
Lunette fixe pour tour S-6125C
Usinage d'un manchon de reprise
![]() Par
papy-lba
Par
papy-lba
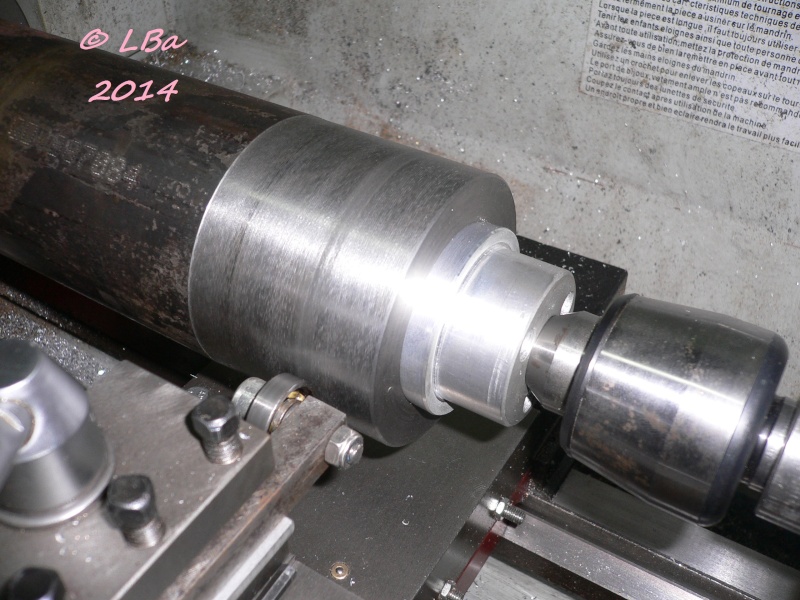
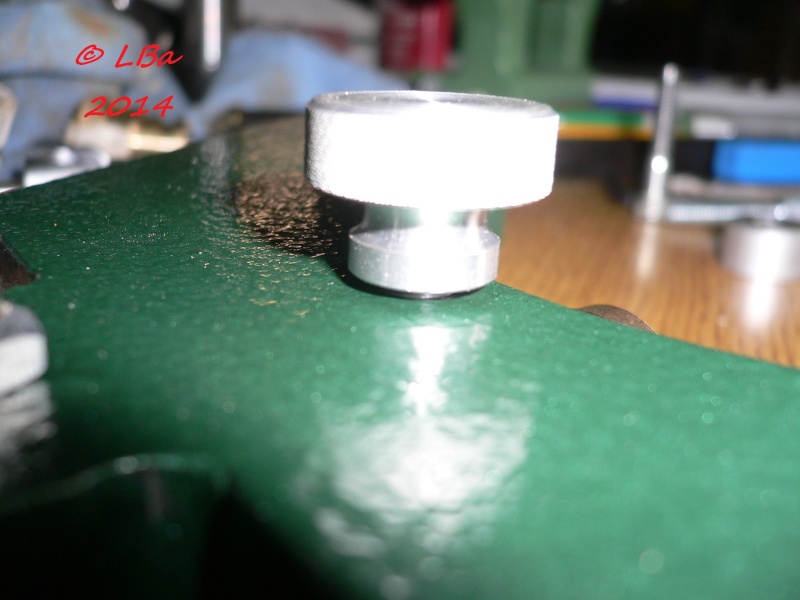
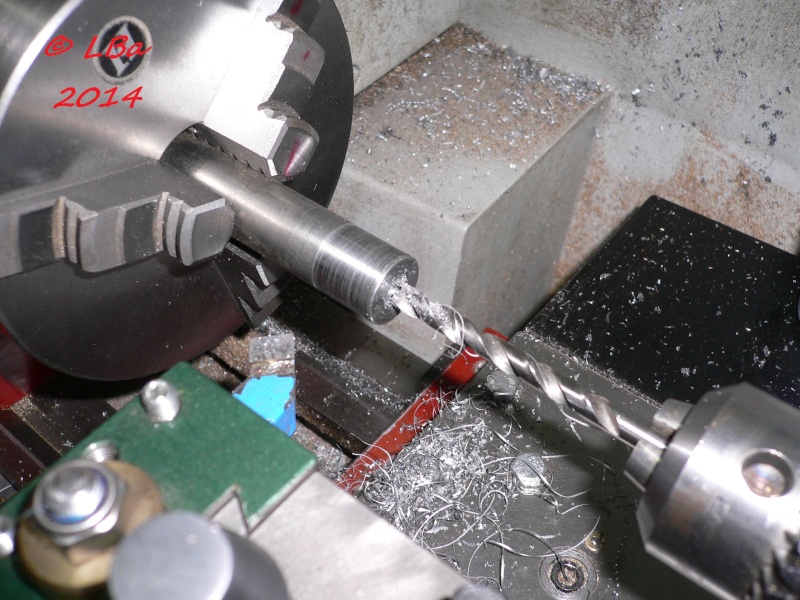
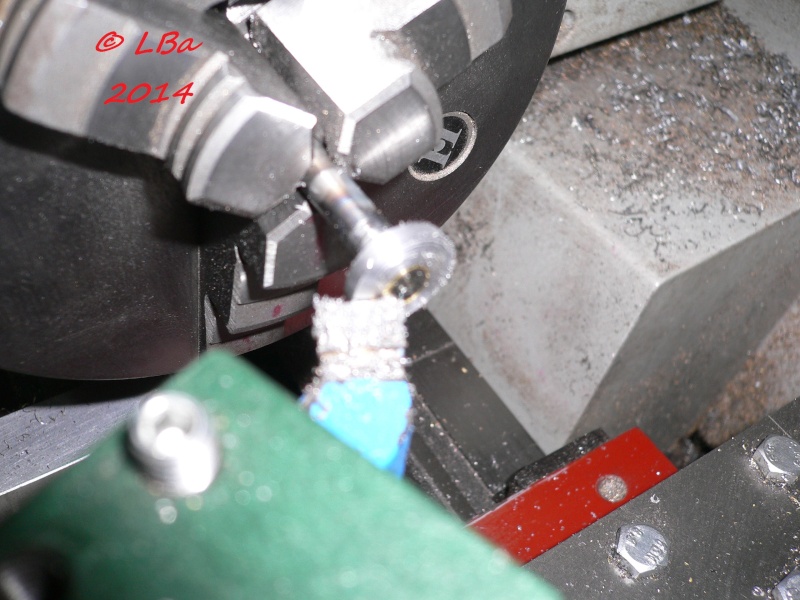
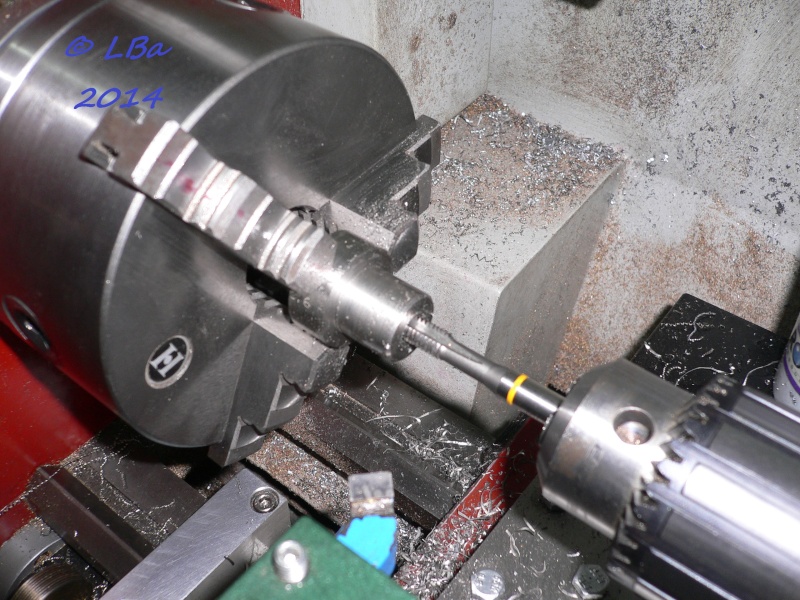
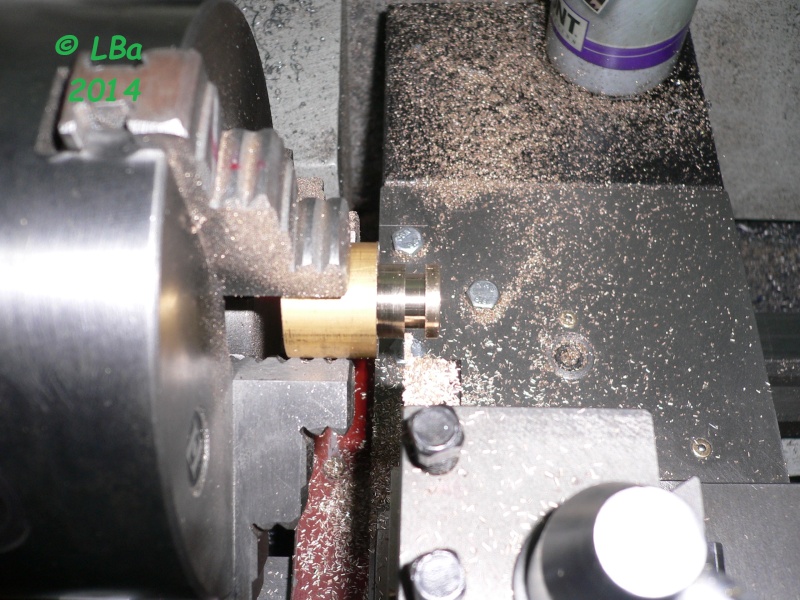
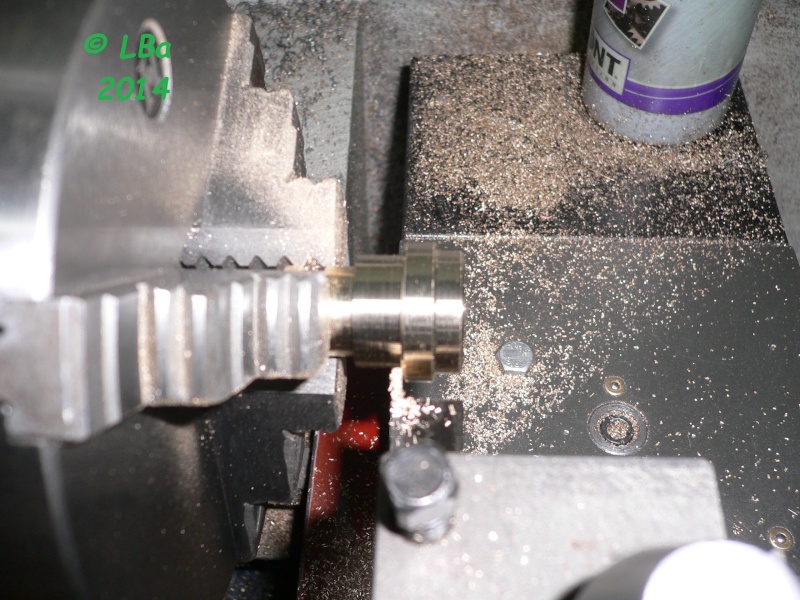
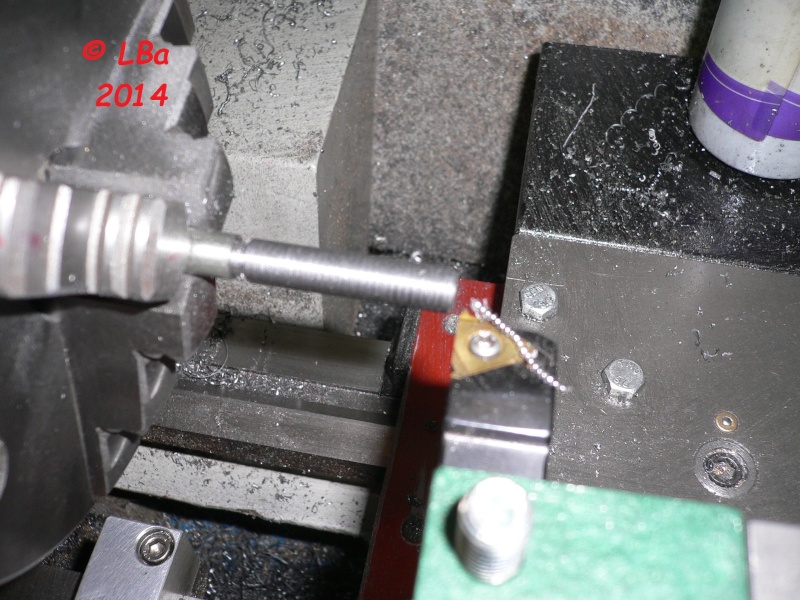
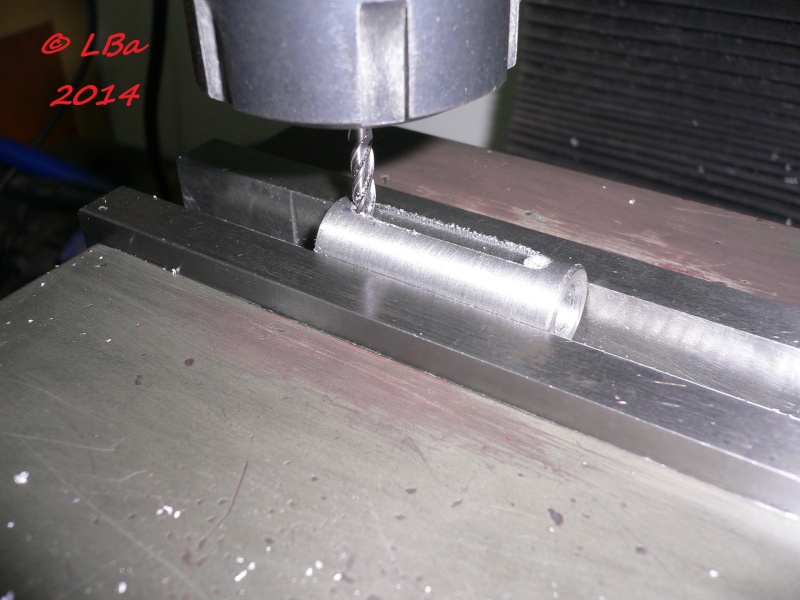
