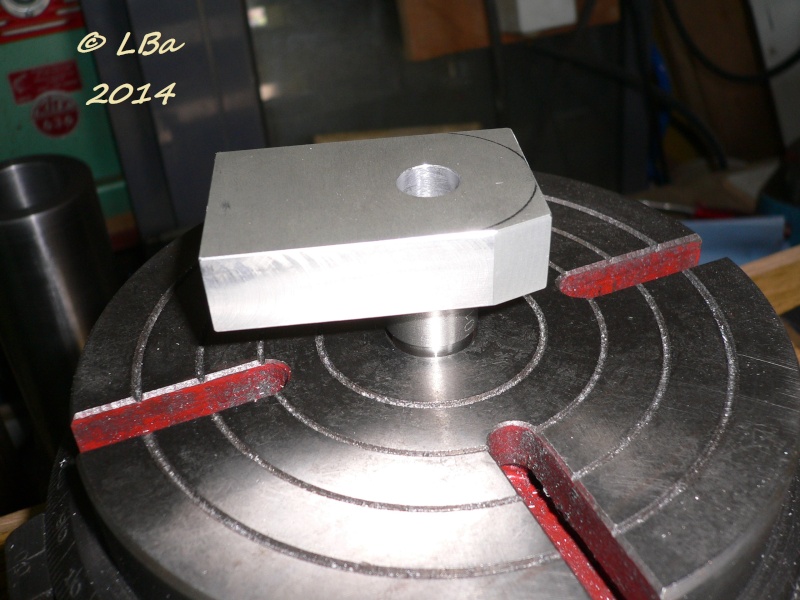
la pièce est centrée par un cimblot

j'avais déja usiné un cimblot pour une autre utilisation, je l'ai repris pour y usiner un épaulement à un Ø de 12 mm
la dimension de l'alésage du support

petite vérification de l'ajustement

la partie extérieure du cimblot est en cône morse
la pièce abloquée sur le plateau circulaire

début de l'usinage

la fin de l'usinage
on peut apercevoir des facettes, celles ci seront atténuées à la toile
le montage à blanc des pièces

perçage du support (avec un beau déroulé de copeaux) pour un assemblage sur une semelle

et taraudage à M6 du trou
![]() Par
papy-lba
Par
papy-lba
Sur cette pièce :

