
La poulie moteur est tirée dans du rond alu de 80 mm

début de l'usinage: blanchiement diamétre extérieur/dressage face
aprés débit: dressage seconde face et alésage à 15 mm
controle de l'ajustement avant reprise en mandrin à pince pour l'usinage
de la forme de la courroie

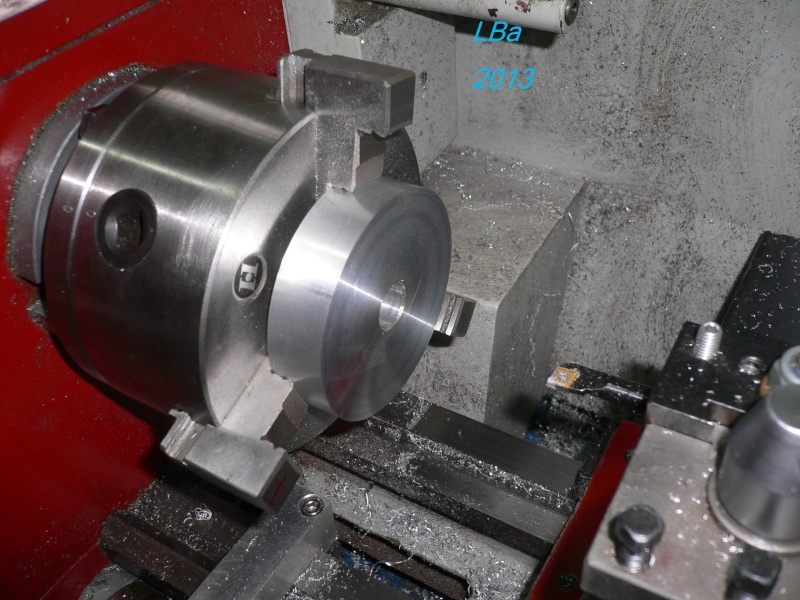
ébauche de la forme pour la courroie
ne possédant pas d'outil de forme trapézoidale (forme courroie), j'ai improvisé avec
ce que je posséde comme outil
avec celui-ci, je ne pouvais pas réaliser la profondeur normalisé de la courroie
j'ai du changer d'outil et de maniére