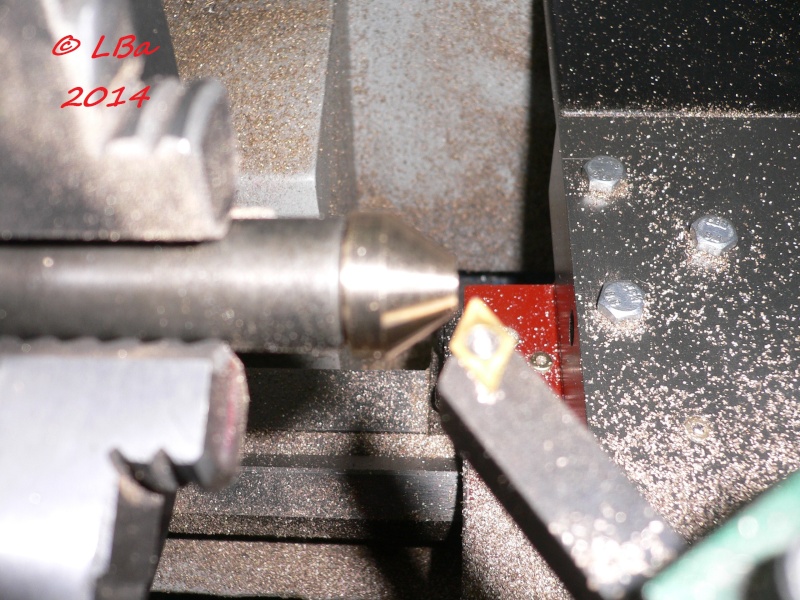
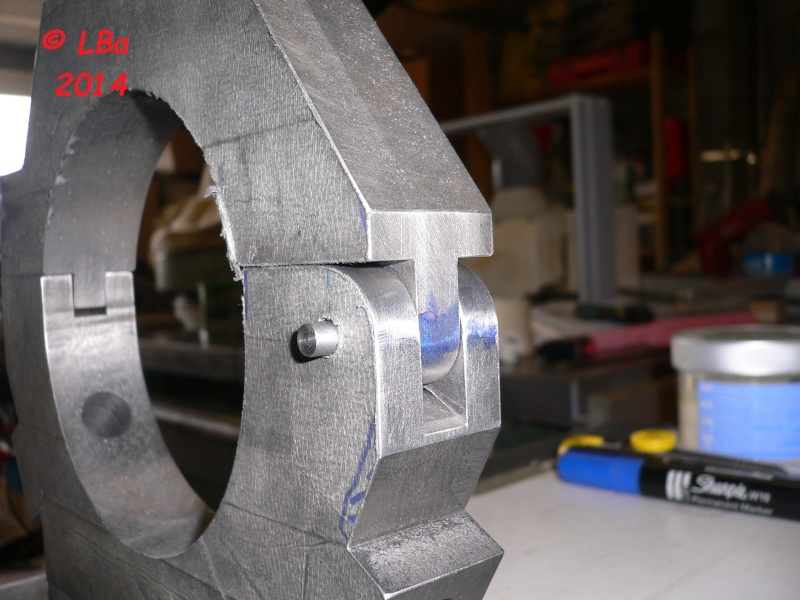
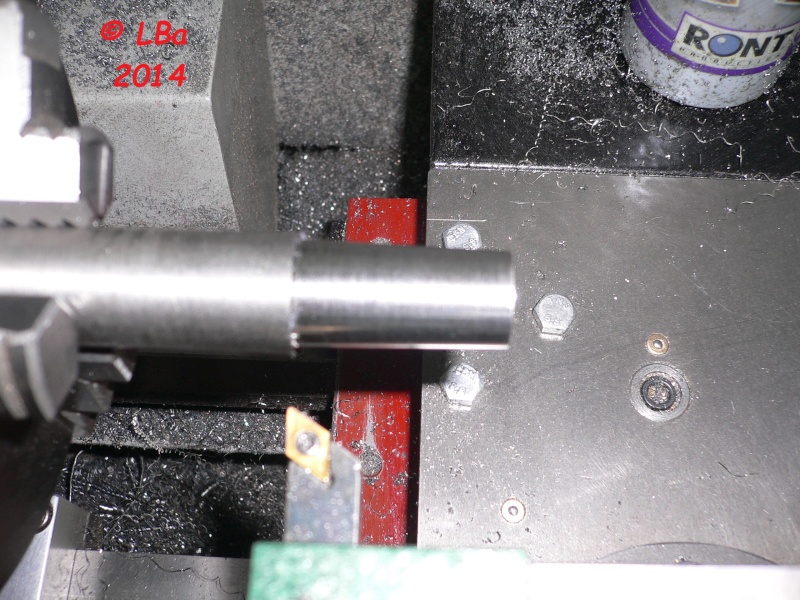
Afin d'usiner le Ø extérieur de mon tube, sans reprise, je vais fabriquer un manchon coté contre pointe
Dans un morceau de riblond en alu :
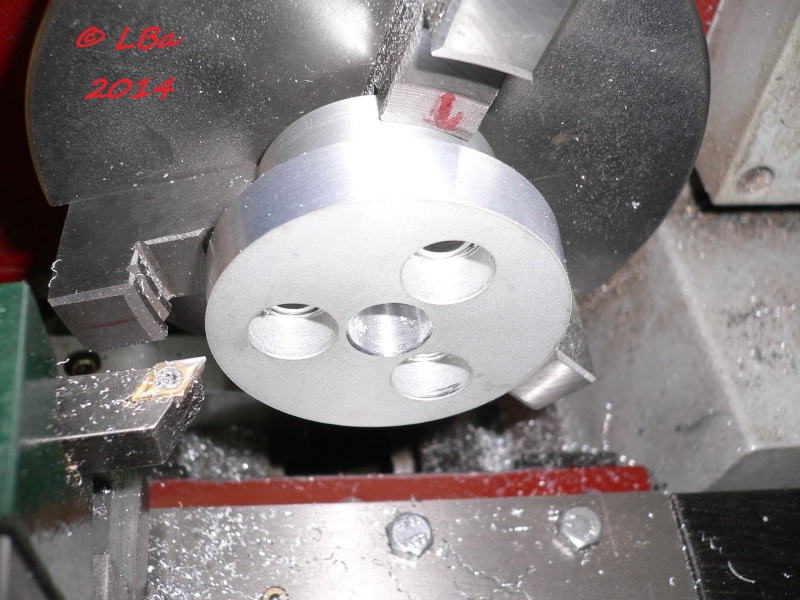
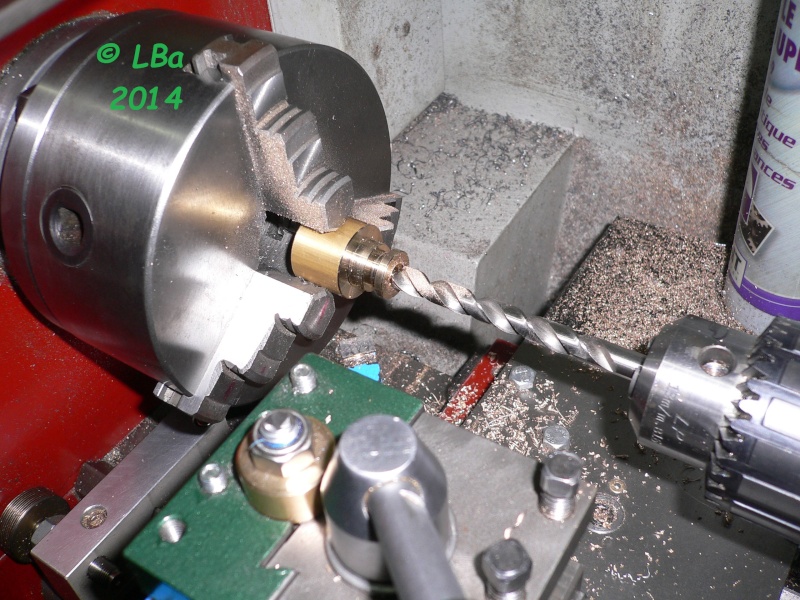
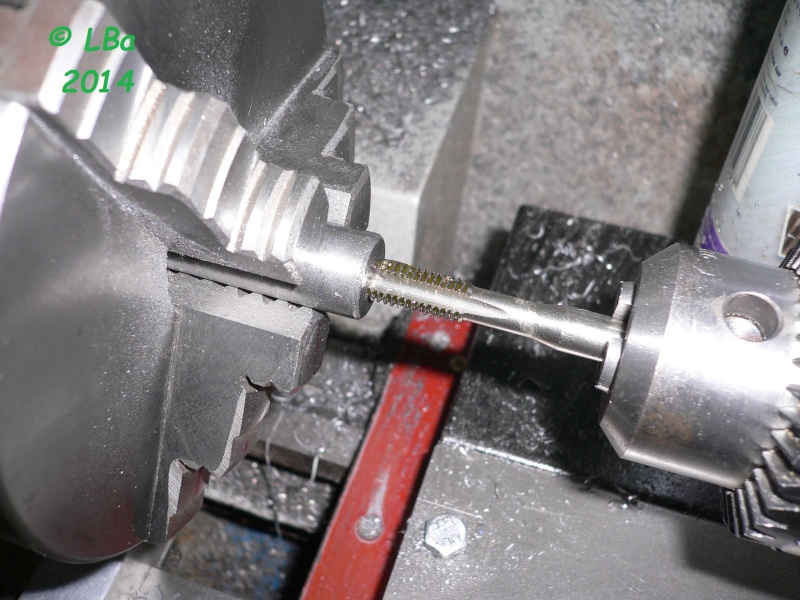
dressage de la face et perçage au centre à 13 mm
alésage conique du trou de 13 mm