il me reste une lumière circulaire à usiner
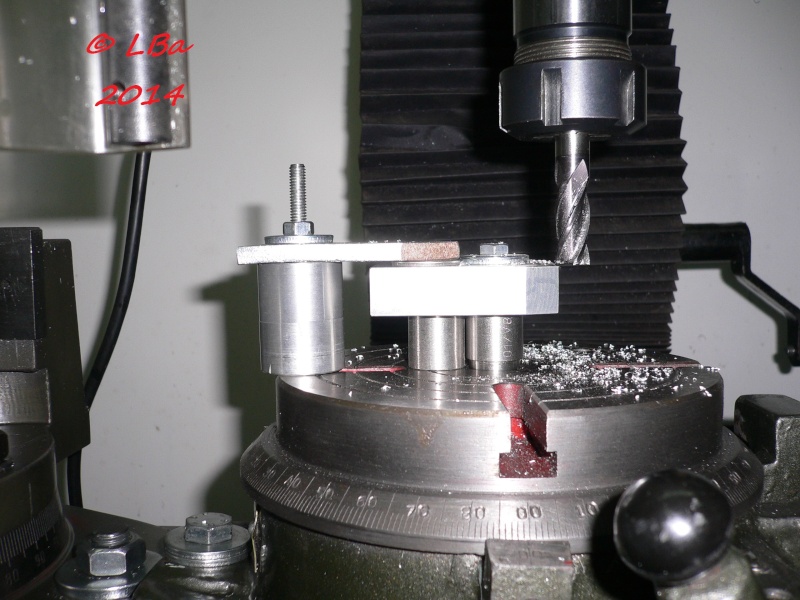
Montage de la pièce sur le plateau circulaire en position vertical sur la table de la fraiseuse :
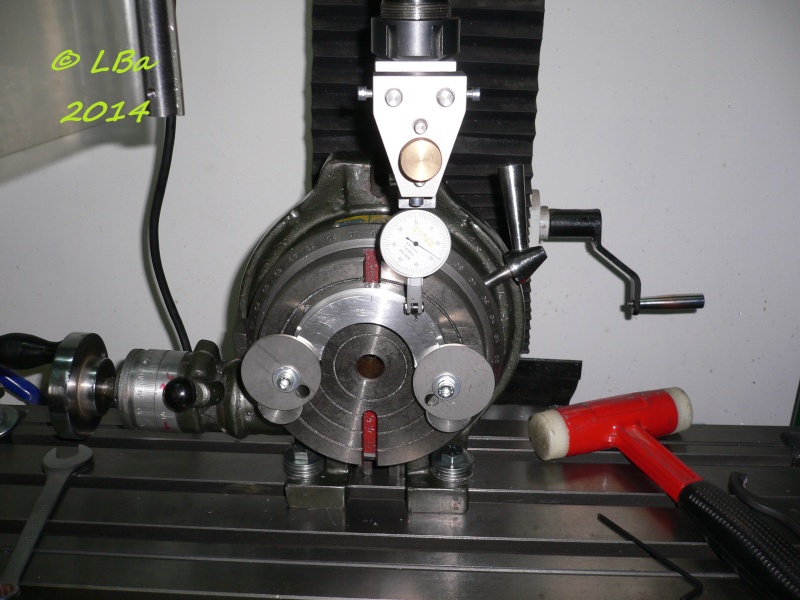
réglage du parallélisme du plateau à l'axe X de la fraiseuse
afin d'ébaucher la rainure, j'ai percé des trous tangents
perçage premier trou tangent
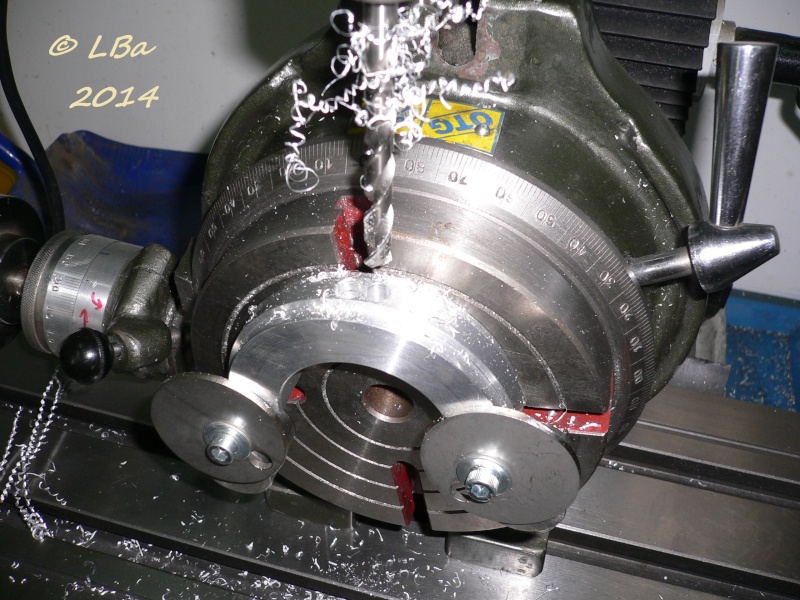
continuation du perçage des trous tangents
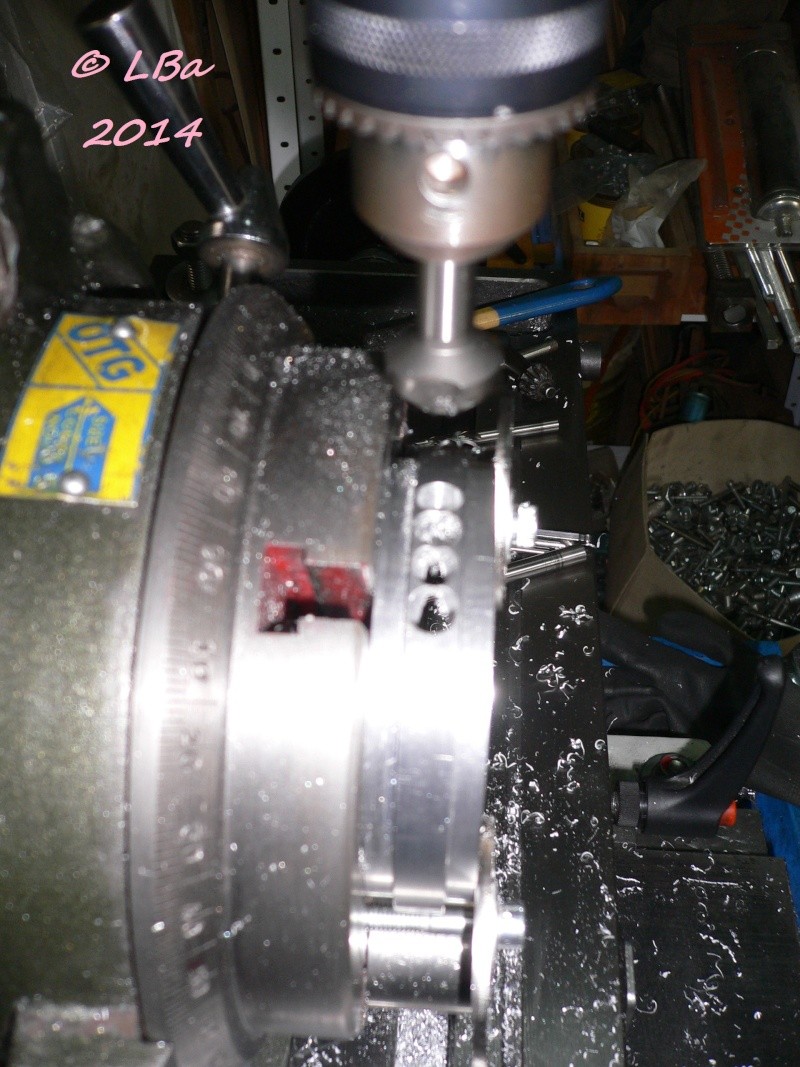
les trous tangents étant perçés, je vais finir la rainure avec une fraise
début du fraisage par petite passe, le bridage de la pièce n'étant pas au top

continuation du fraisage de la rainure
la longueur taillée de la fraise étant trop courte, je n'ai pas pu fraiser sur toute la hauteur de la rainure
j'ai due finir la rainure à la lime
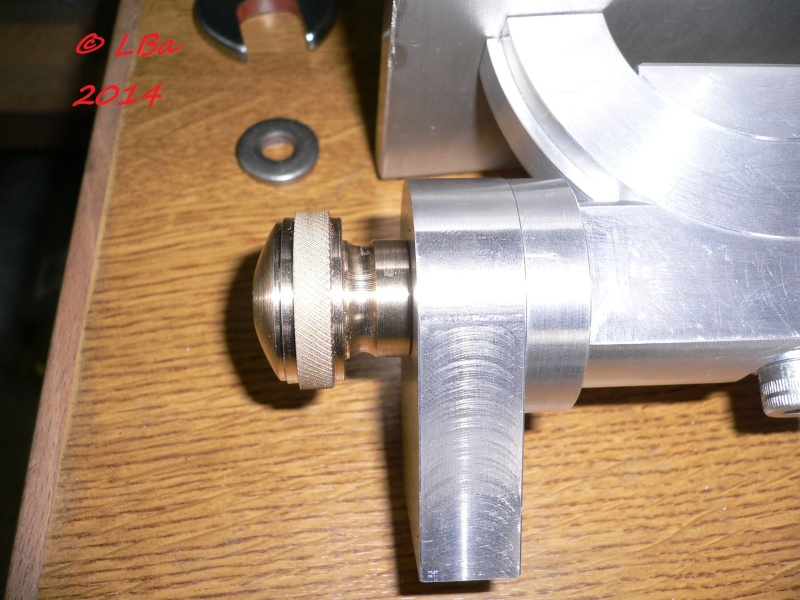
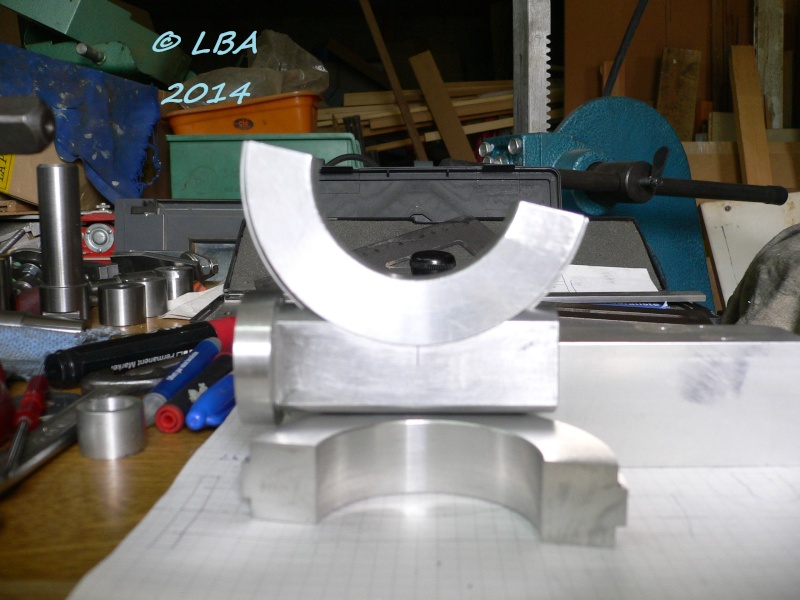
Montage à blanc des pièces avec une vis de blocage
le support en position centrée