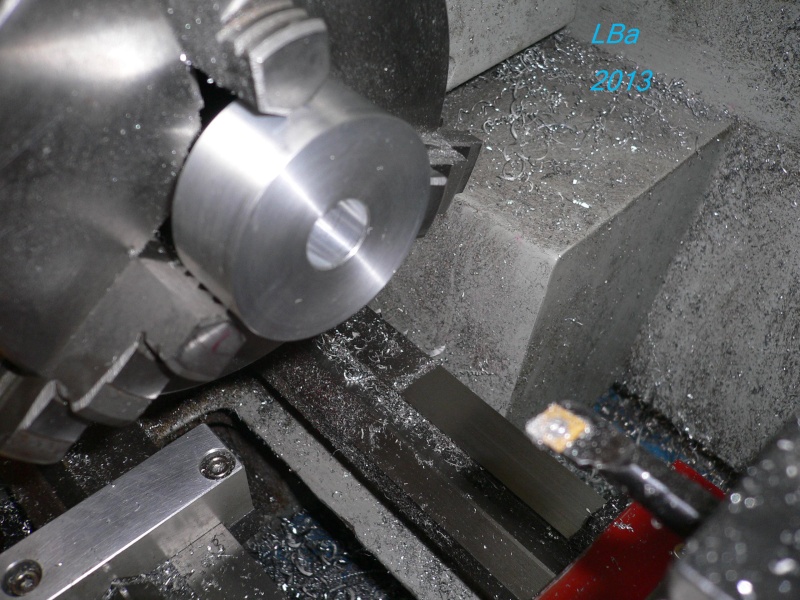
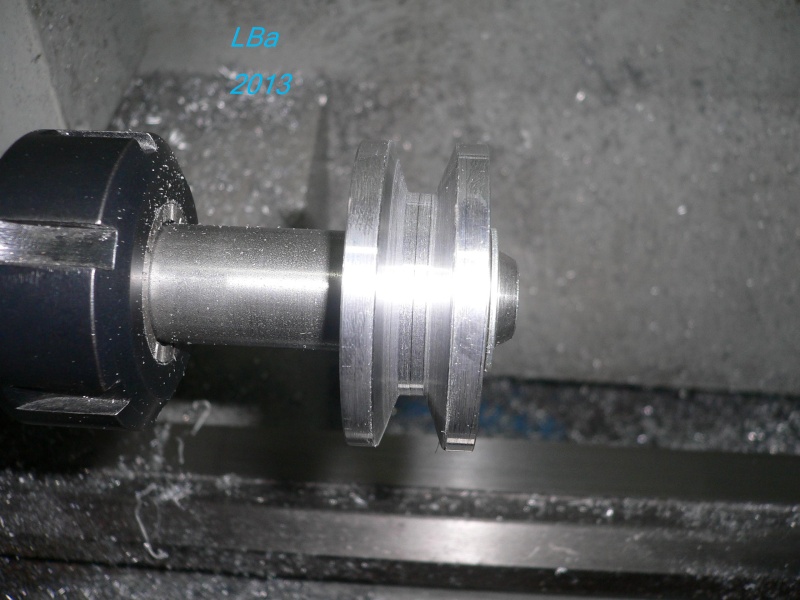
en changent d'outil et en réglant l'inclinaison d'un coté puis de l'autre
j'ai pu réaliser la forme trapézoidale de la courroie
POULIE entrainement meule
elle est tirée dans du rond alu de 60 mm
début de l'usinage ; diamétre extérieur à 50 mm, dressage de la face
aprés débit; mise à longueur et dressage de la seconde face, alésage à 15 mm

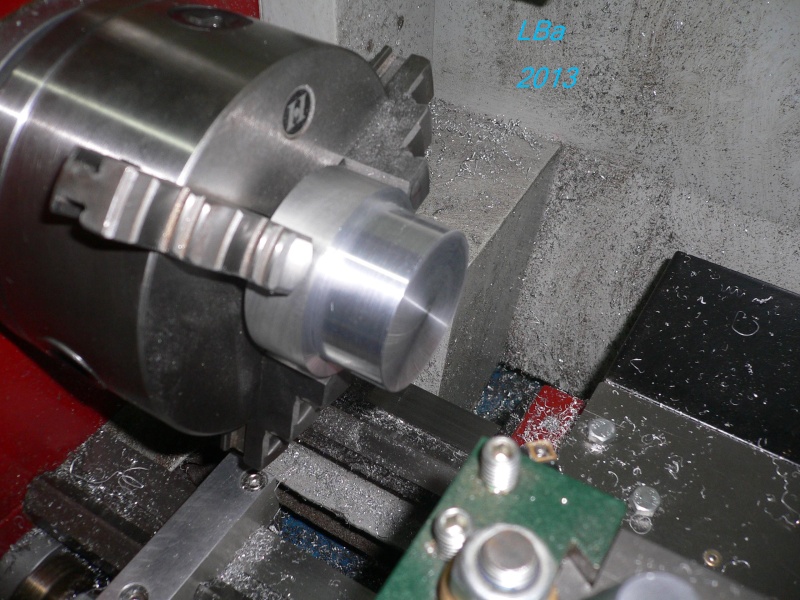
reprise de l'ébauche en mandrin à pince et usinage de la forme de la courroie
