

Le déplacement des touches de maintien de la pièce à usiner, se fera par vis et pompe
les vis seront avec un pas à gauche
les pompes sont usinées à partir de ceci :

c'est de l'étiré calibré de ø 16 mm
Prise en mandrin, dressage de la face et :

perçage à ø 6,8 mm avant taraudage
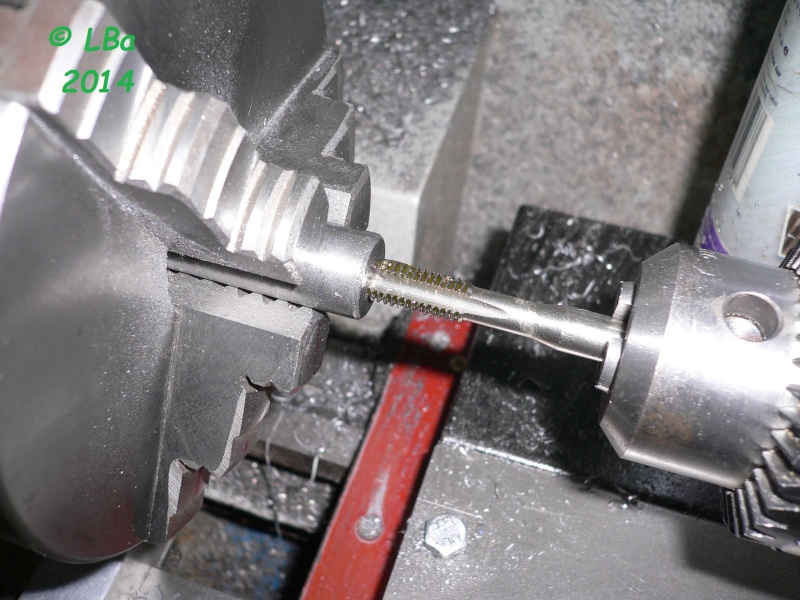
taraudage à 8*125 pas à gauche
demi-tour de la pièce, mise à longueur et :

contre perçage au ø 9 mm sur une profondeur de 15 mm
Pour l'instant l'usinage des pompes est terminé, il me restera une rainure à faire !
Bon l'usinage des rainures est réalisé : Résumé en image
la rainure fait 4 mm de large sur 35 mm de long

perçage de deux trous (profondeur 3 mm) d'entre-axe de 35 mm
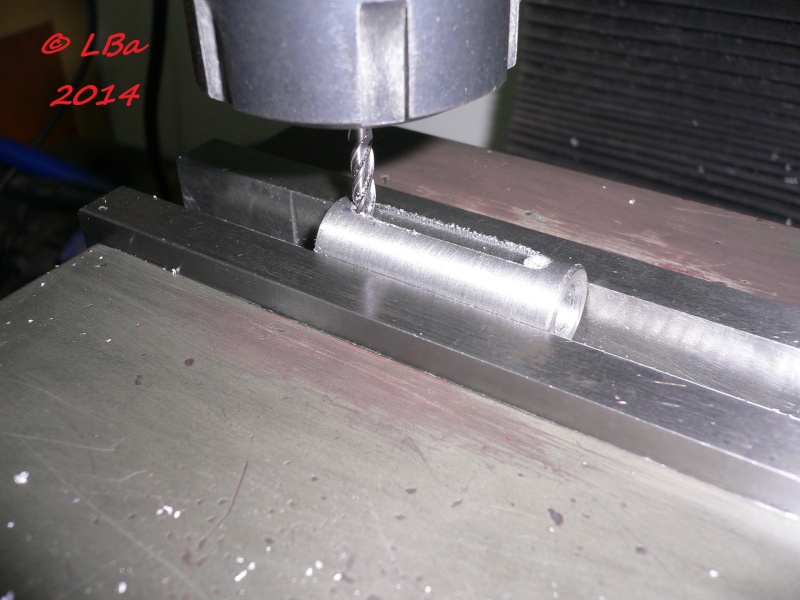
début du fraisage de la rainure avec une fraise de ø 4 mm
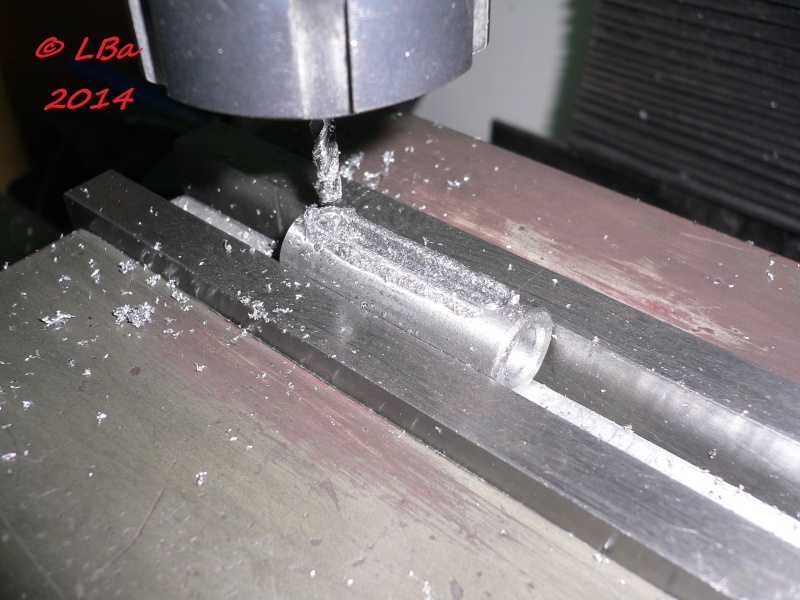
la rainure est usinée à la profondeur de 3 mm