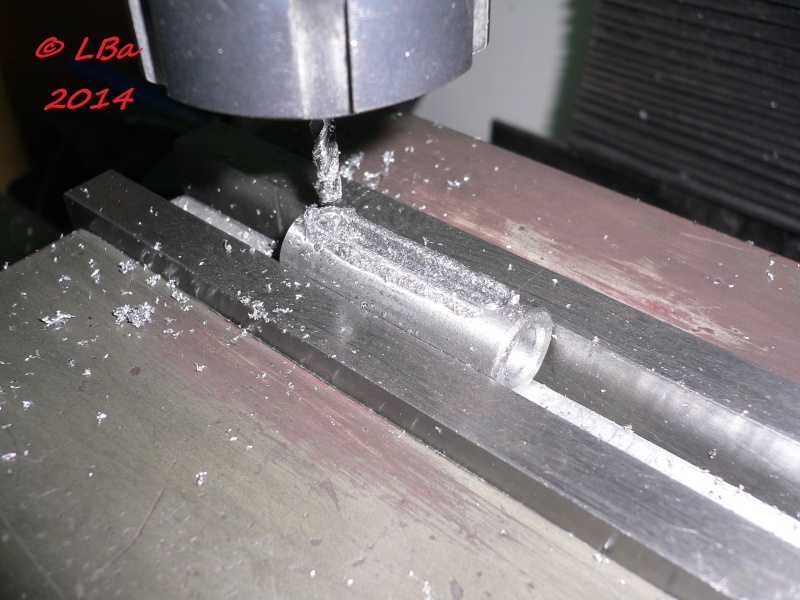
vue de prés de l'alésage
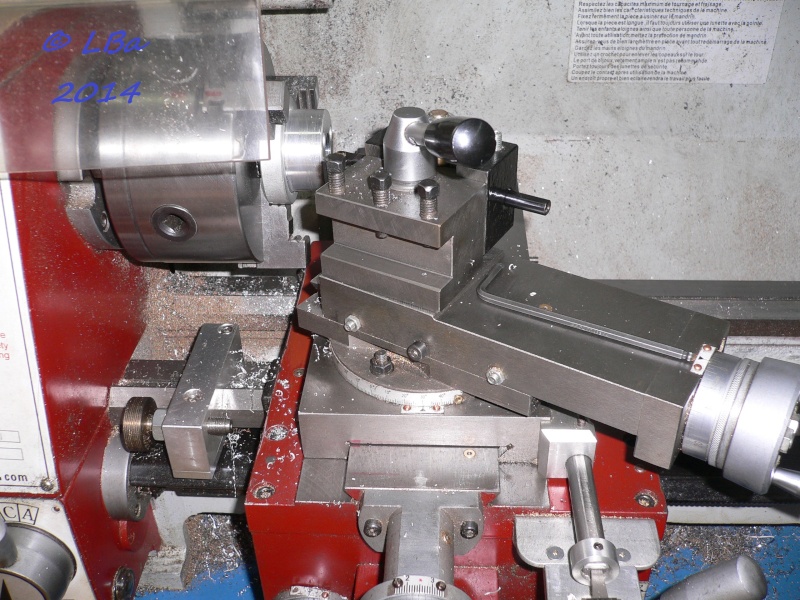
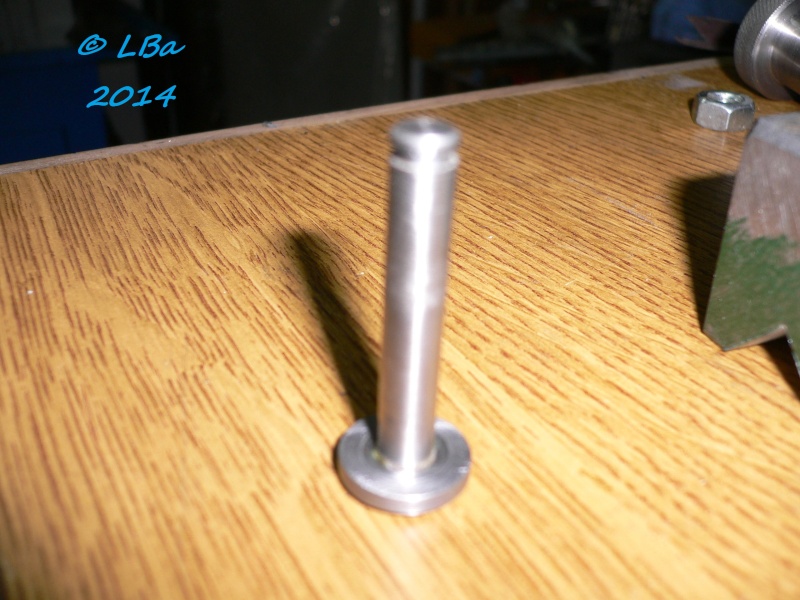
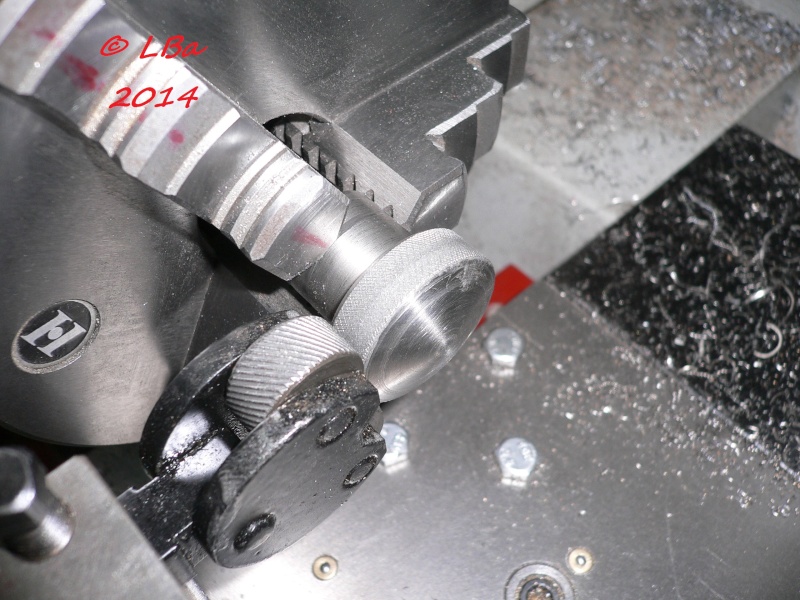
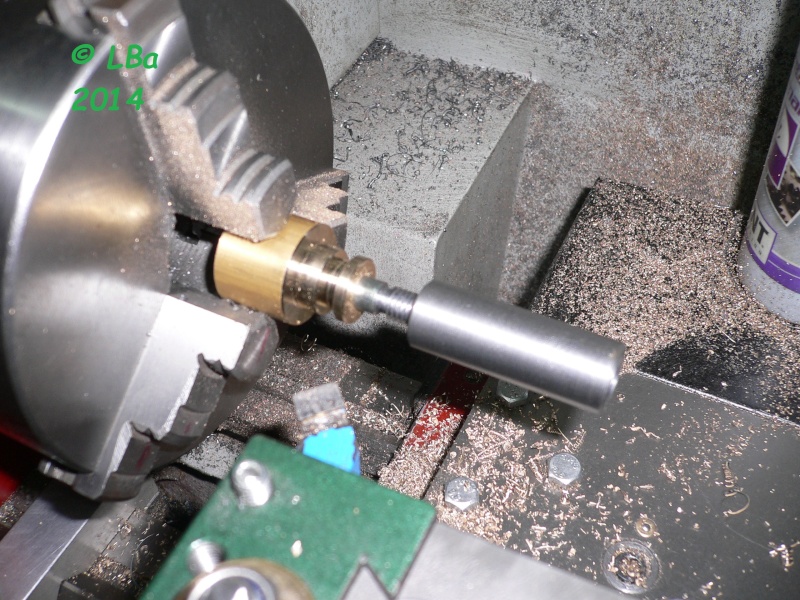
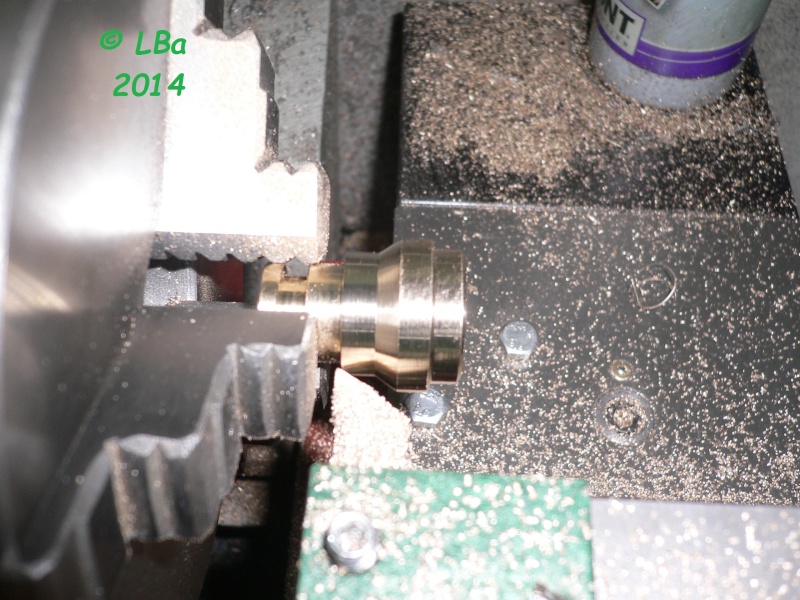
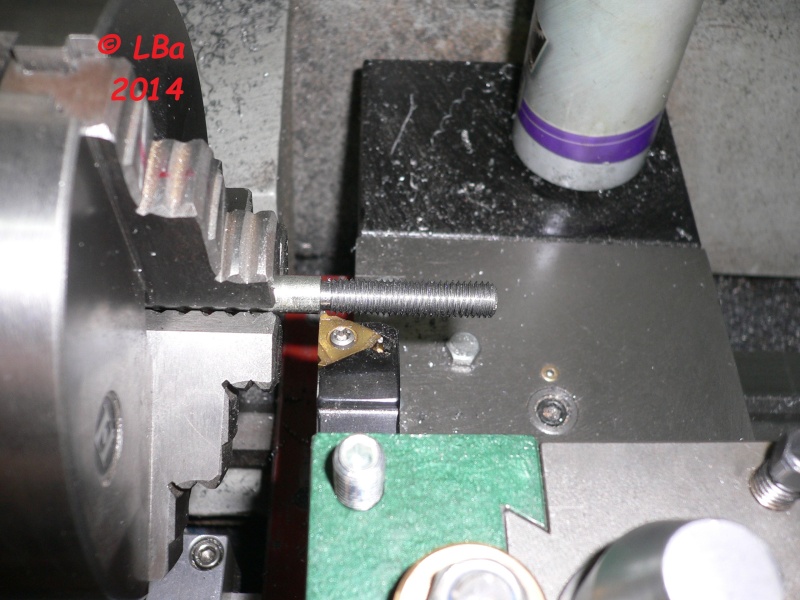
usinage extérieur en faible cone
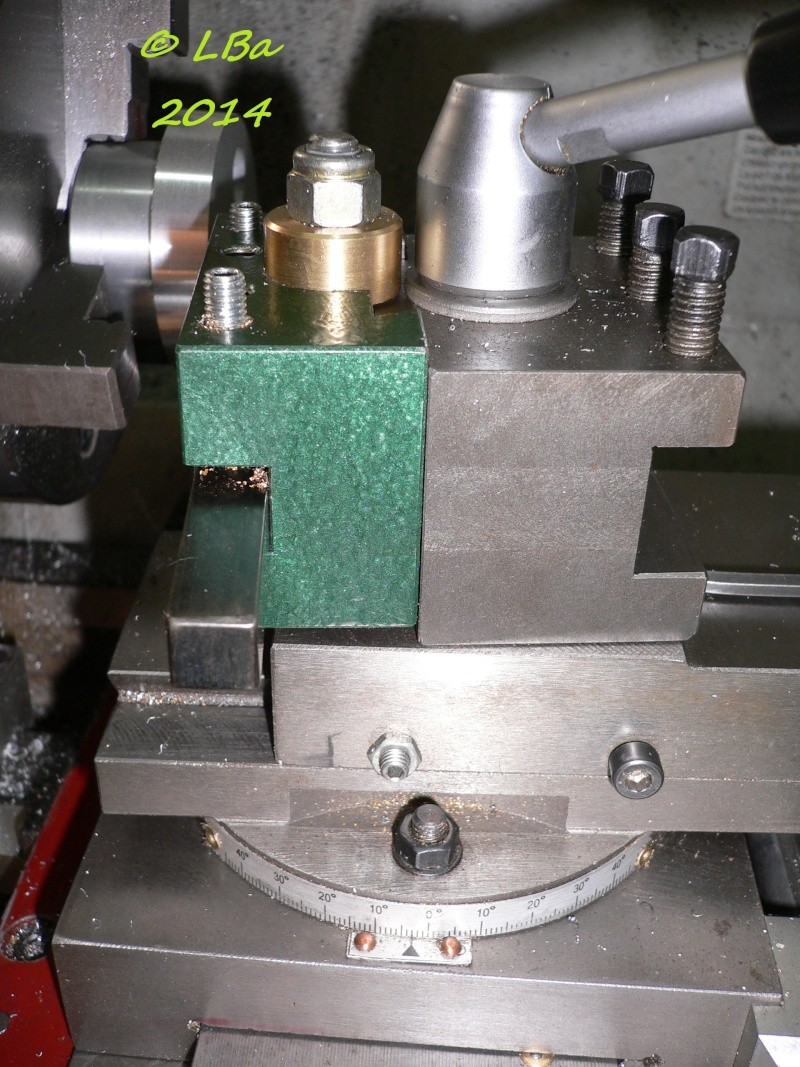
l'angle est de 3°