j'ai utilisé tout de suite le second outil, sachant comment faire aprés la premiére poulie
la poulie est usinée
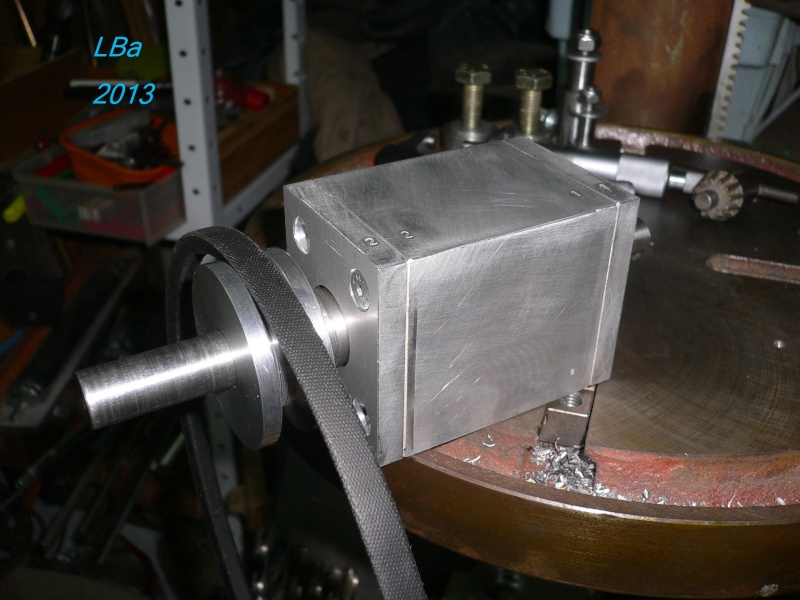
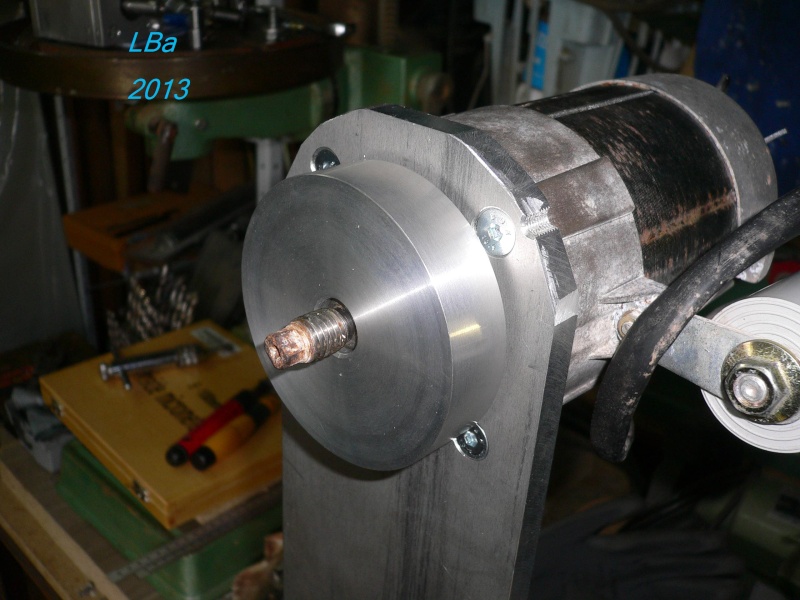
la poulie en place sur le boitier support meule
Pour la poulie moteur, jai usiné une entretoise
j'ai profité de cette usinage pour tester mon assistant à titiller le centiéme
pas mal ! en faisant attention que l'on travaille au rayon avec et pas au diamétre

entretoise en place
Pour la poulie d'entrainement de la meule, j'ai du réaliser une entretoise afin que
la poulie soit alignée avec celle moteur