les pompes rainurées en place dans le corps de la lunette
USINAGE des POINTES de TOUCHE
elles sont usinées à partir de rond laiton de ø 20 mm

usinage d'un épaulement de ø du contre perçage de la pompe, soit 9 mm
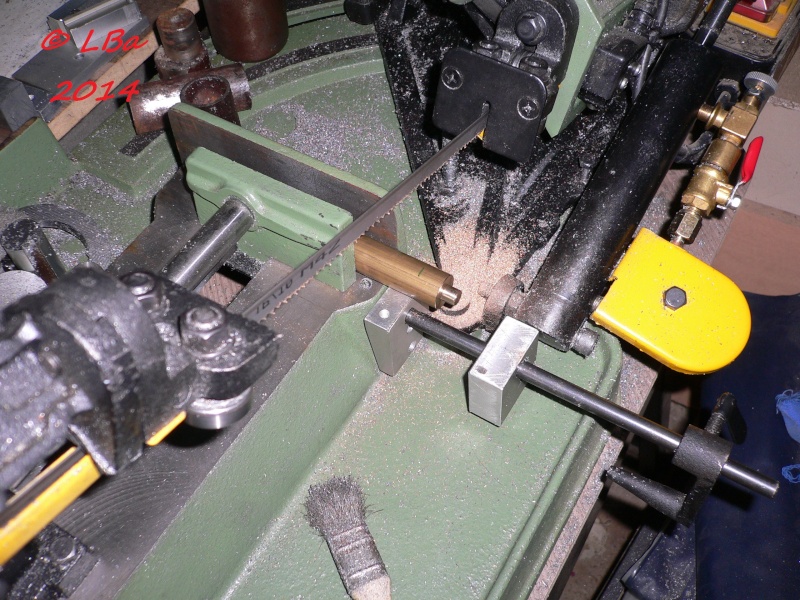
débit à la scie à ruban