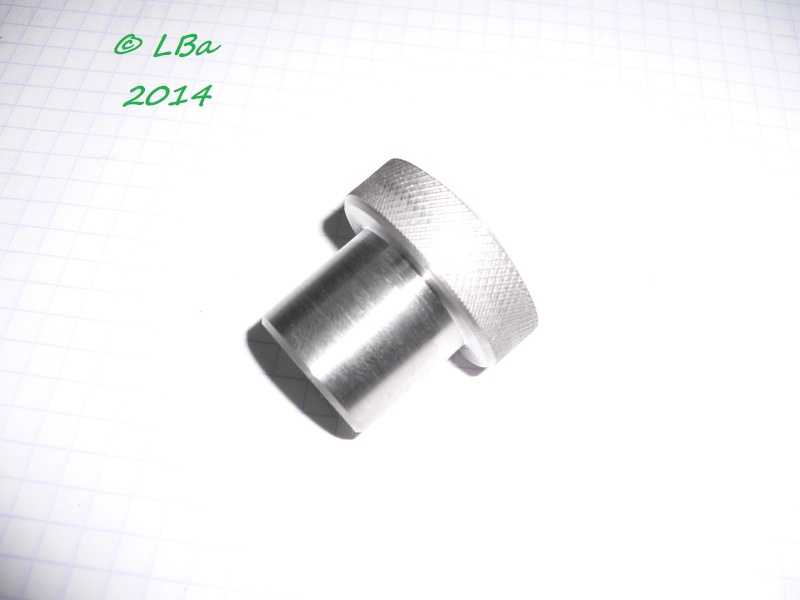
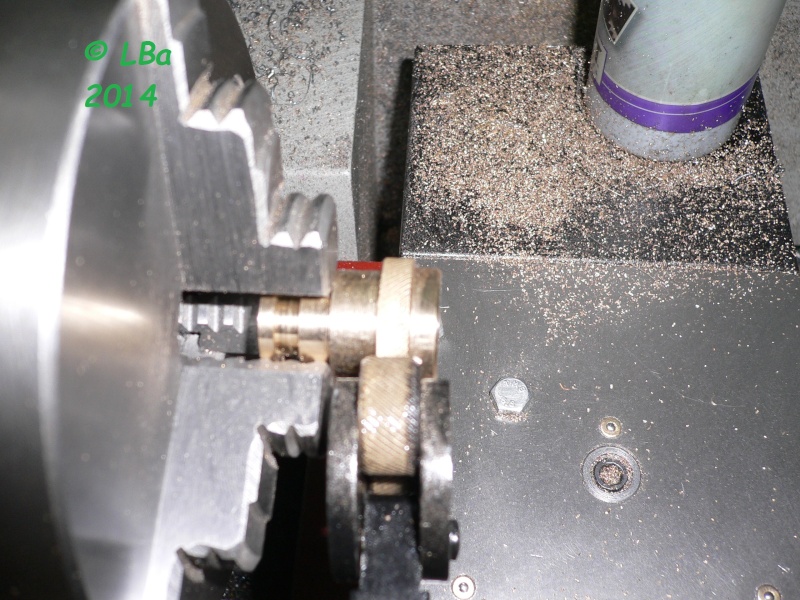
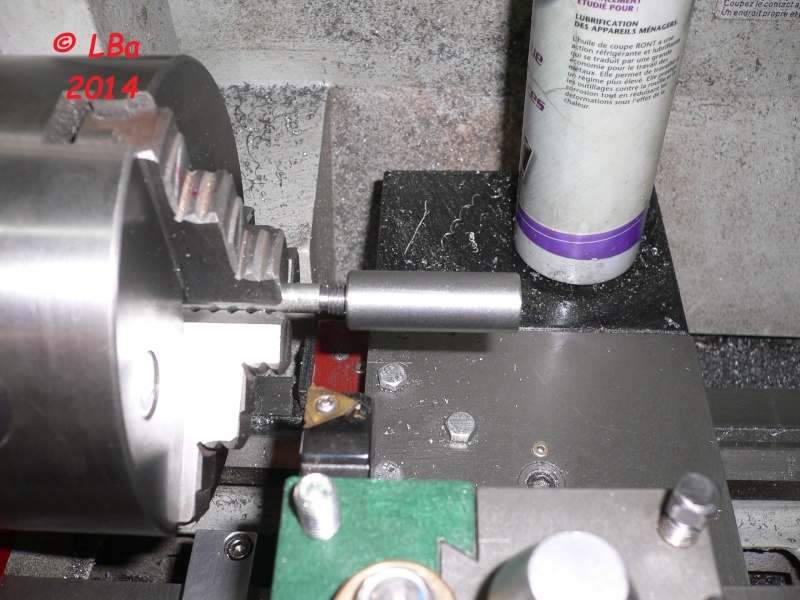
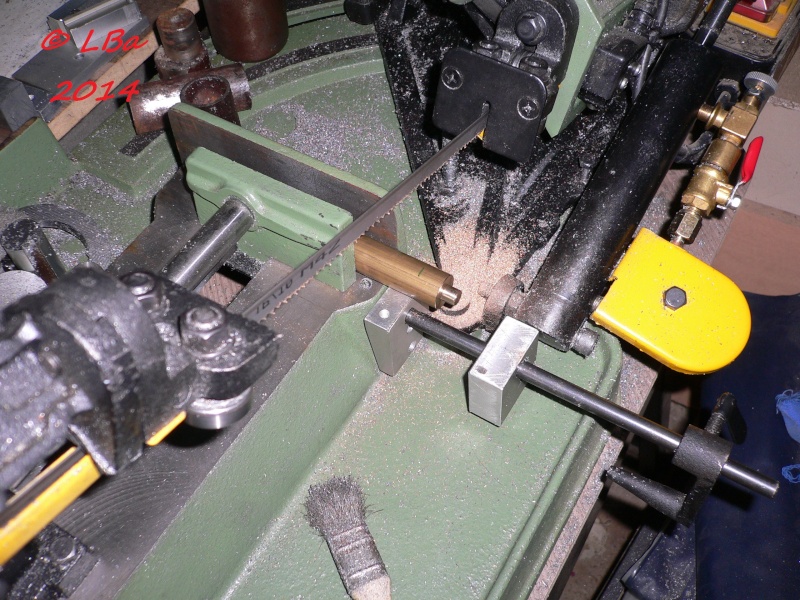
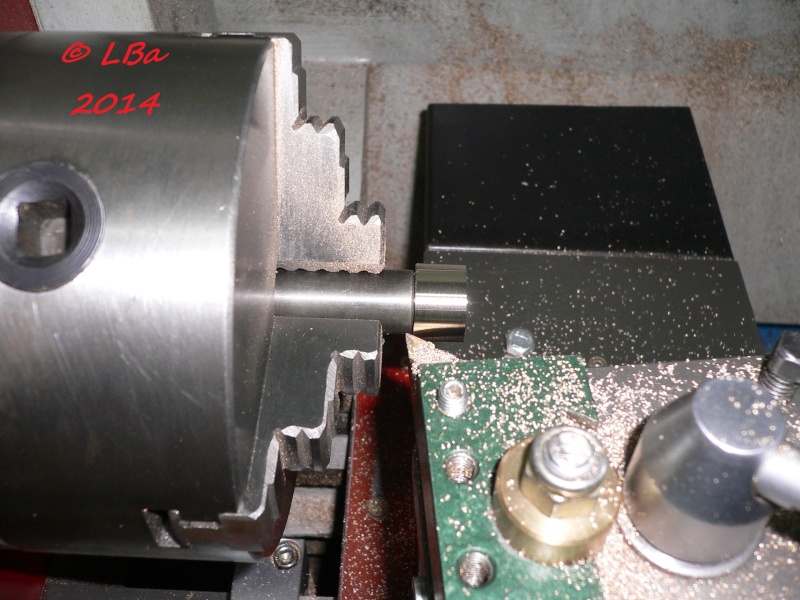
le manchon de centrage pour la reprise d'usinage est terminé
première utilisation de la lunette
![]() Par
papy-lba
Par
papy-lba
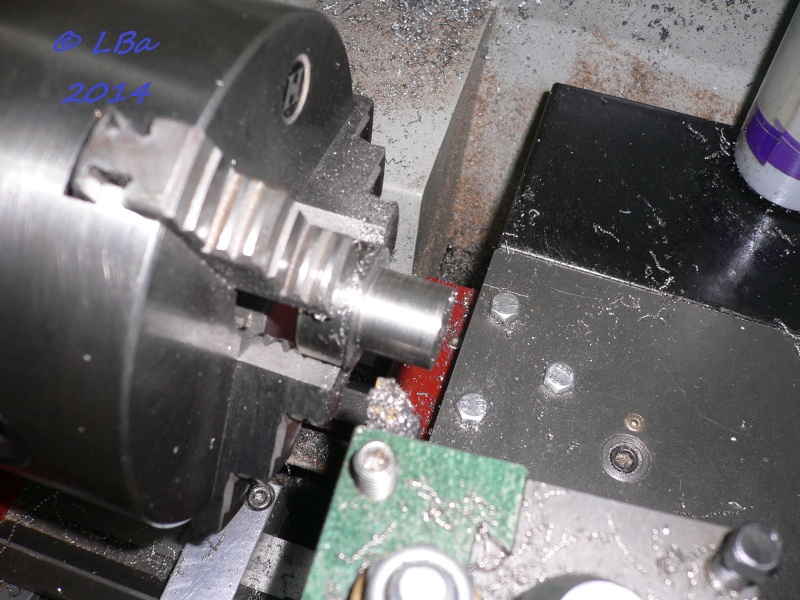
Pour cette première utilisation, j'ai commencé l'usinage d'un tube de Ø 80 mm de longueur 300 mm
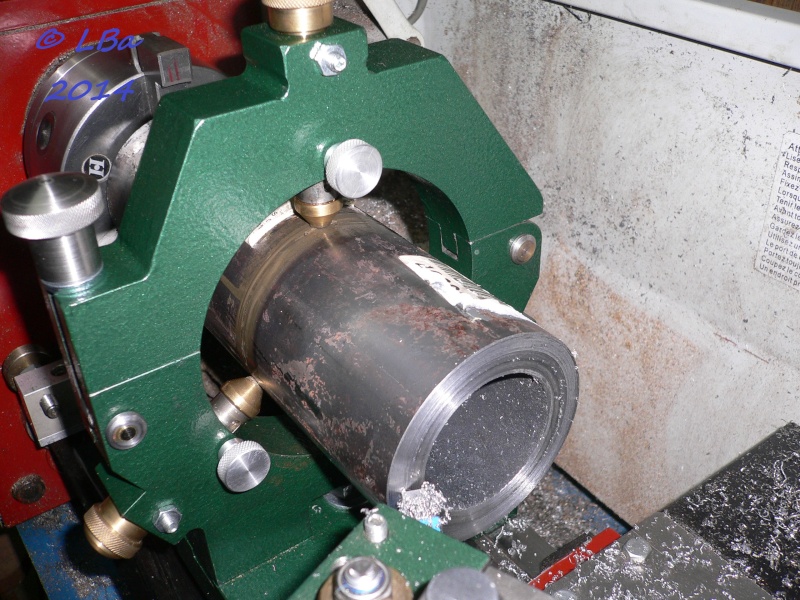
dressage d'une extrémité