l'entretoise faisant 4 mm d'épais, pour dresser et mettre d'épaisseur l'entretoise
je l'ai fais, l'entretoise vissée sur un cimblot et en appuis contre les mors du mandrin
puis je l'ai centré sur le mandrin, afin de la perçer au diamétre de l'axe

l'entretoise en place sur l'arbre
il me reste à faire le blocage de la poulie
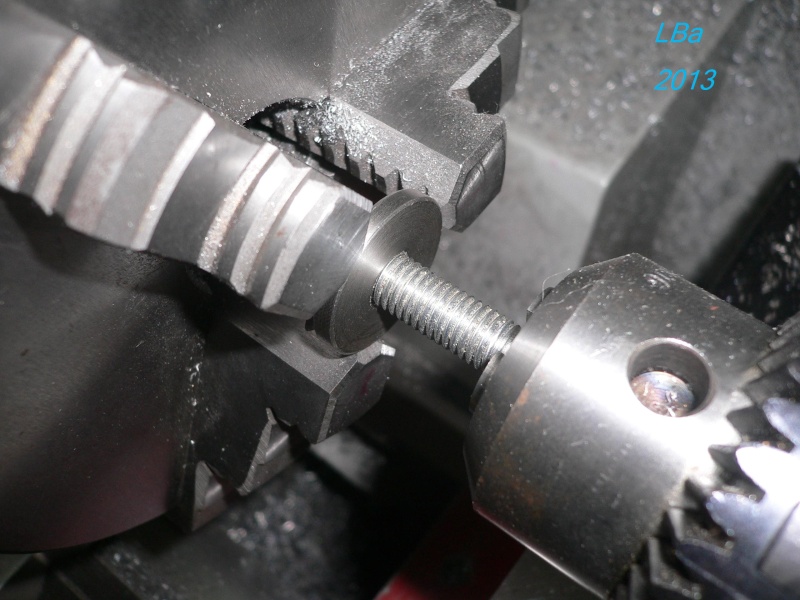
Pour la poulie moteur, j'ai usiné une rondelle large d'appuis
sur le méme principe que l'entretoise, dressage et mise d'épaisseur de la rondelle
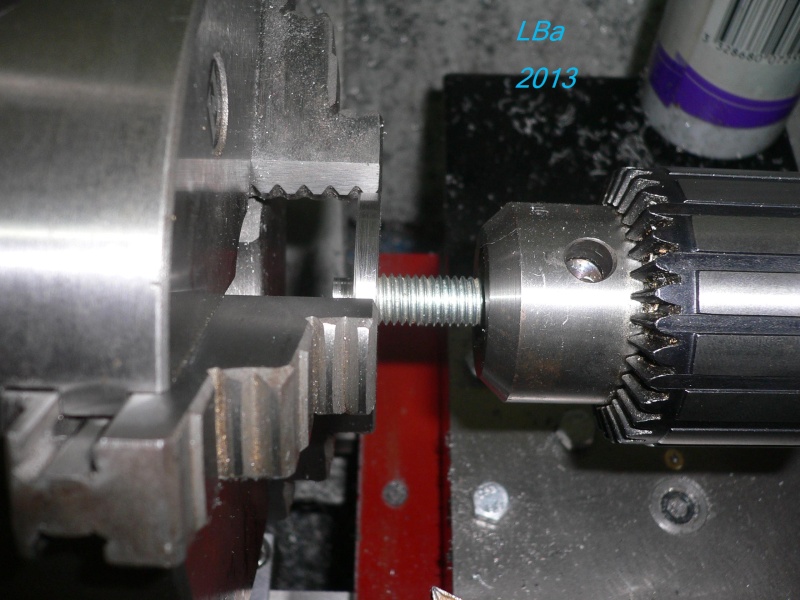
puis centrage de la rondelle dans le mandrin avant perçage au diamétre de l'arbre