la touche étant montée à serre dans la pompe, montage de la touche à la presse

l'ébauche de la touche est montée sur le corps de la pompe
reprise de l'ensemble dans le mandrin du tour
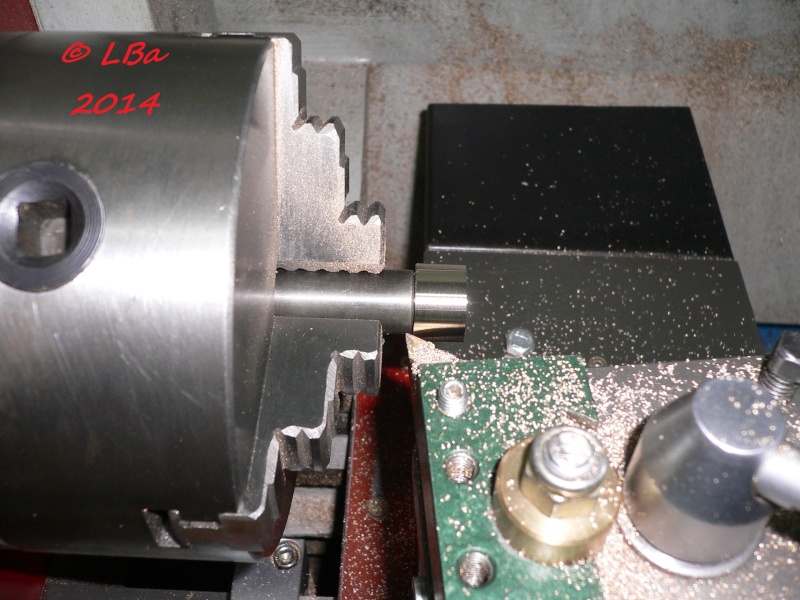
mise à longueur et usinage du ø extérieur
Après inclinaison du petit chariot :
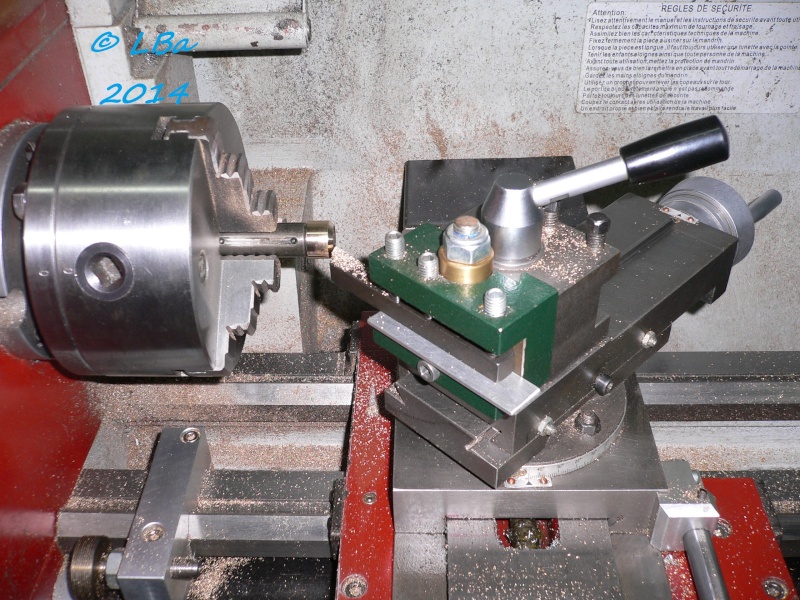
usinage conique de la pointe de la touche

début de l'usinage conique
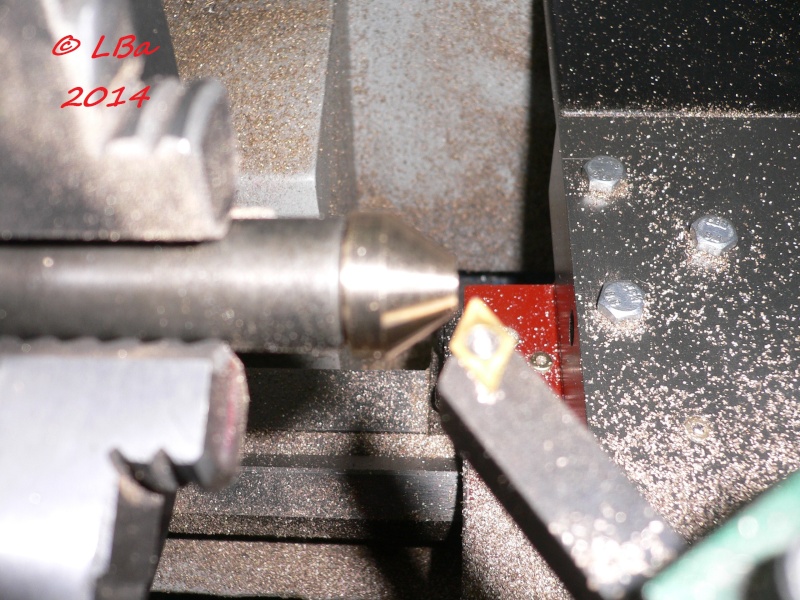
l'usinage conique est terminé

les trois pompes sont terminées en usinage et équipées de leur touche