ici le support incliné à droite
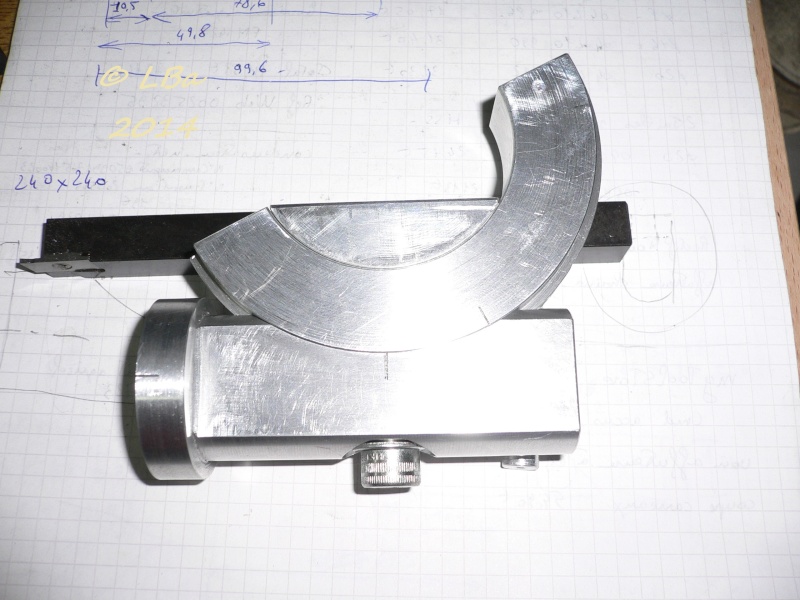
et là, le support incliné à gauche
Le montage est réalisé avec une vis CHc ordinaire, je vais usiner un écrou en laiton
Dans du laiton de Ø 30 mm
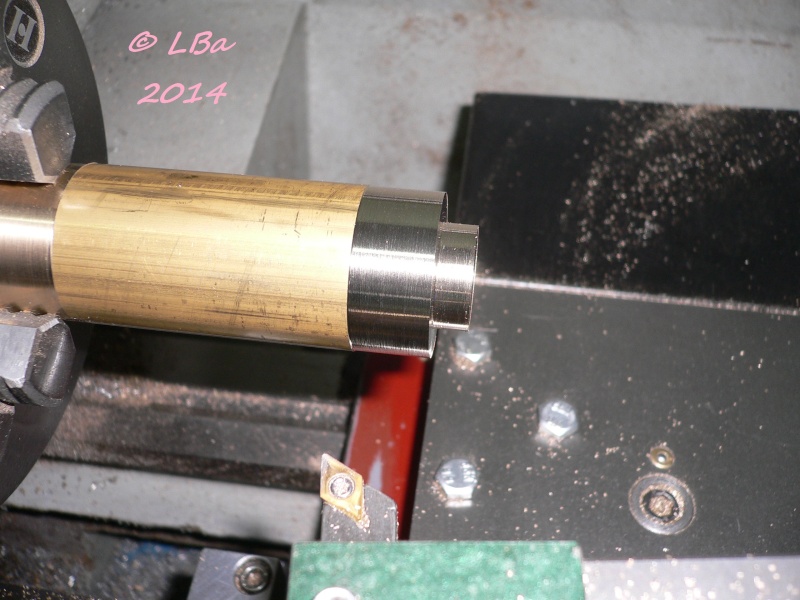
usinage d'un épaulement