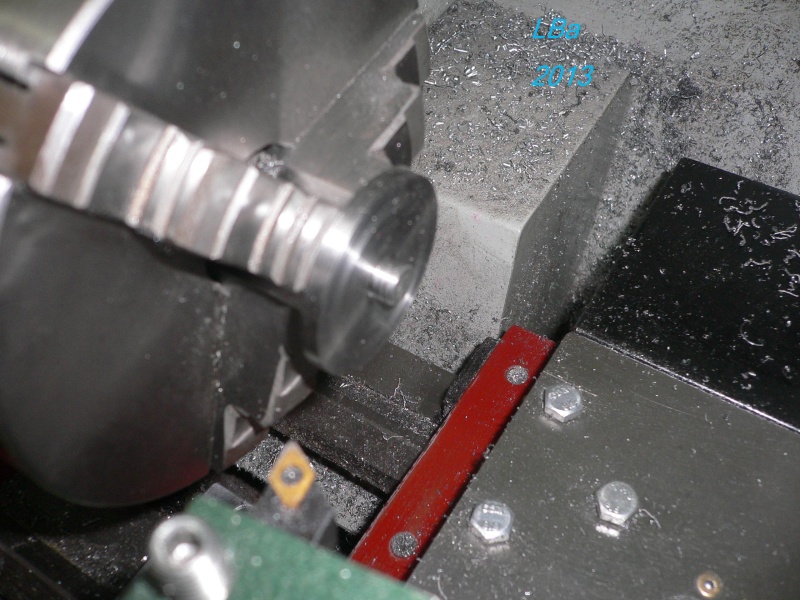
la rondelle en place

petit apperçu du montage des poulies, un tendeur de courroie sera prévu
Usinage des rainures de clavette sur les poulies
j'ai fais cette usinage sur le tour à métaux
pour commencer, j'ai façonné un outil dans du méplat d'acier Hss de 10*4 mm
l'outil a été taillé sur un touret


afin d'arrivé à ce résultat

l'affutage de l'outil sera affiné par la suite, aprés premier copeaux
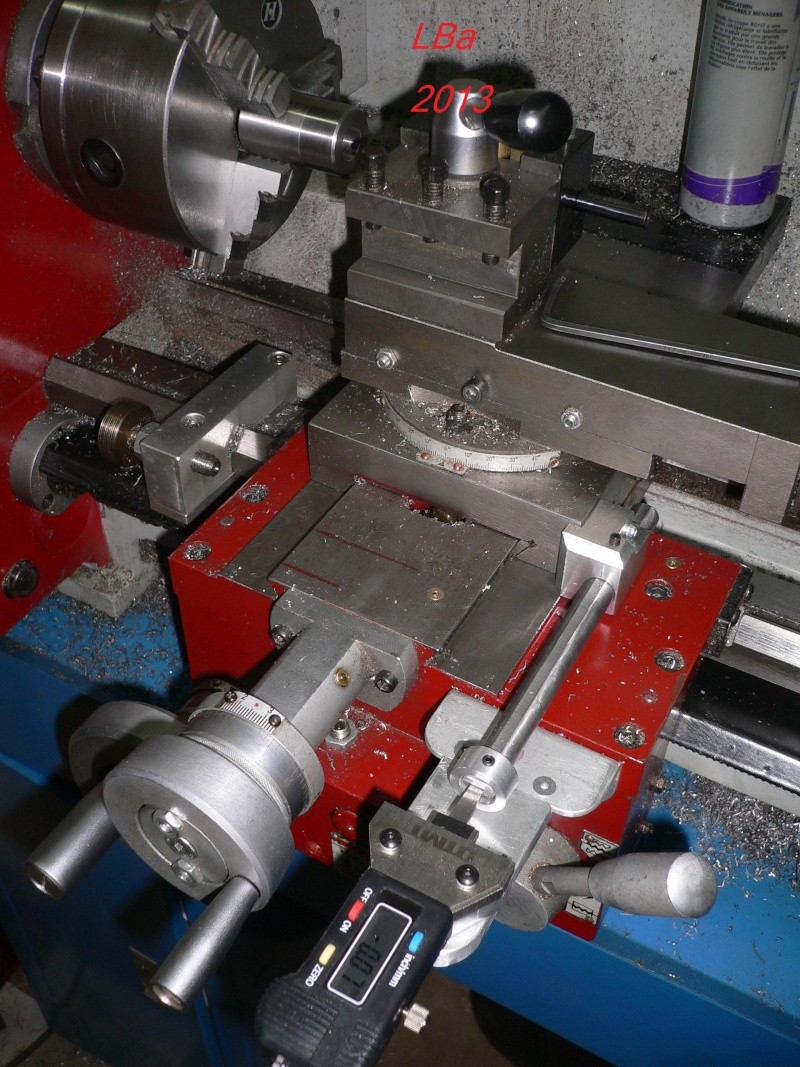
l'axe de l'outil est monté sur le porte outil à l'axe des pointes du tour