un apperçu de la pièce

usinage du Ø extérieur pour une prise en mandrin
après retournement de la pièce, udinage de l'autre extrémité
début d'usinage d'un alésage
![]()

alésage usiné
![]()
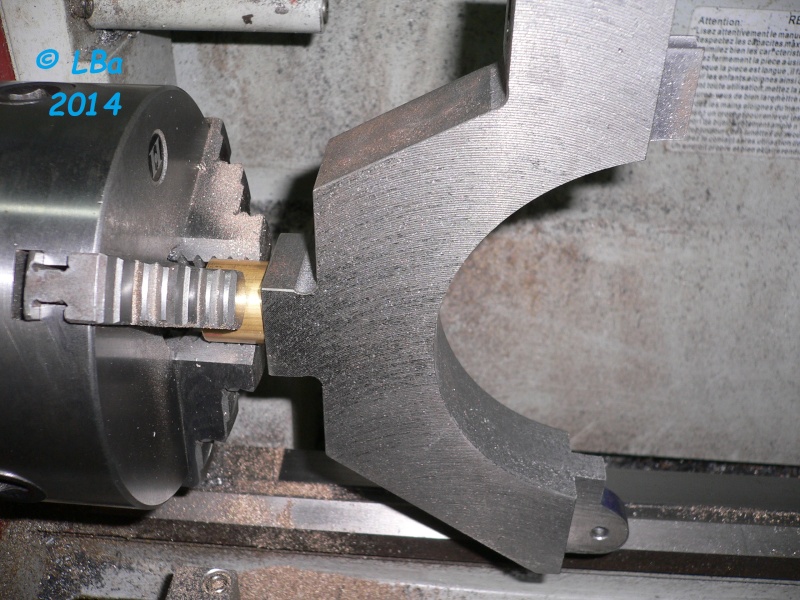
Le désavantage avec une lunette fixe, c'est que l'on ne peut pas usiner le Ø extérieur sur toute sa longueur
je vais palier à cet inconvénient !
en usinant un manchon de reprise : voir l'adresse ci-dessous
http://les2m-de-lba.e-monsite.com/blog/lunette-fixe-pour-tour-s-6125c-1/usinage-d-un-manchon-de-reprise.html
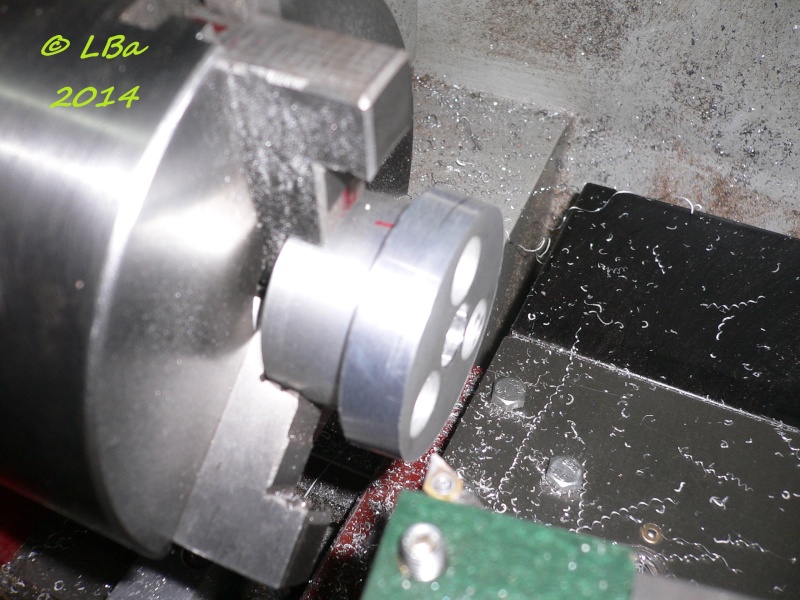
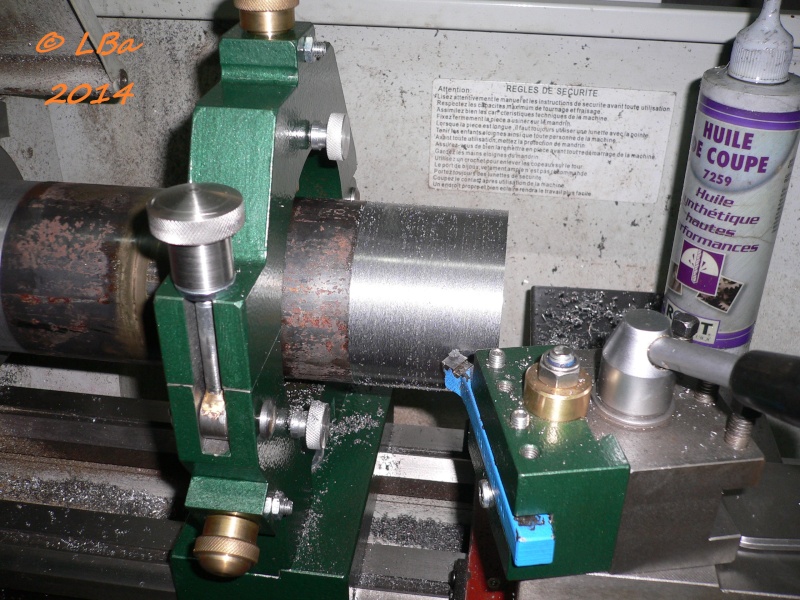
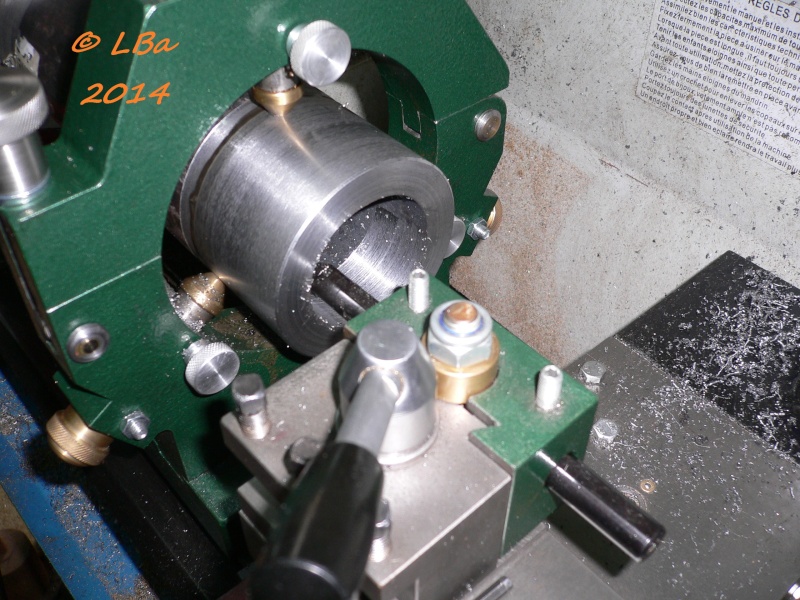
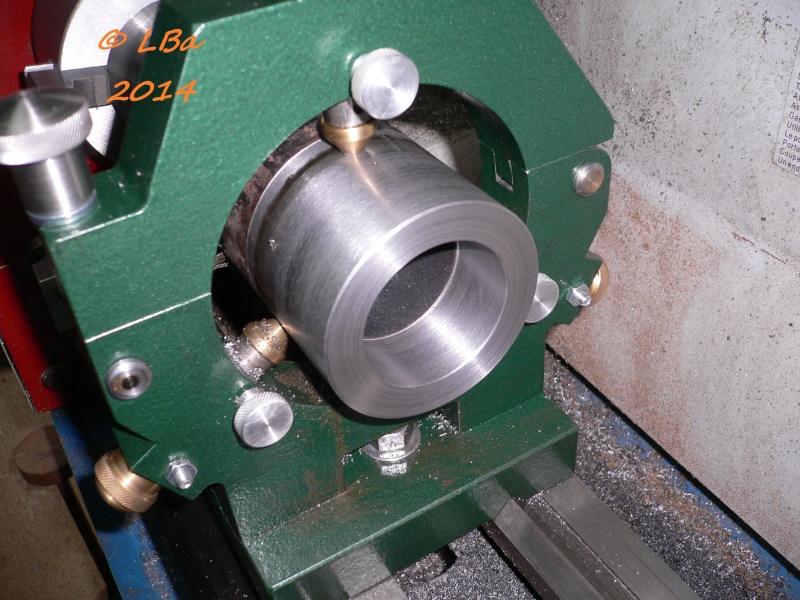
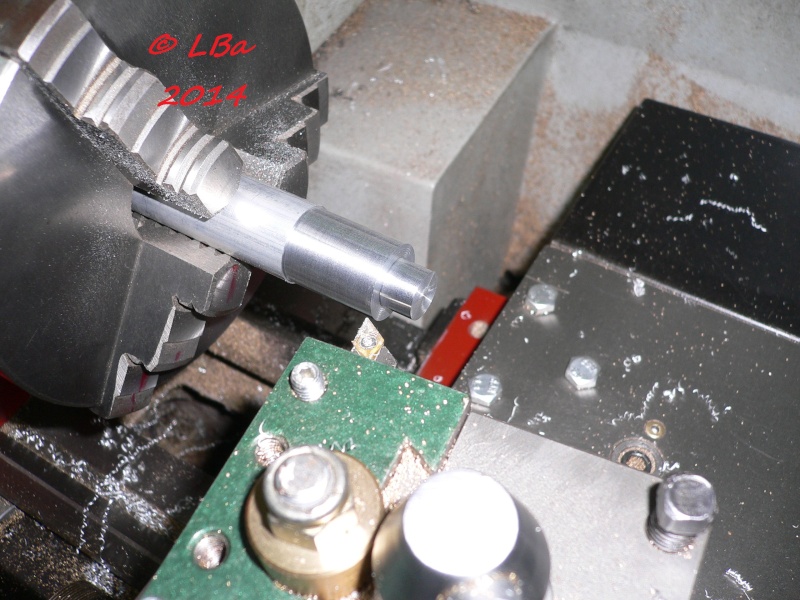
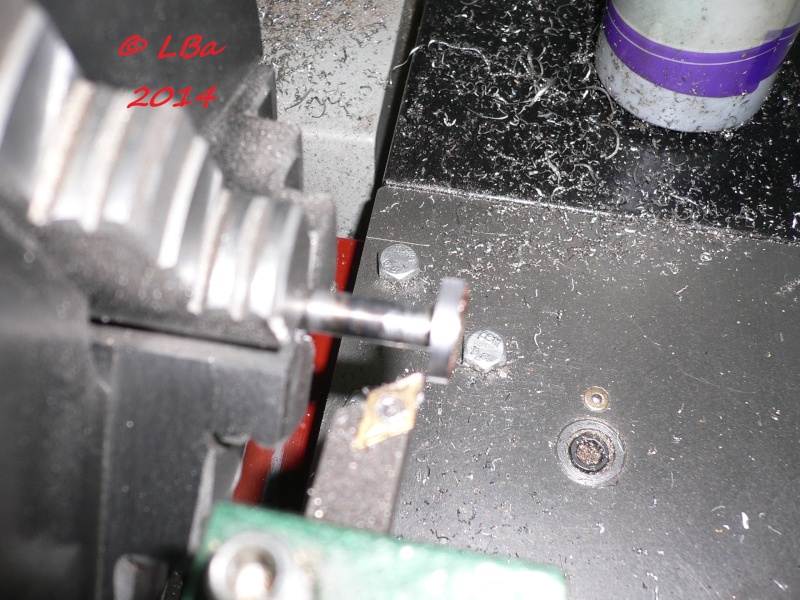
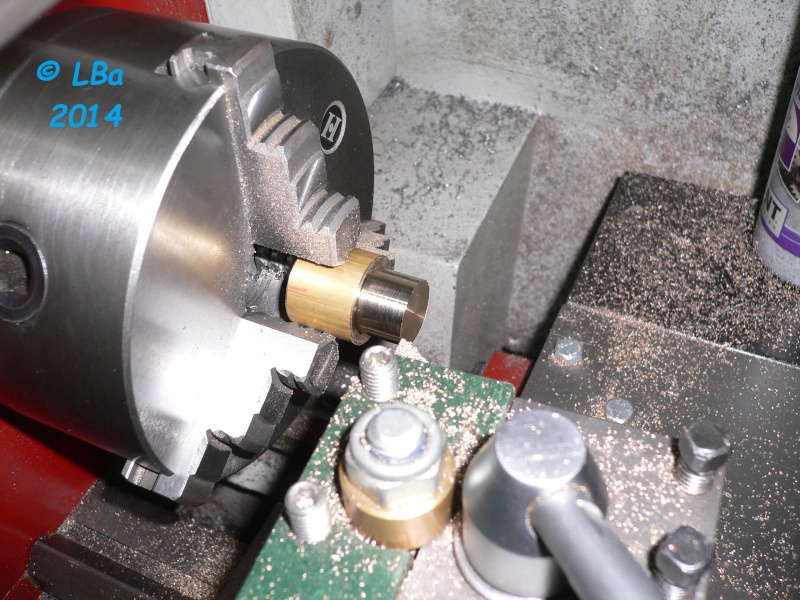
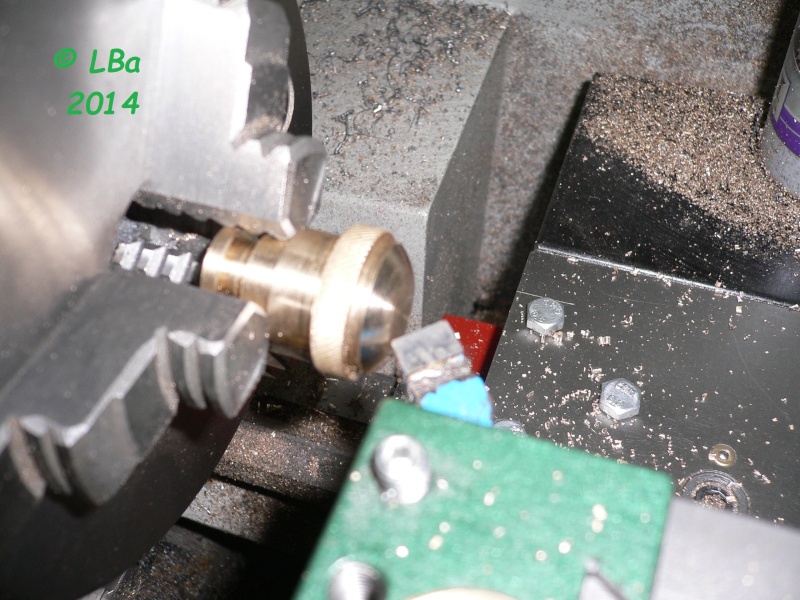
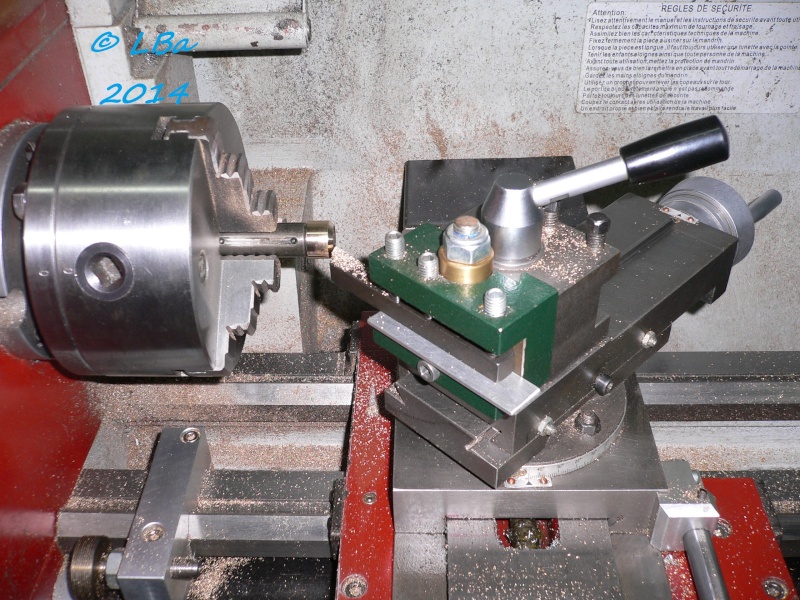
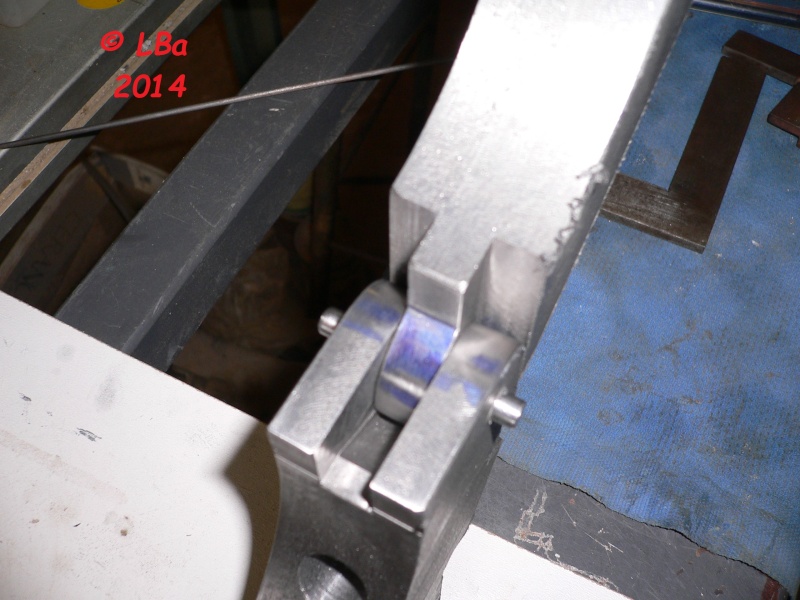
la pièce étant prise en montage mixte, mandrin/contrepointe
centrage de celle ci au roulement