un perçage à phi 6,8 mm
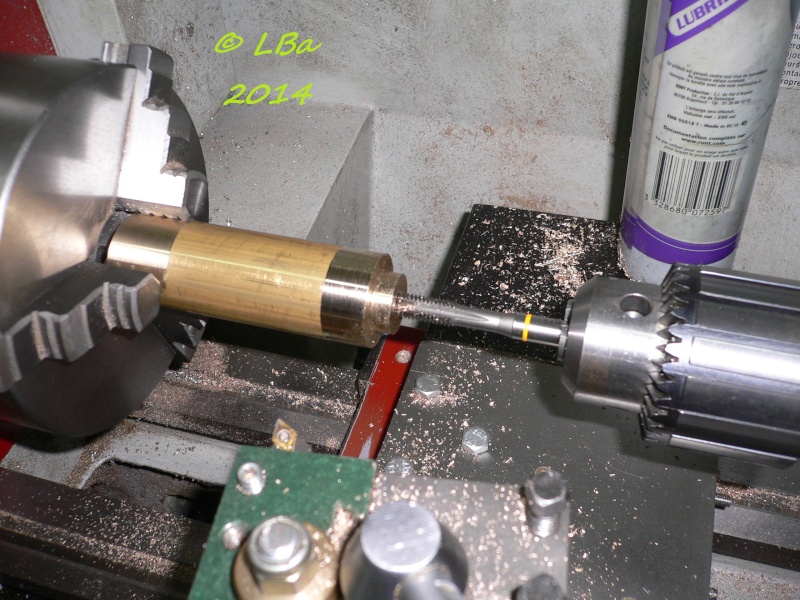
puis taraudage à M8
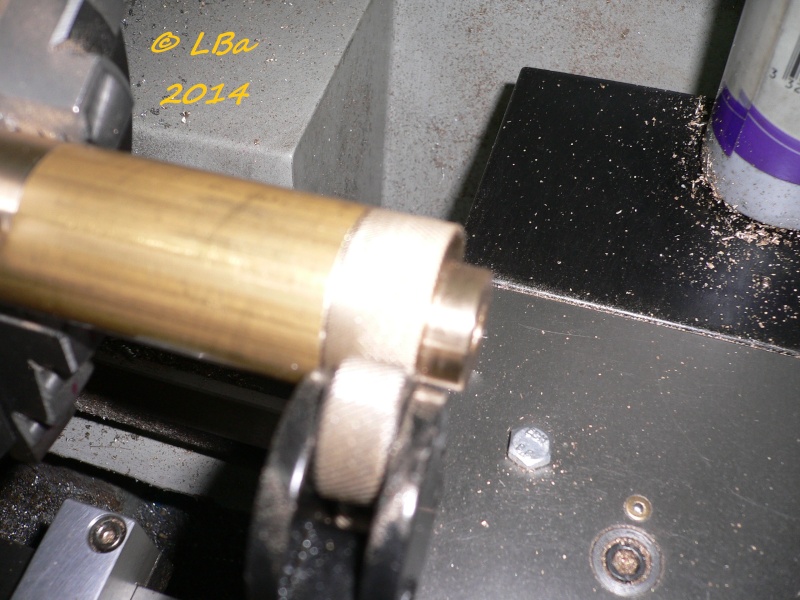
un moletage plus tard !

début du tronçonnage, la pièce étant percée, je n'ai pas pris de risque, je n'ai pas tronçonné
sur la totalité, j'ai fini à la scie à main
reprise de la pièce pour dresser la face

l'écrou est terminé en usinage
sur une tige filetée en M8 :

une goutte de bloc presse vert de loctite

et montage sur l'écrou laiton fraichement usiné
d
cahier des charges du projet et réalisation première pièces
![]() Par
papy-lba
Par
papy-lba
j'ai déja réalisé un support d'affûtage pour touret il y a quelques temps déja
mais je ne le trouve pas des plus pratique au niveau des réglages et surtout je ne
peux l'incliner que suivant un axe
Cherchant à améliorer le système, j'ai fais quelques recherches sur le net et suis tombé
sur une réalisation de Bern 67 sur usinage qui m'a inspiré
je tiens à rajouter une prècision : derniérement, j'ai vue la même réalisation sur Metallmodellbau et réalisé par Achim
je ne sais pas qui a inspiré qui, mais je me sentais dans le devoir de citer mes deux inspirateurs
le système permet un réglage suivant les deux axes X et Y
Voila donc la description de mon système :
Pour commencer, la première pièce, que je nomme support de table
à partir d'une rondelle en alu de 100 mm de Ø,

prise de la pièce en mandrin du tour et
usinage d'un épaulement
après retournement de la pièce :

usinage d'un second épaulement

puis perçage de la pièce en son centre
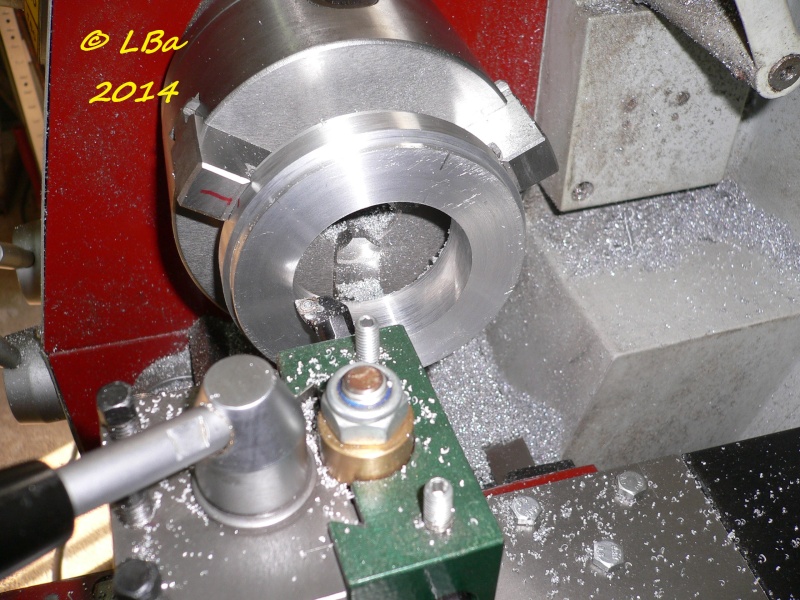
enfin alésage de la pièce à un Ø de 39 mm
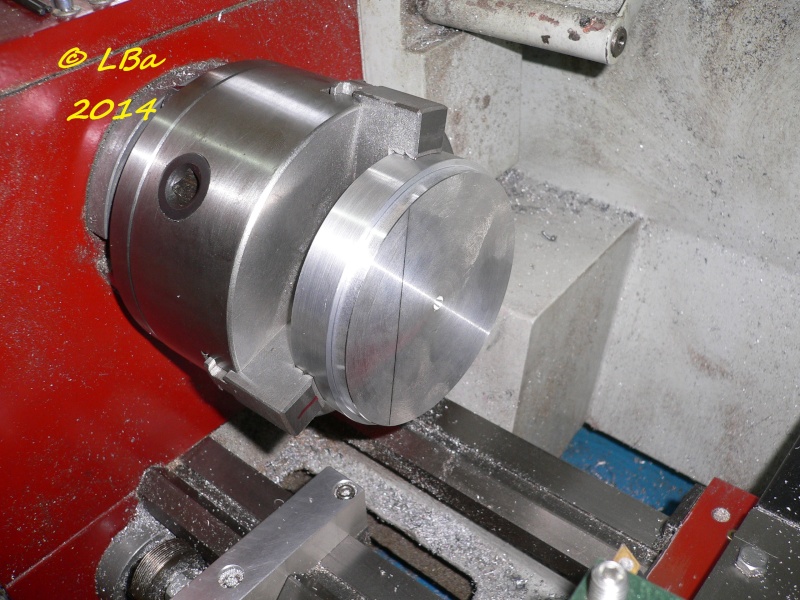
Démontage de la pièce du tour et montage d'un rond alu de 40 mm
usinage extérieur à un Ø de 39 mm sur l'épaisseur de la piéce précédente soit 22 mm