pour ce faire, j'ai fraisé une cale d'épaisseur à la demande
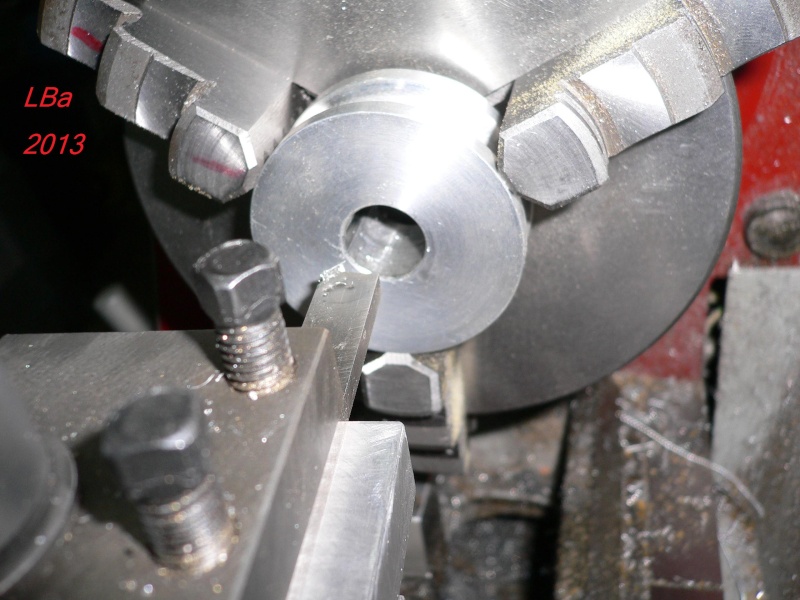
début de l'usinage
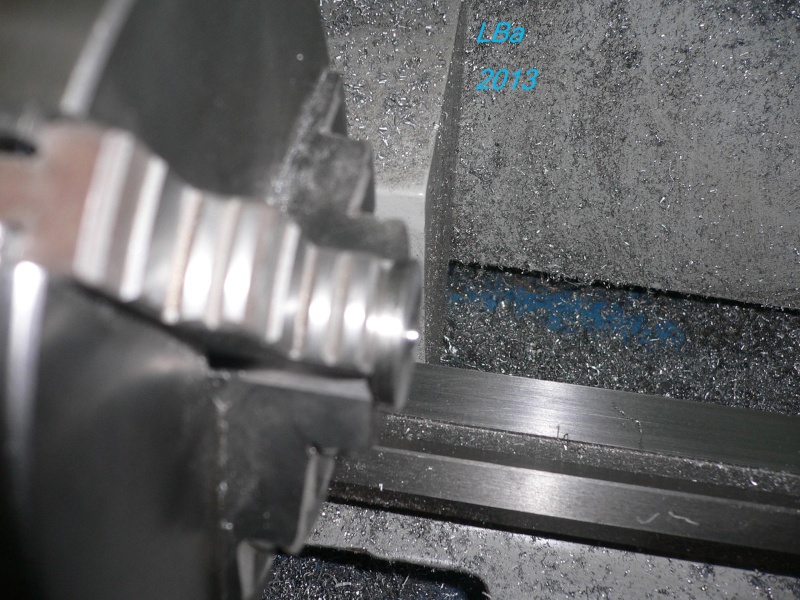
et premier copeaux
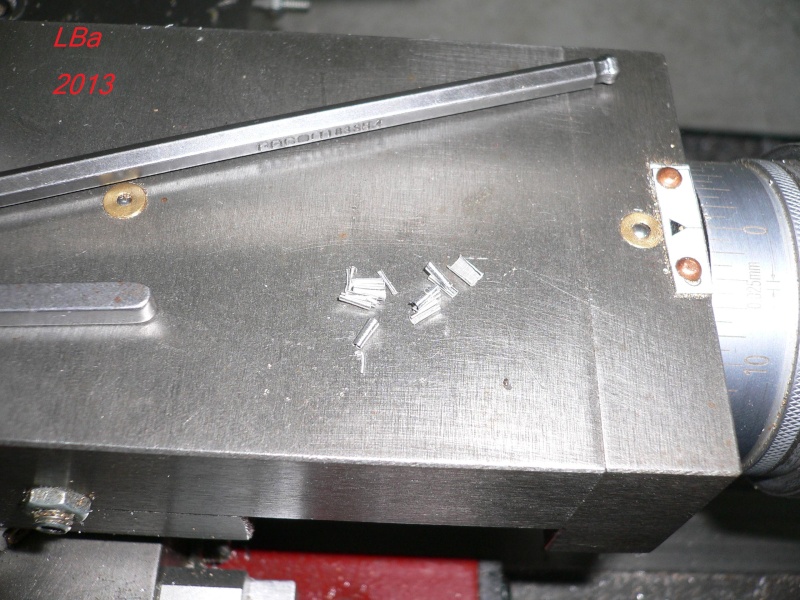
apperçu d'un copeaux en formation dans la rainure
autre apperçu de copeaux
le déplacement de l'outil est réalisé à l'aide du trainard
la profondeur de passe est elle prise par le chariot transversal
elle sera au final de 2,3 mm
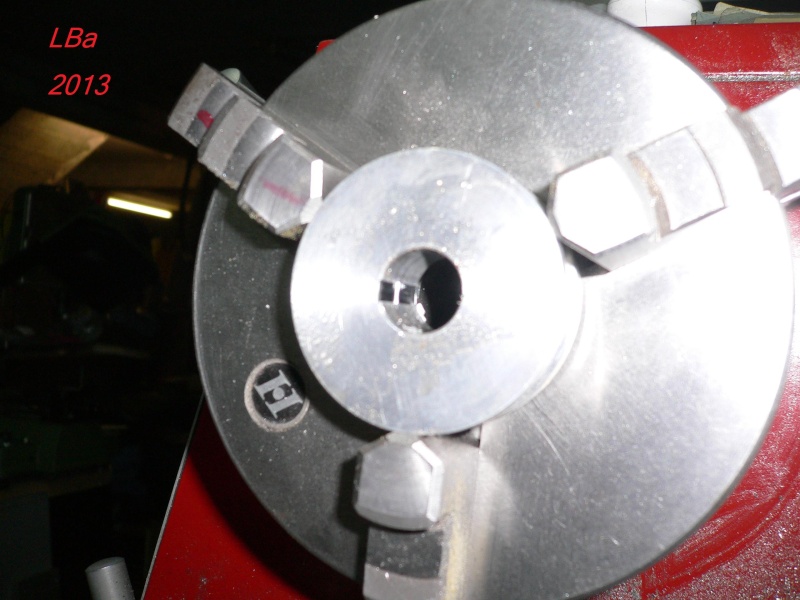
aprés mainte aller retour du trainard :

la rainure est enfin usinée
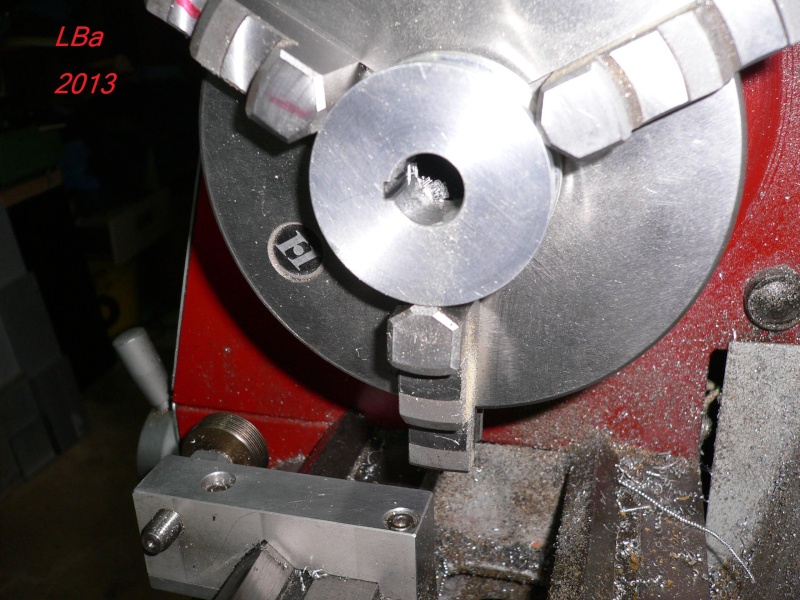