début de l'usinage extérieur de la pièce

la pièce usinée
![]() Par
papy-lba
Par
papy-lba
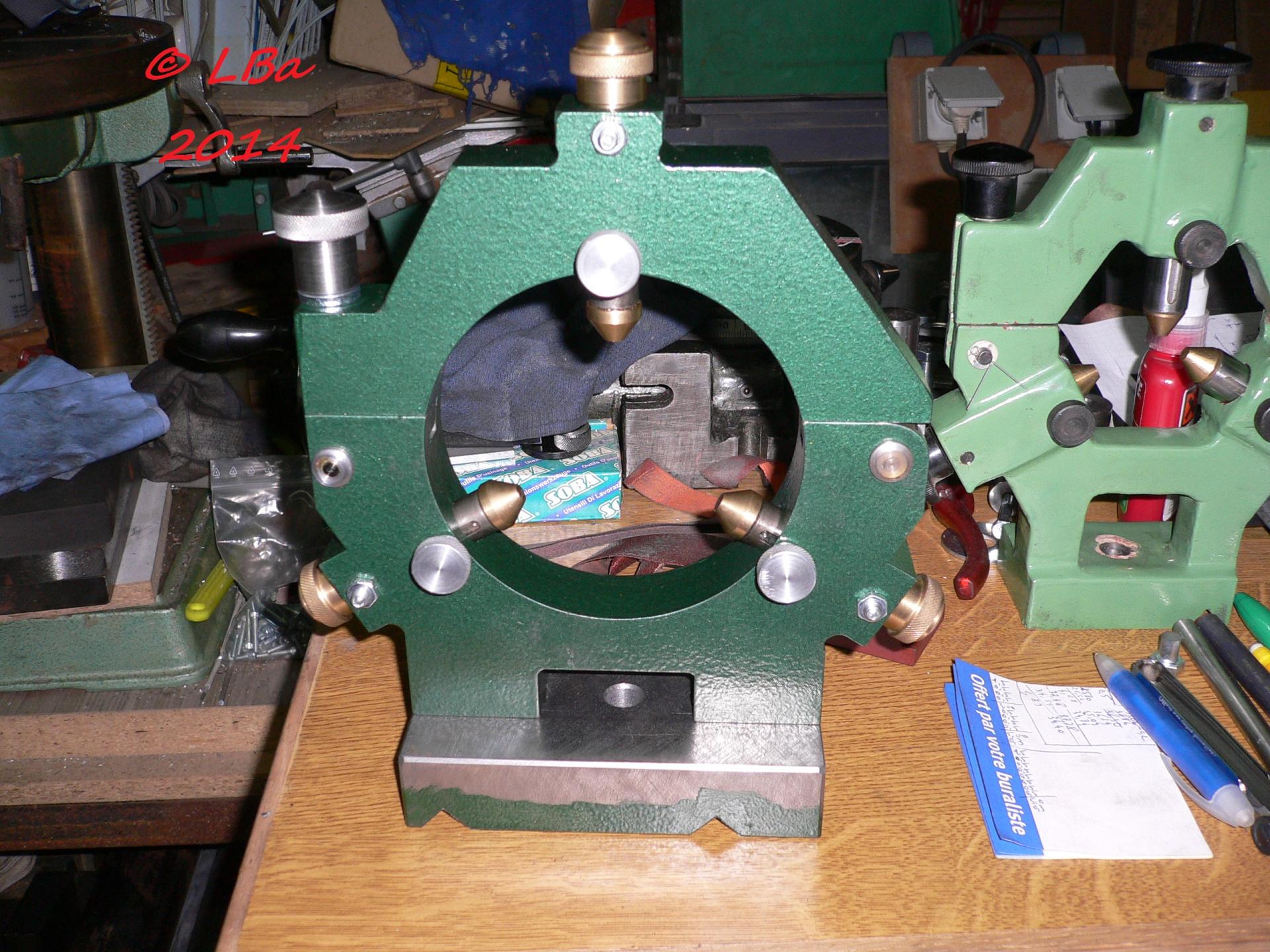
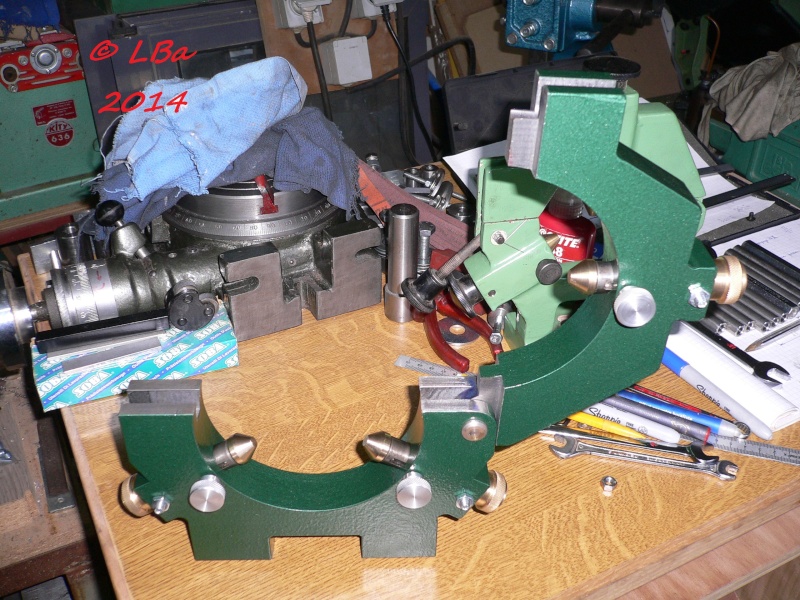
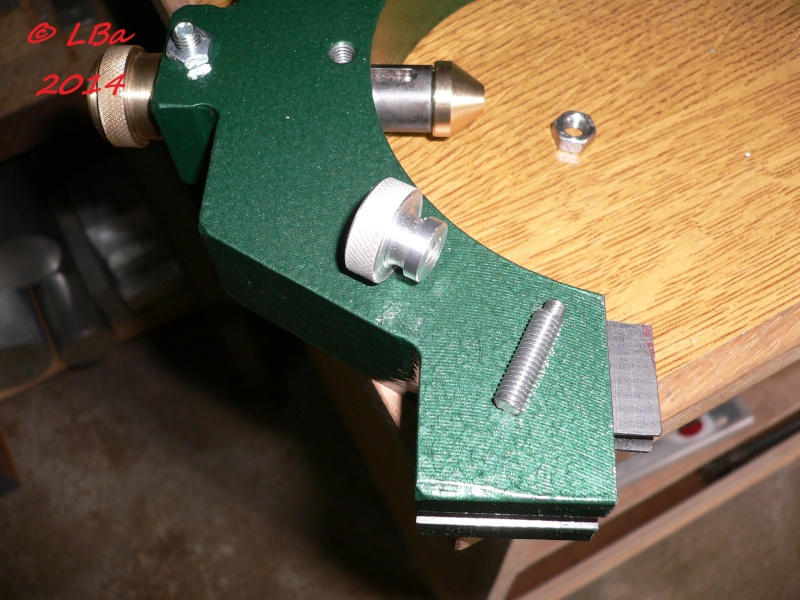
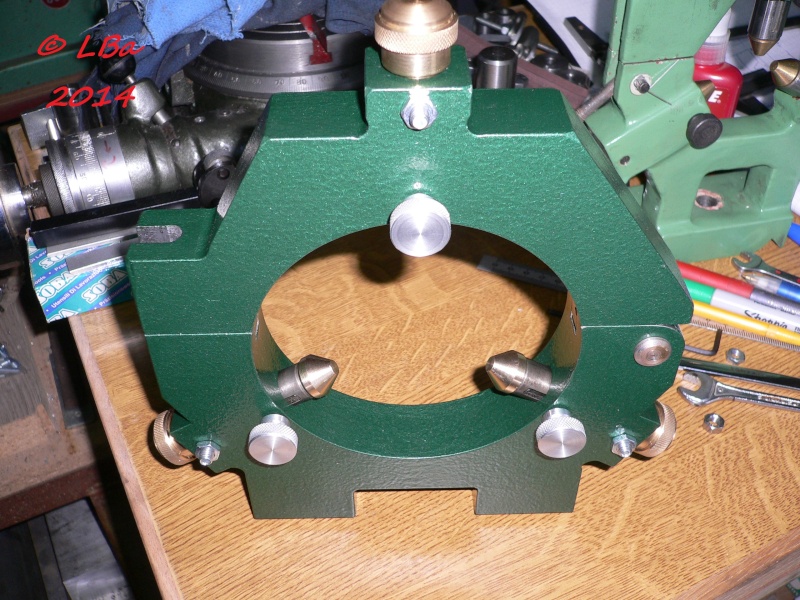
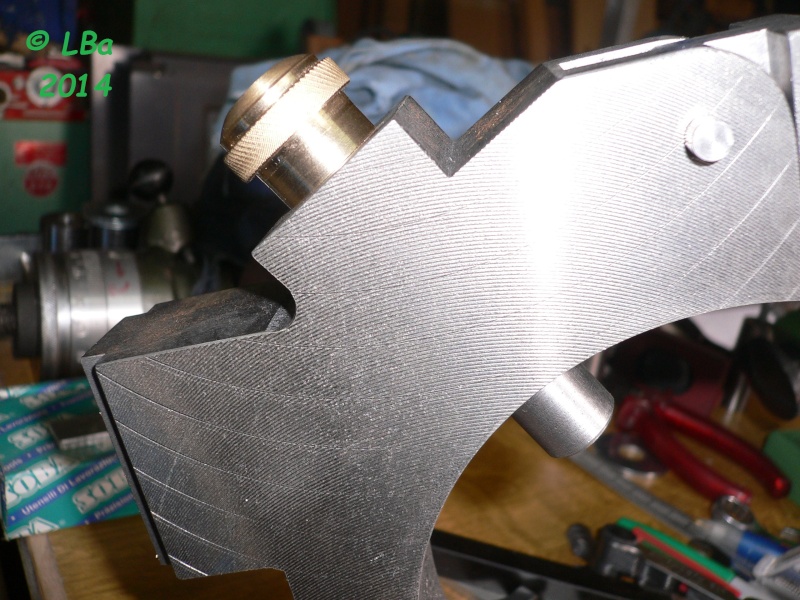
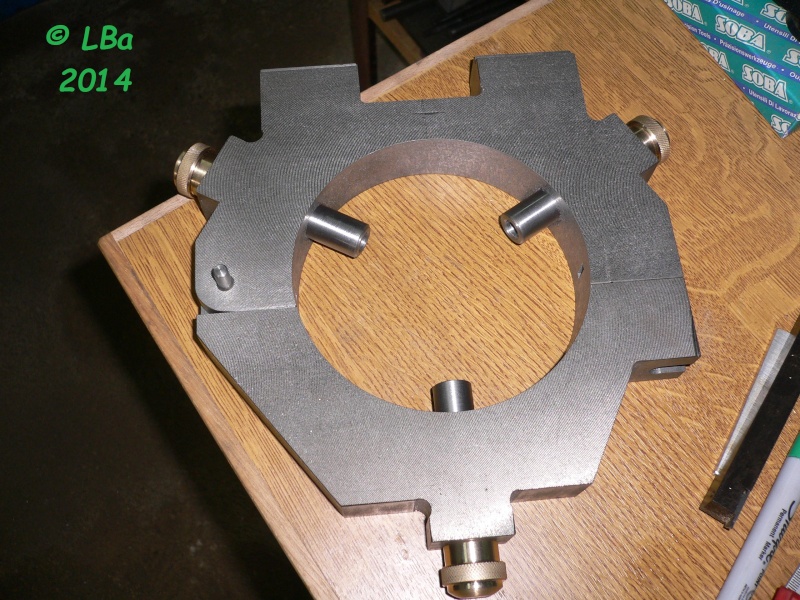
Voila, la lunette est terminée(il reste un peut de peinture à faire), il ne me reste qu'à l'utiliser

vue de trois quart

vue de dessous
vue de face
![]() Par
papy-lba
Par
papy-lba
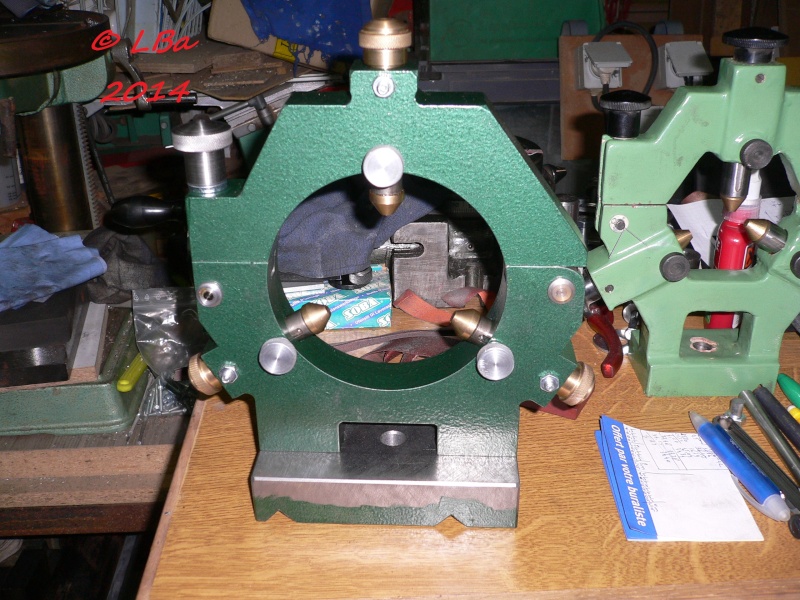
le corps de la lunette étant bien avancé, petite visualisation des passages maxi/mini
l
passage maxi

passage mini
la lunette en position ouverte
![]() Par
papy-lba
Par
papy-lba
Afin de bloquer en position les pompes, il me faut trois vis/écrou
Dans du rond alu :
Blanchiement du Ø extérieur et usinage d'un épaulement

usinage d'une gorge pour l'esthétique de l'écrou

perçage au ø 5 mm

taraudage à M6
moletage de la tète
après débit de la pièce, repride pour :

dressage de la face et mise en épaisseur
Dans une vis Chc :

usinage d'un épaulement pour réaliser un téton
après supression de la tète de vis:
un bouton/écrou et une vis d'usiné
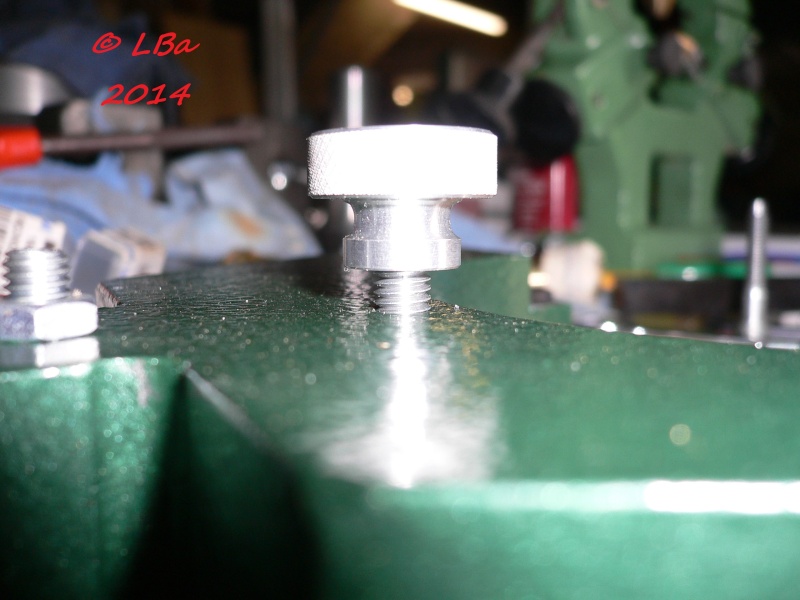
bouton/vis en place, il me faut raccourcir un peu la vis
là c'est mieux, je vais pouvoir coller la vis dans le bouton/écrou
collage de la vis à la loctite verte

un bouton de fait, les deux autres en attente
les trois boutons/vis sont réalisés
Système de verrouillage fermeture lunette
![]() Par
papy-lba
Par
papy-lba
Pour une facilité d'utilisation, le système de verrouillage sera articulé sur un axe
dans du rond, perçage d'un ø 6 mm
après débit de la pièce :
dressage de la face et mise à l'épaisseur
perçage d'un ø de 5 mm sur la rondelle
Dans une vis tète H de M8 non fileté sur toute la longueur :
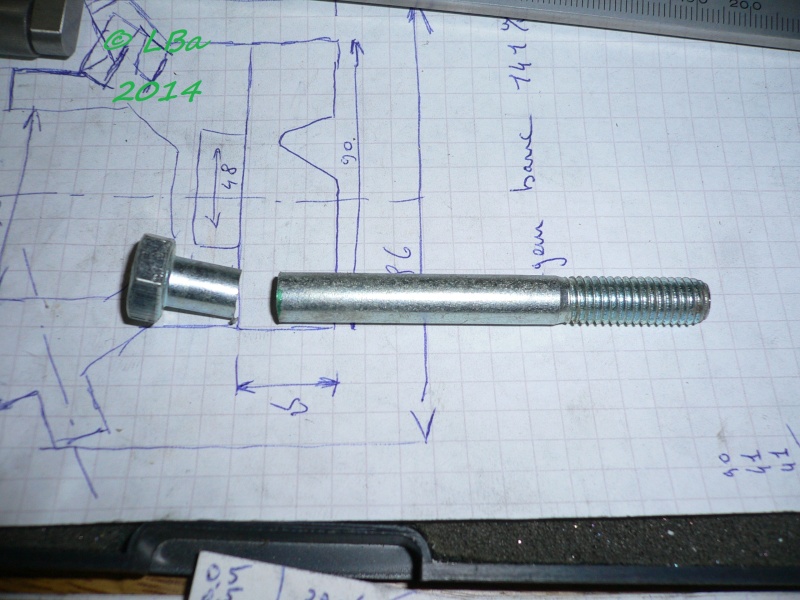
coupe de la tète de la vis
reprise de la vis au tour pour :
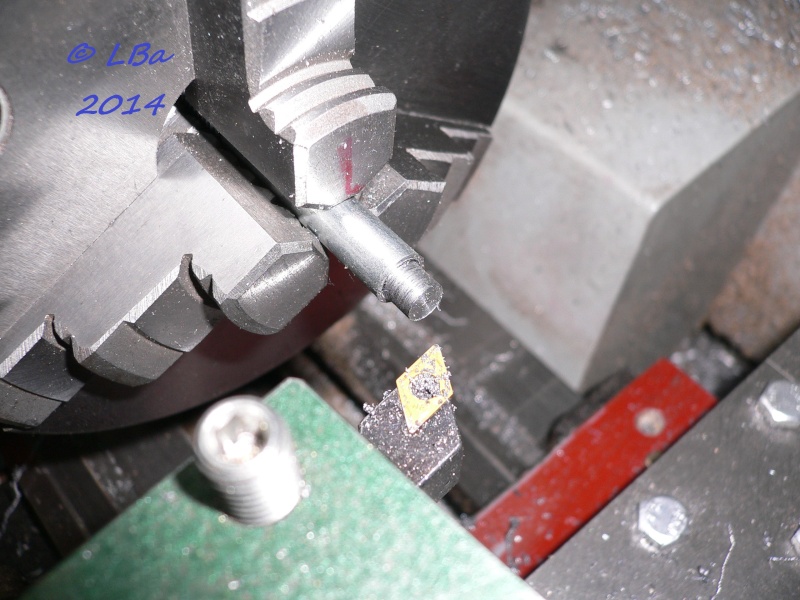
usinage à l'extrémité non fileté d'un épaulement de ø 5 mm

le système de verrouillage en kit
le système de verrouillage pré-assemblé

préparation pour la brasure du système de verrouillage

le systéme, la vis et la rondelle est brasé
Traçage de la positon du système de verrouillage sur la lunette

tracée de la position de l'axe d'articulation
perçage à 6 mm pour le passage de l'axe d'articulation du système de verrouillage