un petit contrôle de l'ajustement, pas de serrage, pas de jeux excessif, mouvement libre
aprés débit et surfaçage de la face, voici la pièce qui serra un écrou

c'est trop important comme écrou, donc un coup de scie à métaux
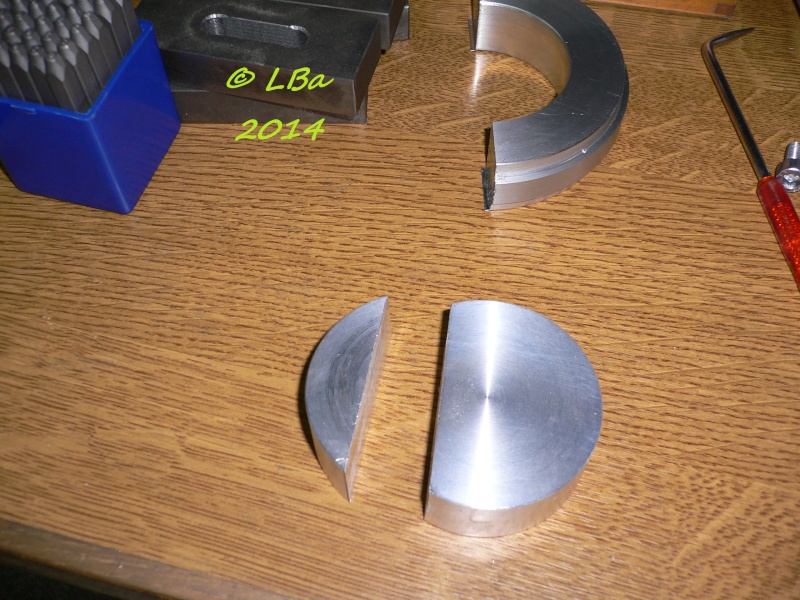
je vais me servir de la partie gauche du débit
montage sur la fraiseuse et après surfaçage de la coupe

perçage et taraudage à M8 de la piéce qui devient un écrou
reprise de la première pièce sur la fraiseuse afin de la couper en deux parties à l'aide d'une fraise scie

début de l'opération sciage
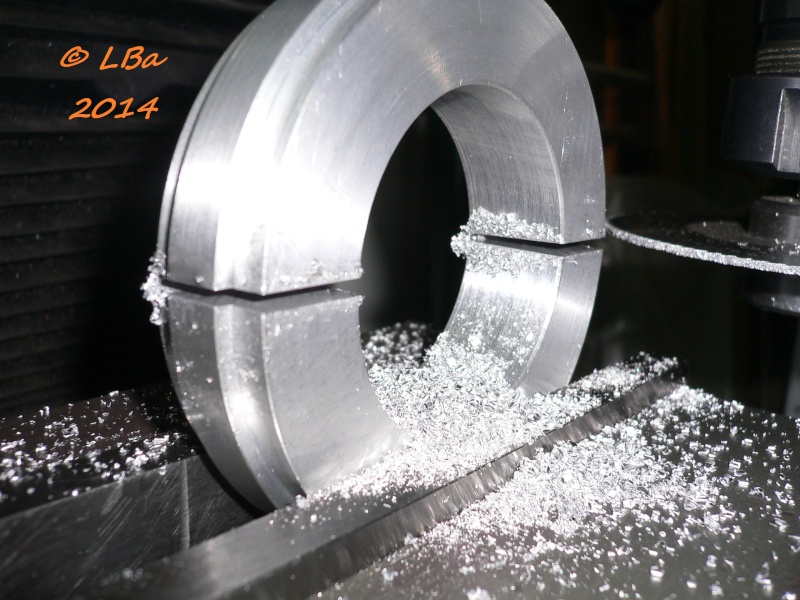
j'ai laissé 5 dixièmes de matière et cassé la pièce
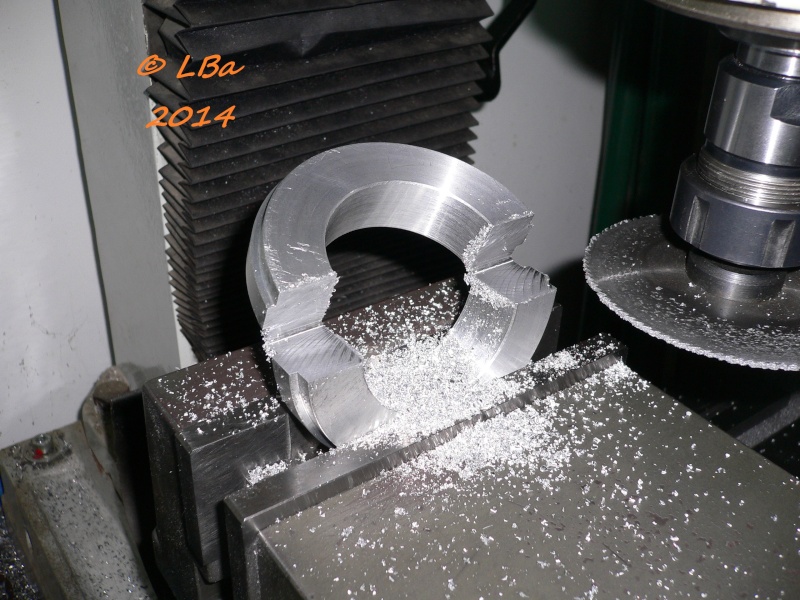
casse de la pièce sans effort !
le morceau inférieur étant pris en étau, sans le démonter
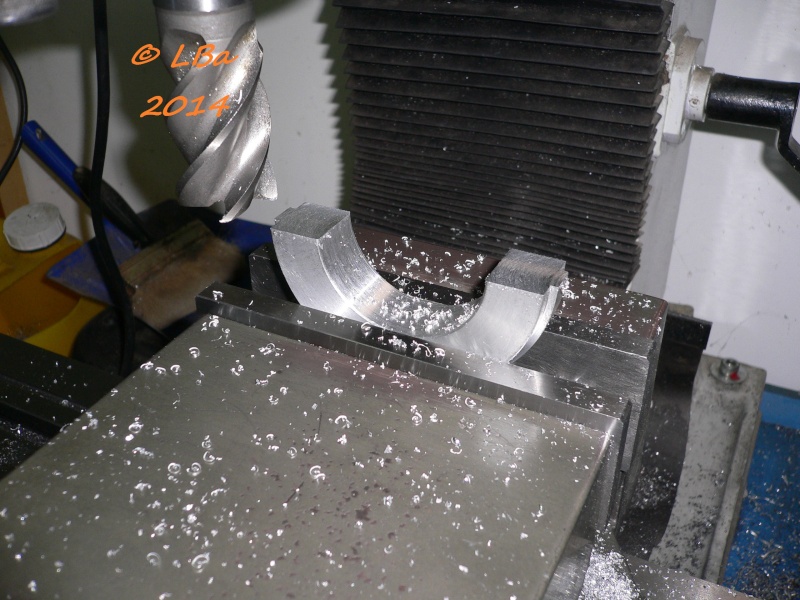
surfaçage de la coupe puis :
perçage/taraudage de deux M6 et perçage d'un Ø 8 mm
le Ø de 8mm sera repris ultérieurement en rainure
la pièce usiné que je nommerais support table