méme opération pour la seconde poulie

méme usinage pour la deuxiéme poulie
USINAGE RAINURE DE CLAVETTE SUR ARBRE
Sur l'axe porte meule, la poulie est immobilisée en rotation par une clavette
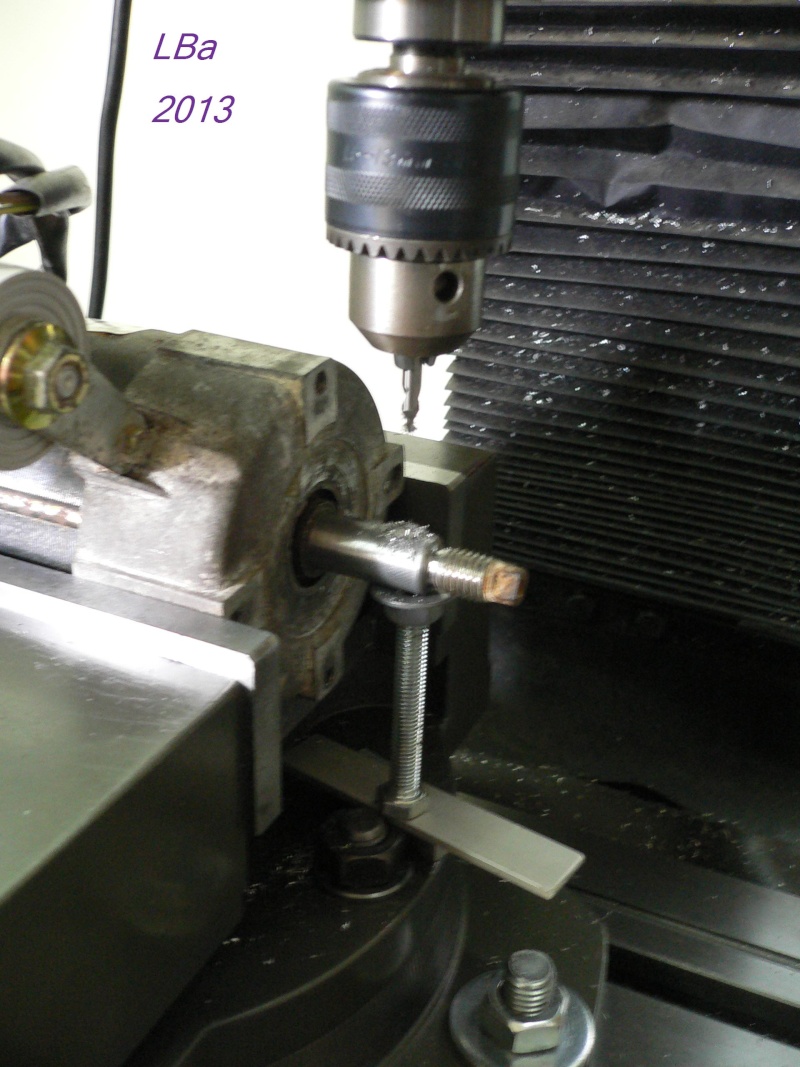
début de l'usinage sur la fraiseuse
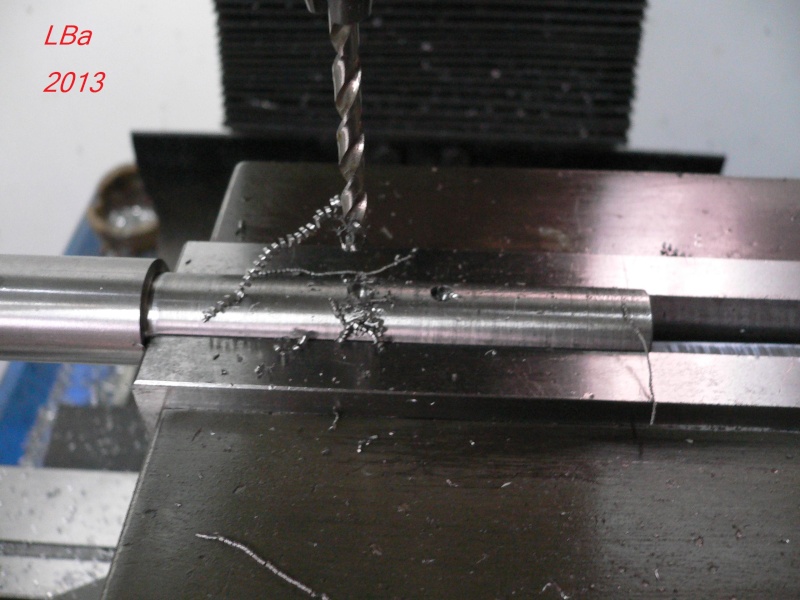
perçage sur 3 mm de profondeur de 2 trous de phi 4 mm pour le dégagement de la fraise
fraisage de la rainure avec une fraise de 4 mm
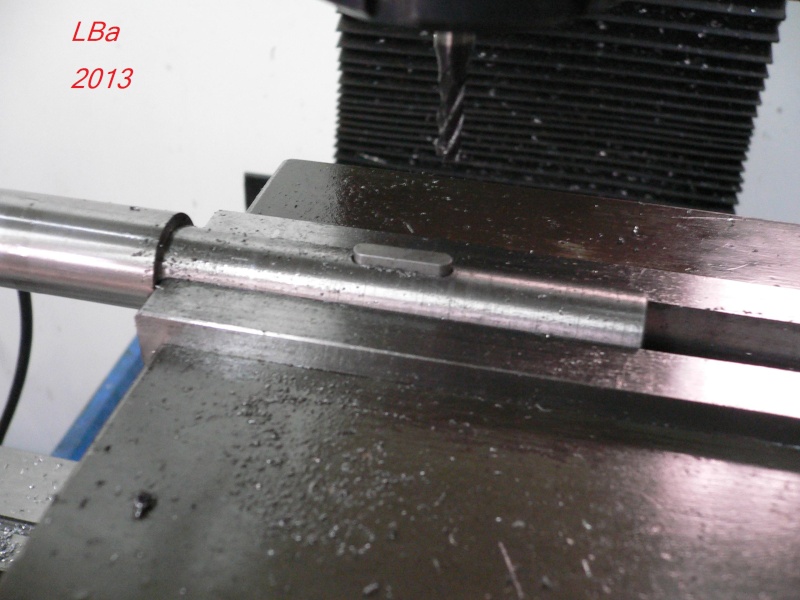
vérification de la rainure avec une clavette
Ajustage du clavetage
la poulie ne coulisse pas sur toute la longueur de la clavette