le système en place, ici position ouverte

là en position plus que verrouillé
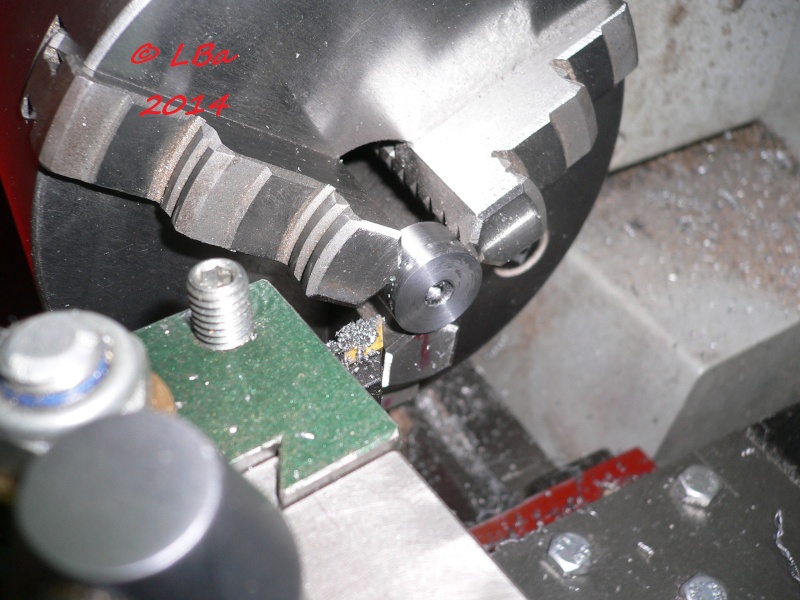
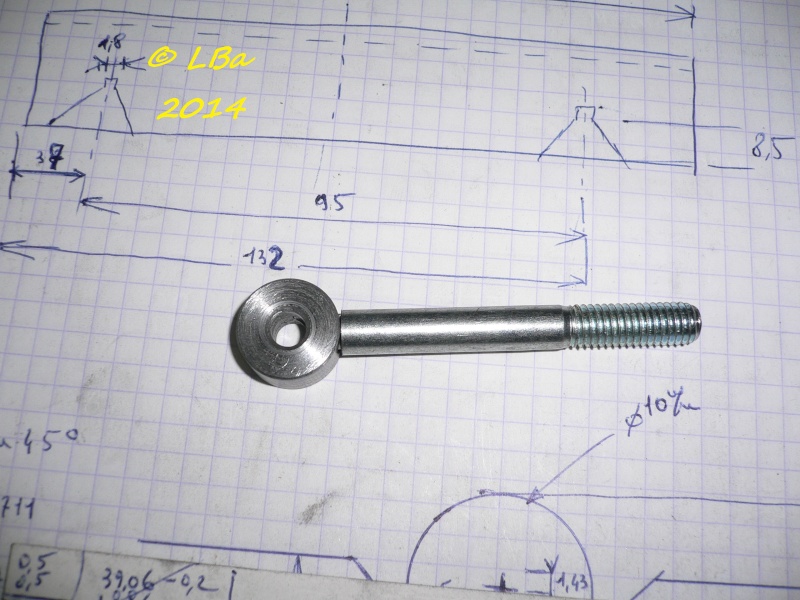
Usinage de l'axe de rotation de la pièce :
l'axe doit avoir une tète d'un coté, afin de ne pas faire du copeaux pour le plaisir, je l'ai rapporté
explication en image :
dans de l'acier, genre stub, de ø 6 mm, usinage à une extrémité, d'une gorge pour y loger un cerclips
Aprés débit, sur l'autre extrémité :

brasure d'une rondelle épaisse sur l'axe, la rondelle est galvanisé, avec la brasure, ça fait caca !
reprise sur le tour, de la tète de l'axe, dressage de la sous face avec un outil à gauche
usinage du ø extérieur de la tète
usinage de la face extérieur de la tète
l'axe est terminé
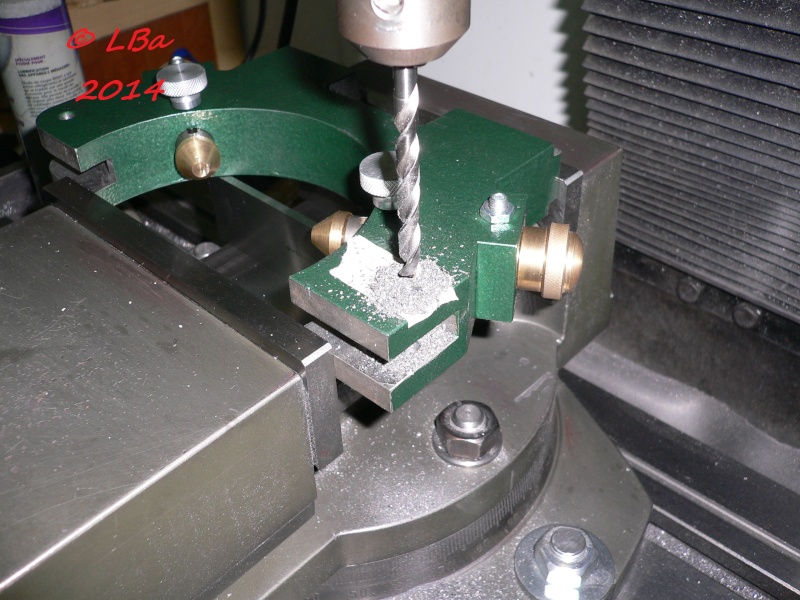
Usinage de l'écrou du systéme de verrouillage
Dans du rond acier inox :
usinage d'un épaulement

perçage à 6,8 mm
taraudage à M8
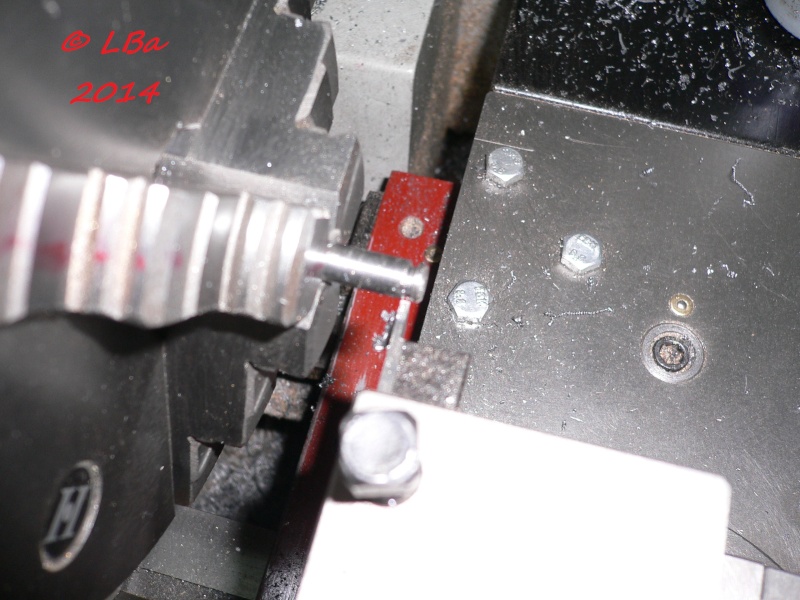
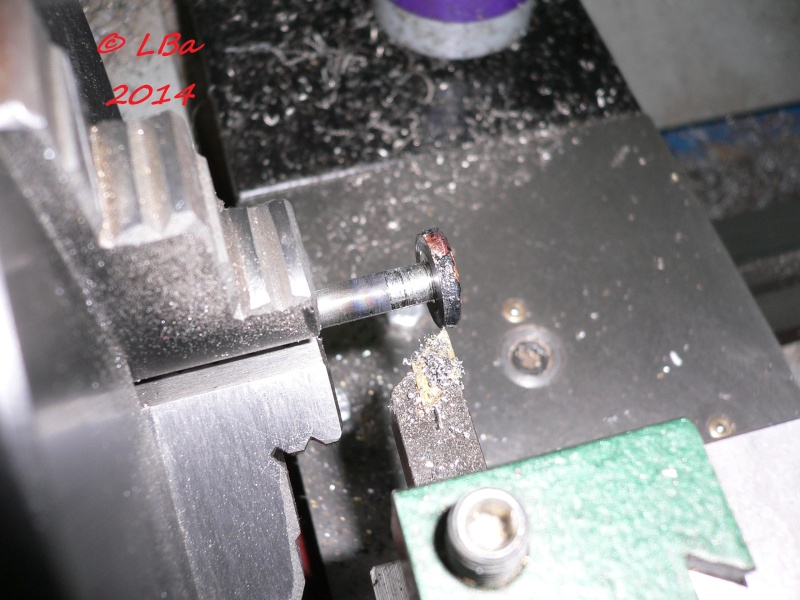
Après retournement de la pièce :

le petit chariot incliné, usinage de la forme en arrondi de la tète en déplacent le transversal et le petit chariot
simultanement
et un moletage pour finir
l'écrou est terminé
![]() Par
papy-lba
Par
papy-lba
La semelle support de lunette est usinée à partir de ce débit en fonte