le support table et l'écrou
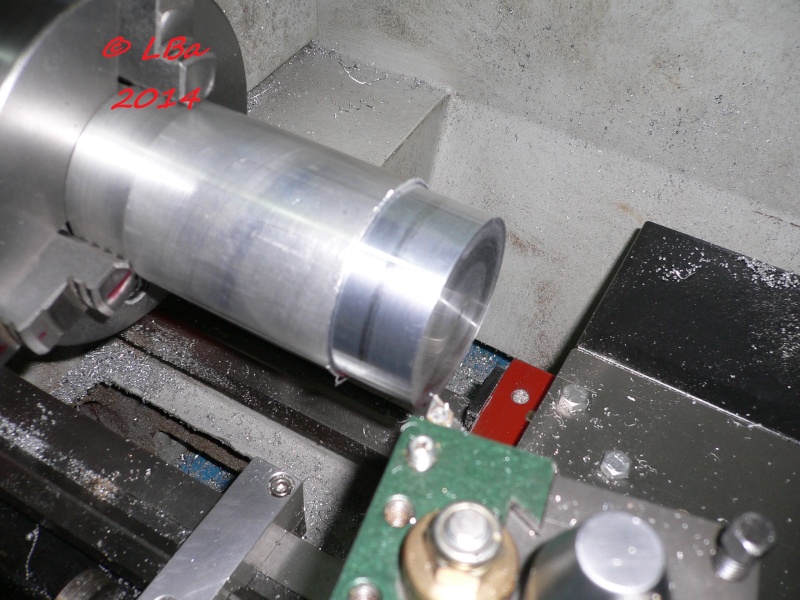
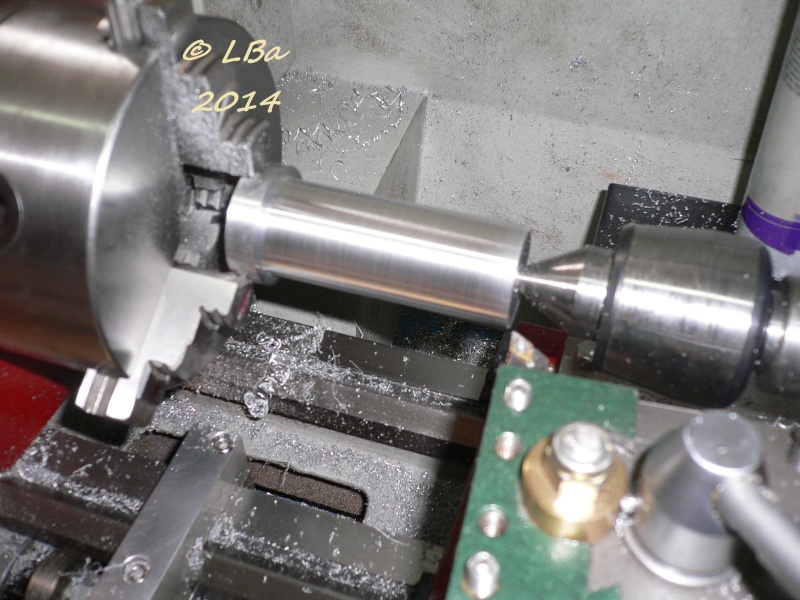
Pour la pièce que j'apelle, l'axe rotatif selon Y, à partir d'un rond alu de Ø 40 mm

blanchiment de l'extérieur sur quelques mm, dressage de la face et perçage/taraudage à M8 sur celle-ci
Après retournement de la pièce:
usinage d'un épaulement au Ø 32 mm
la colerette,(partie en mandrin) recevra par la suite un gravage indicateur d'inclinaison