un ajustement à la lime (de la rainure de clavette sur la poulie) s'impose
aprés quelques coups de lime :

la poulie coulisse sur toute la longueur de la clavette et ce sans jeu, la preuve :

la poulie ne bouge pas par son propre poids
Pour la poulie moteur, ne voulant pas démonter le moteur, pour usiner l'axe, j'ai été au plus simple
la poulie sera immobilisée en rotation par une goupille (systéme que j'ai déja réalisé et qui fonctionne)
perçage d'un phi 4 mm sur quelques mm de profondeur
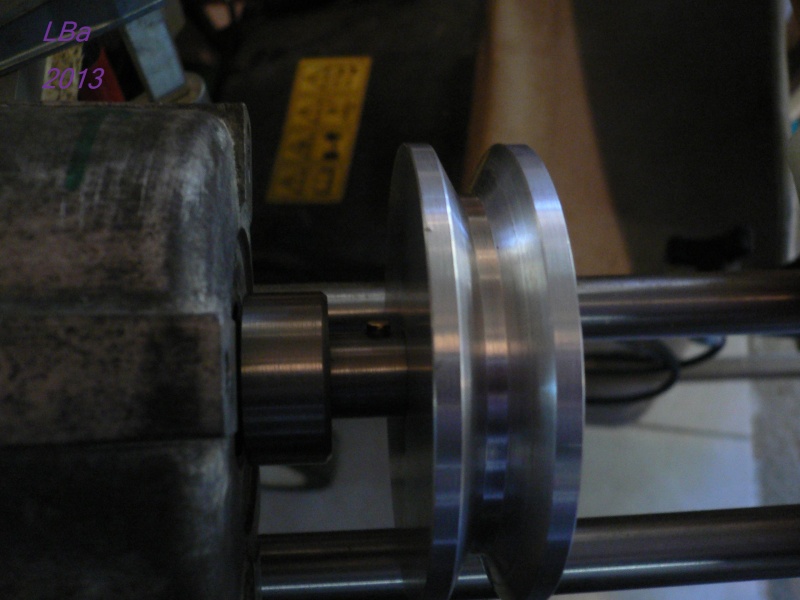
mise en place de la poulie moteur