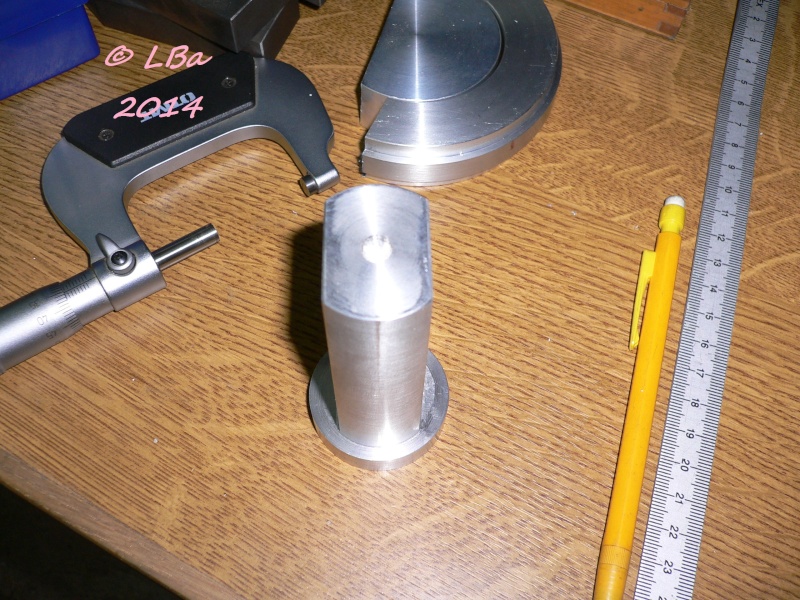
la pièce en sortie de tournage
Montage de la pièce sur la fraiseuse dans l'étau et :
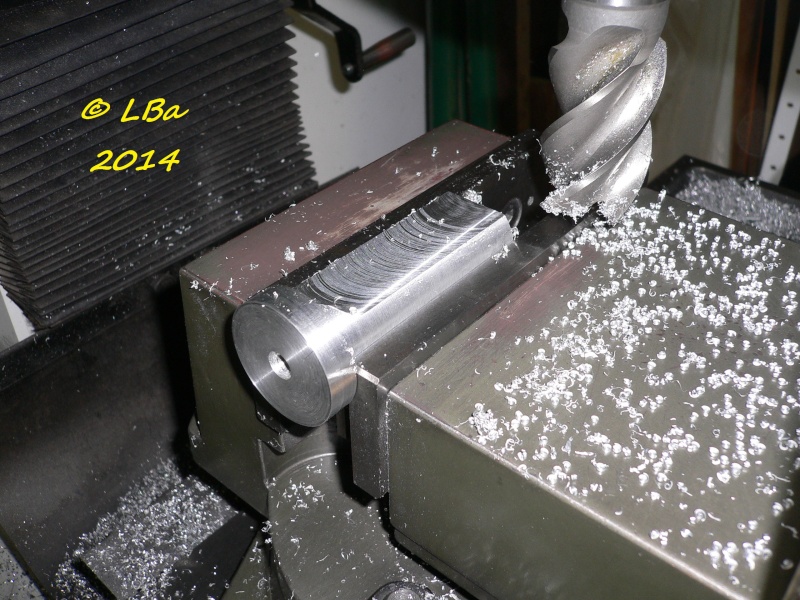
fraisage de deux méplats opposé
la pièce fraisée des méplats
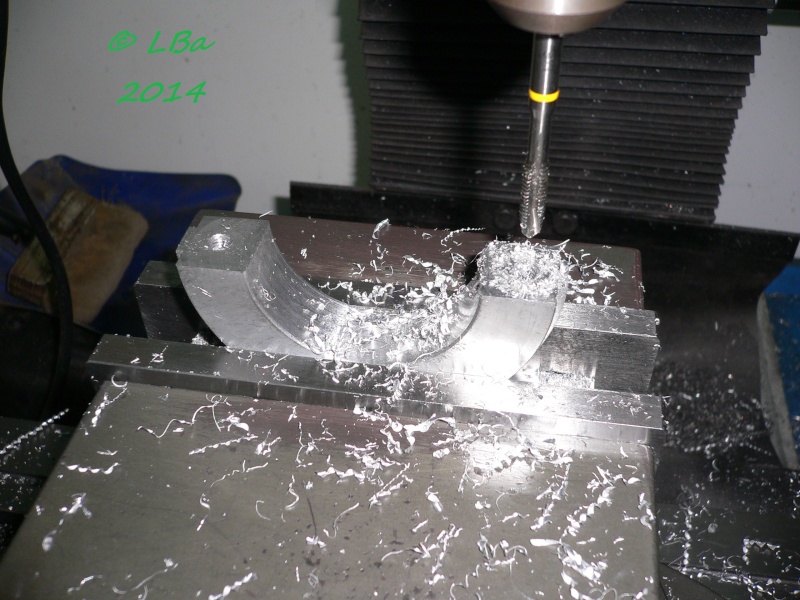
remontage de la pièce dans l'étau, afin d'usiner un rayon concave, à l'aide de la tête à aléser
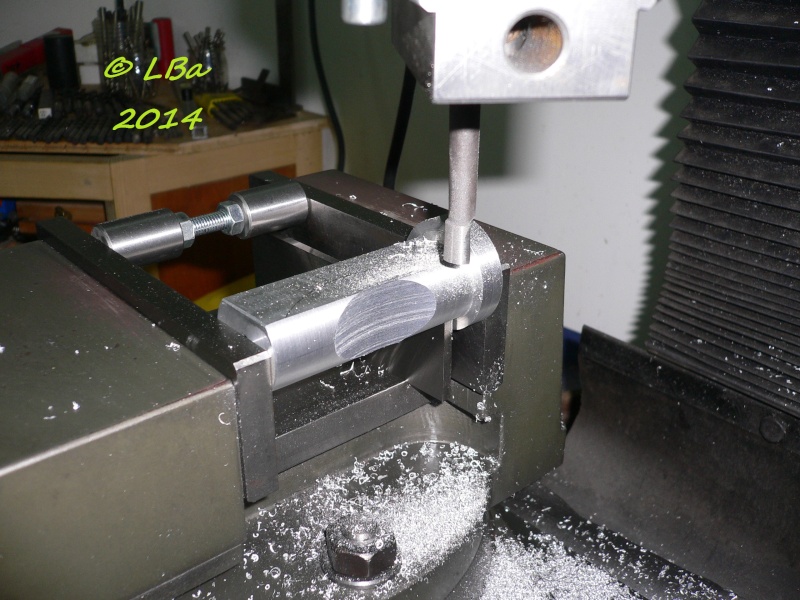
début d'usinage, le rayon sera le même que celui de l'épaulement de la pièce support

la forme concave usinée
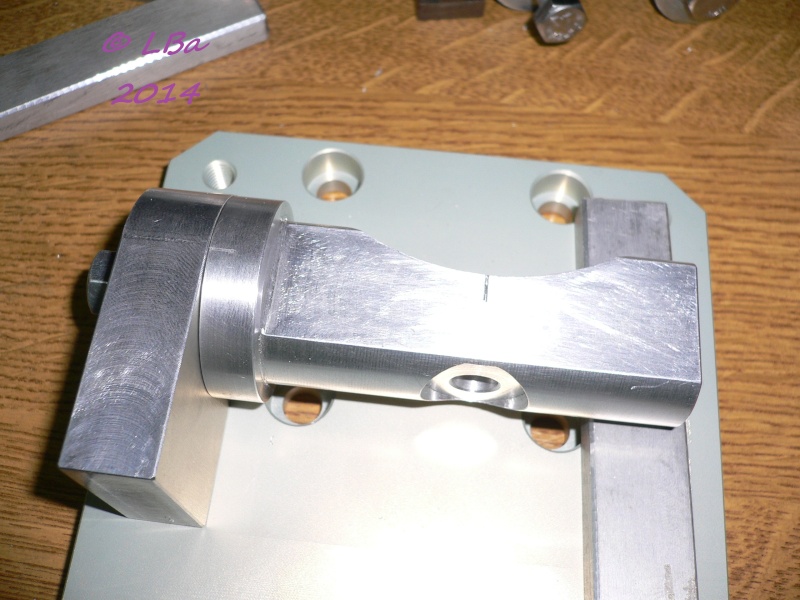
j'ai profité de la pièce en position pour tracer l'axe qui sera le point zéro

axe tracé
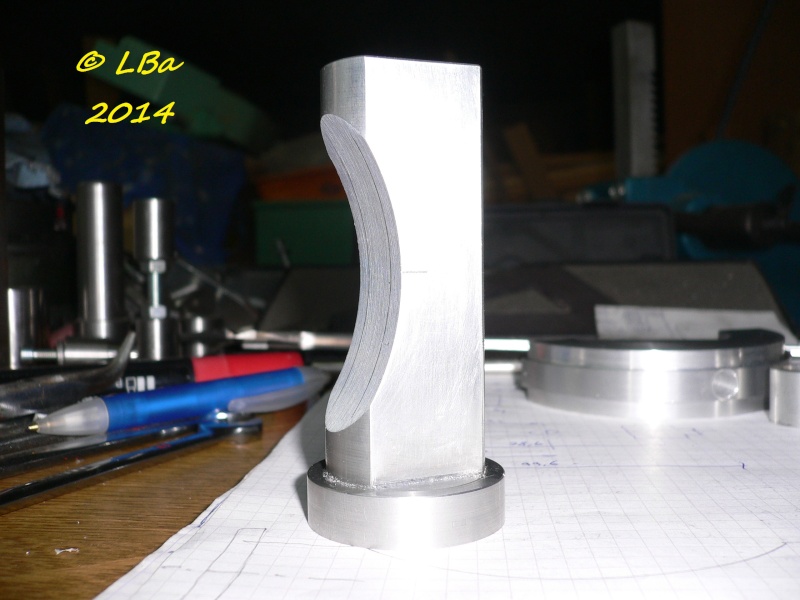
pièce usinée
reste une rainure à faire sur la pièce
un petit apperçue des trois pièces:

Pour l'usinage de la rainure (en arc de cercle) je vais utiliser mon plateau circulaire sur la fraiseuse
mais le Ø de celui-ci est trop petit, la pièce devant être excentrée, je ne peut l'abloquer comme il se doit
obligation d'utiliser un faux plateau afin d'augmenter la surface
un morceau de mélaminé de 19 mm d'épais devrait faire l'affaire

le tout en position , pièce abloquée sur le faux plateau qui lui est fixé sur le plateau circulaire

dégrossissage du centrage de la pièce à usiner

affinage du centrage au comparateur

affinage du centrage de la pièce, celui-ci est de moins d'un dixième, acceptable pour l'usage

première passe d'usinage avec une fraise 3 tailles (fraise pour rainure à Té)
la précision du centrage est confirmée

après plusieurs passes, la pronfondeur de la rainure doit être atteinte

contrôle de la profondeur de la rainure, un peu de jeu donc pas de portée multiple
Reprise en l'étau de l'axe et du support pour perçage:

les deux repères des pièces étant allignés, centrage d'après le support pour perçage de l'axe

perçage de l'axe à phi 8,5 mm
Retournement de la pièce et :

fraisage d'une portée pour l'écrou de serrage des deux pièces
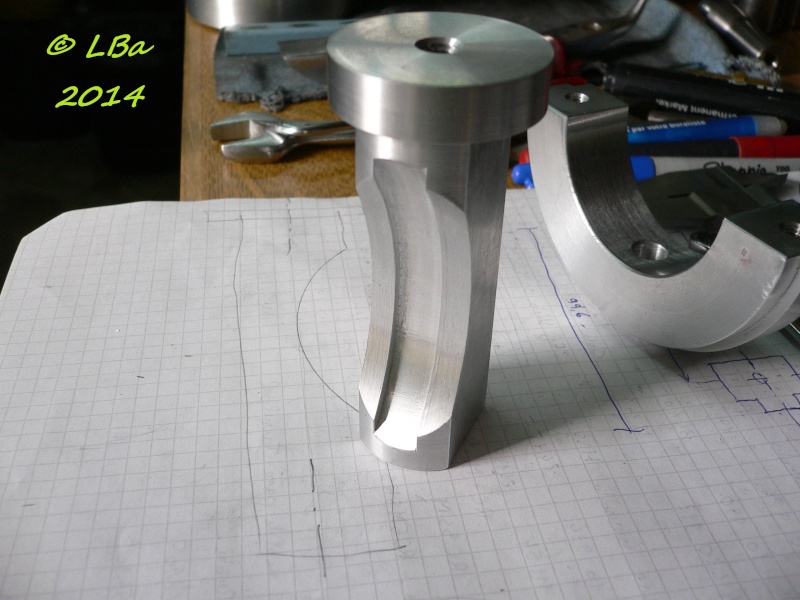
l'axe rotatif avec sa rainure d'usinée
montage à blanc, support incliné à droite

ici le support est incliné à gauche
maintenant, reste à usiner une rainure dans le support pour le passage de la vis