débit à recouper en longueur et dresser le bout
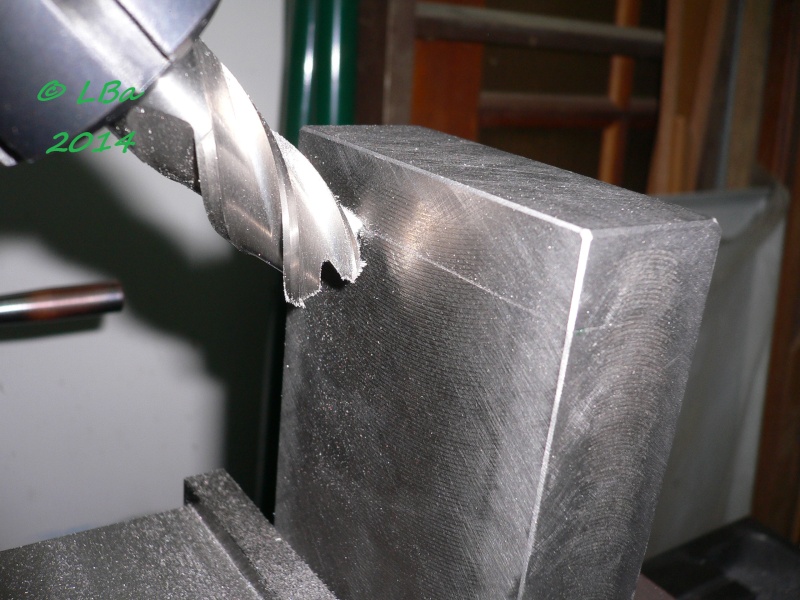
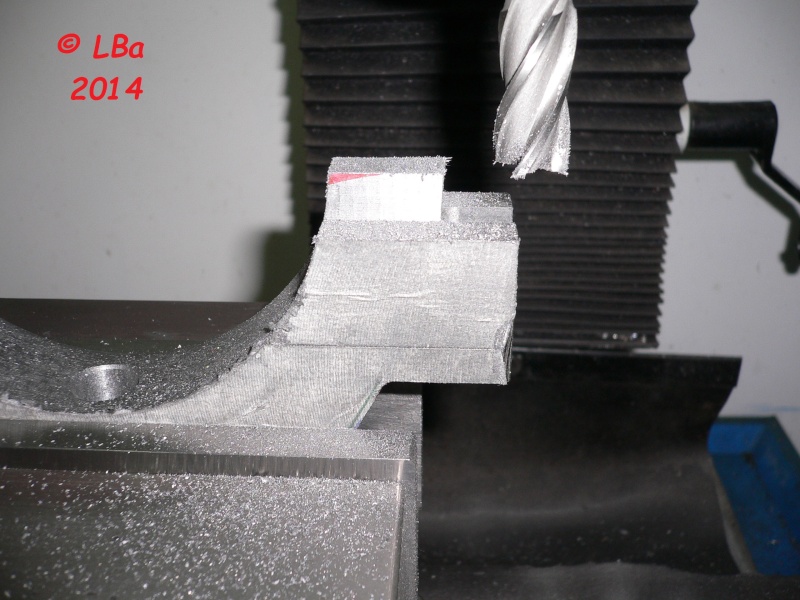
le banc du tour est à double prismatique, le semelle comporteras donc deux rainures
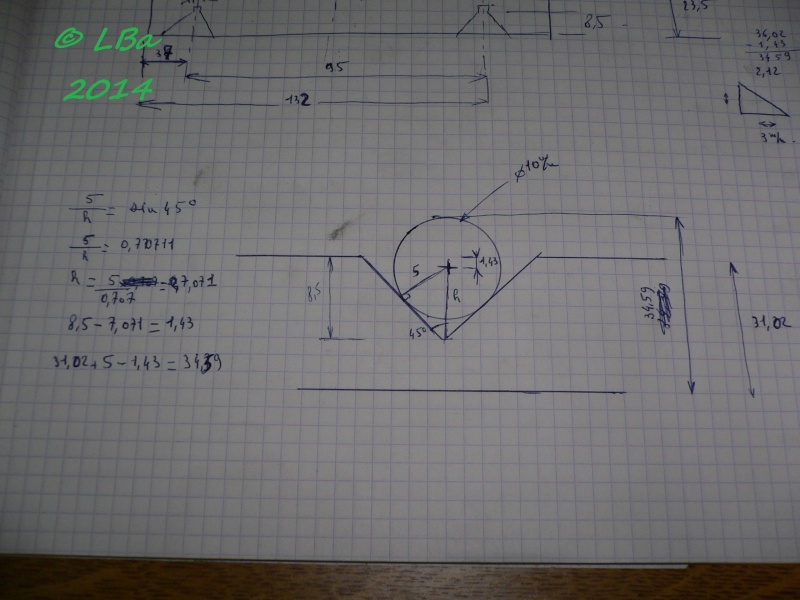
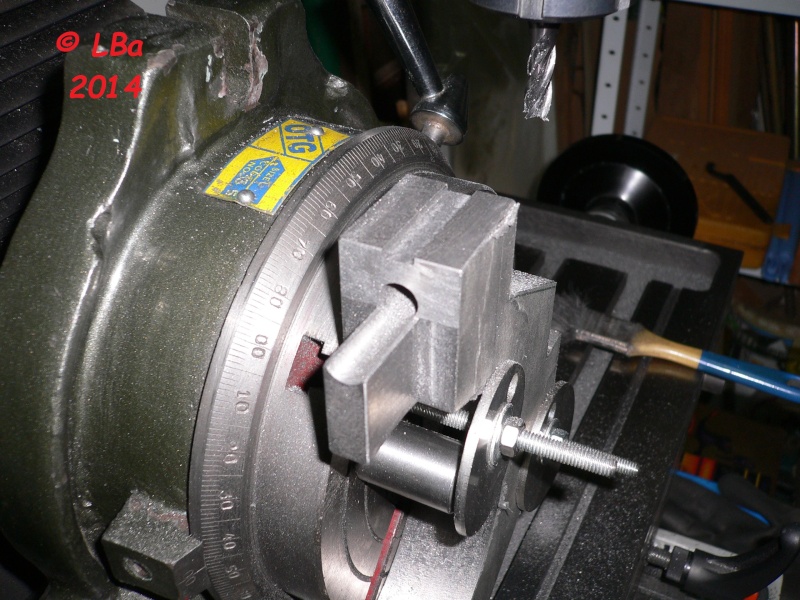
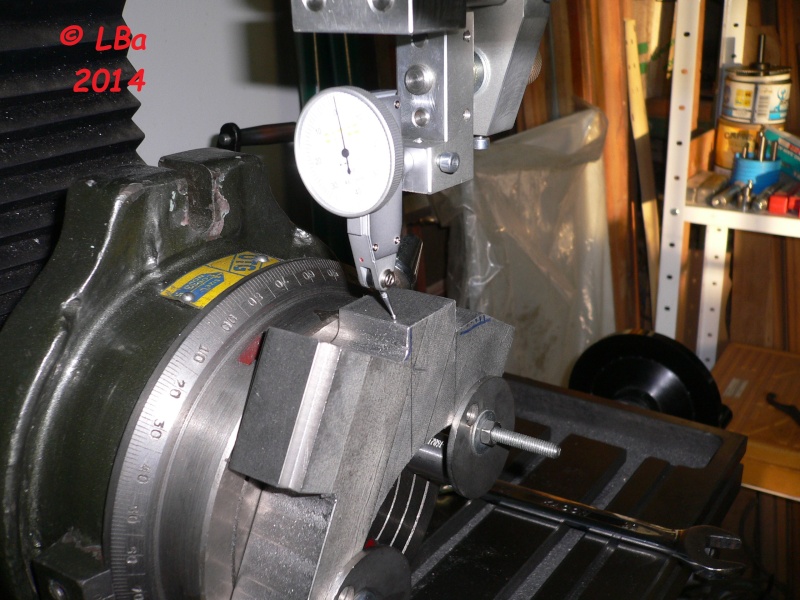
ces rainures sont inclinées à 45 ° par rapport à la face
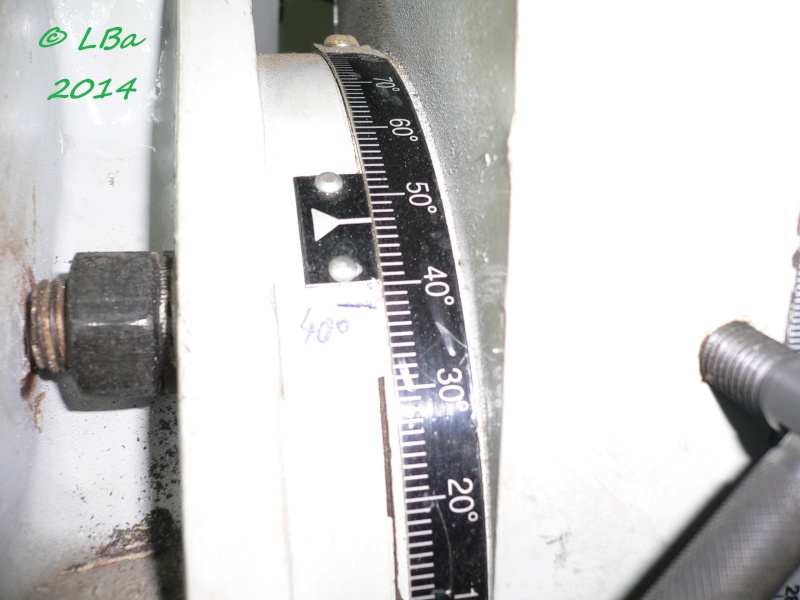
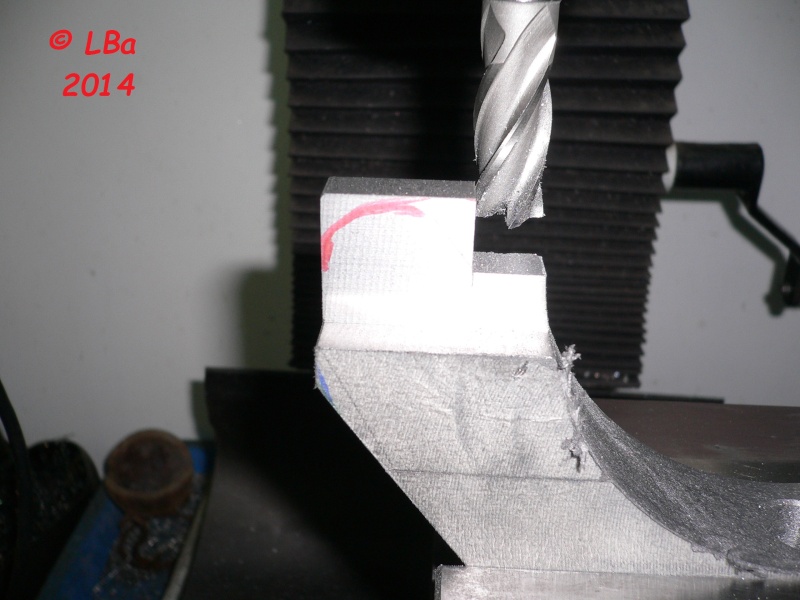
pour effectuer l'usinage, j'ai incliné la tète de la fraiseuse à 45°

réglage de la tète au comparateur après un petit cacul trigonométrique afin de savoir l'amplitude
du comparateur, suivant un déplacement de la table en X donné
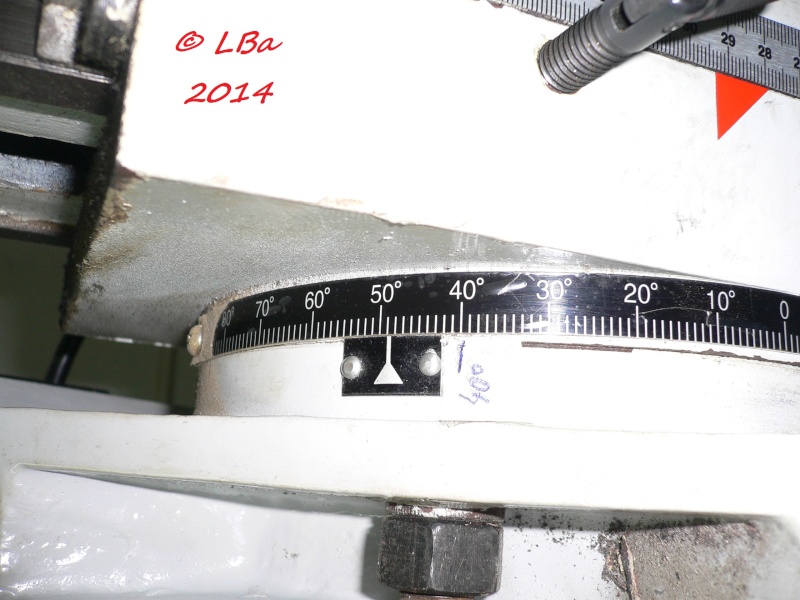
l'index de l'inclinaison de la tète n'est pas juste !

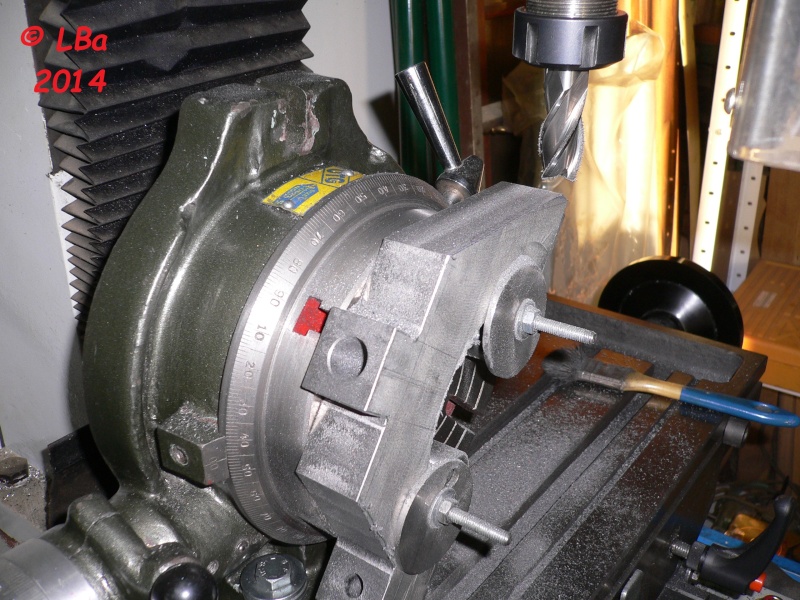
début de l'usinage de la première rainure
afin de savoir à qu'elle profondeur l'usiner, petit cacul suivant pythagore

premier contrôle de la profondeur de la rainure
Après plusieurs passes d'usinage je doit etre à la profondeur téhorique

nouveau contrôle

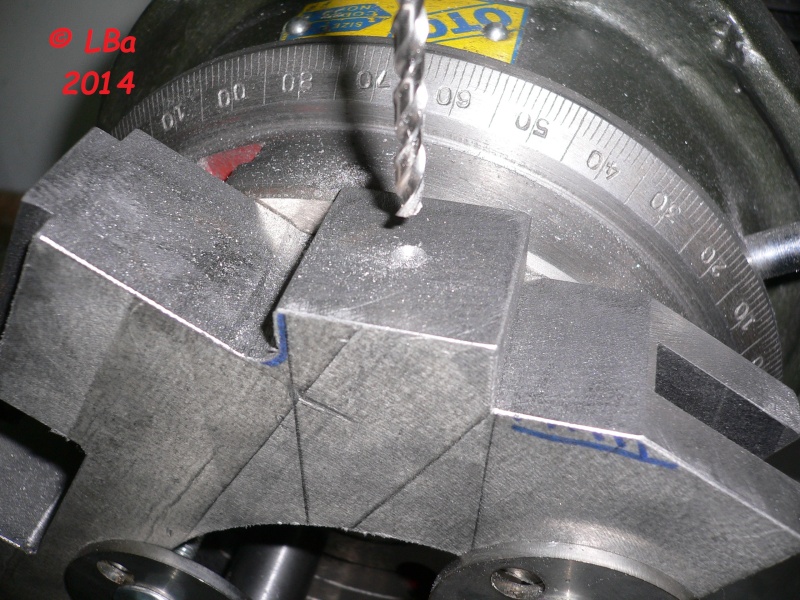
j'ai alors contrôlé la rainure avec un prisme du banc du tour et me suis apperçu
d'un petit défaut d'angle
je n'ai pas été assez précis lorsque j'ai réglé l'inclinaison de la tète, j'ai repris celui-ci
j'ai diminué l'inclinaison
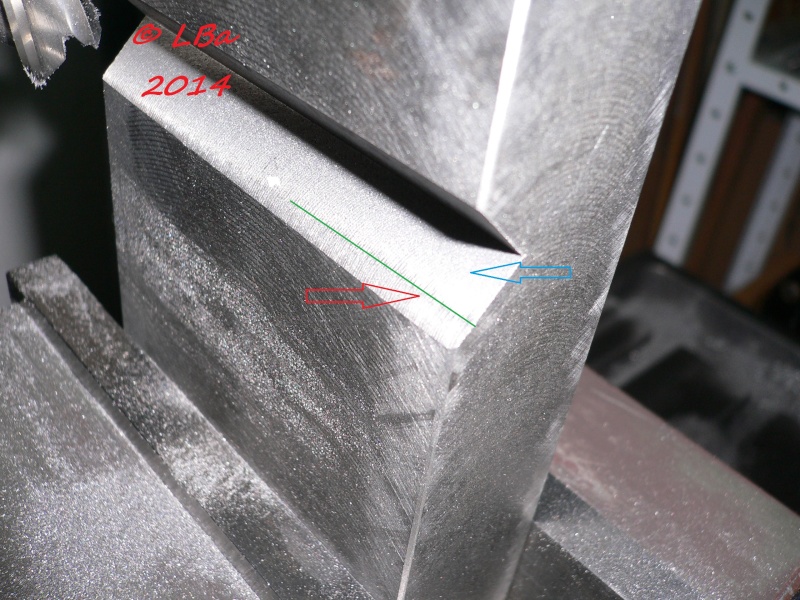
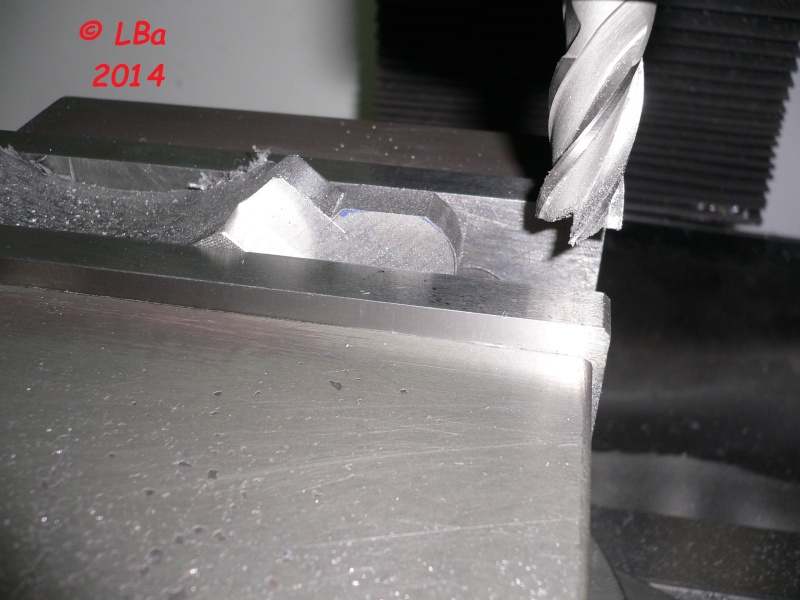
la différence de réglage est visible lors de la première passe, par rapport au trait vert
j'enlève de la matière coté flèche bleu et pas coté flèche rouge
la reprise d'usinage de la rainure est terminée
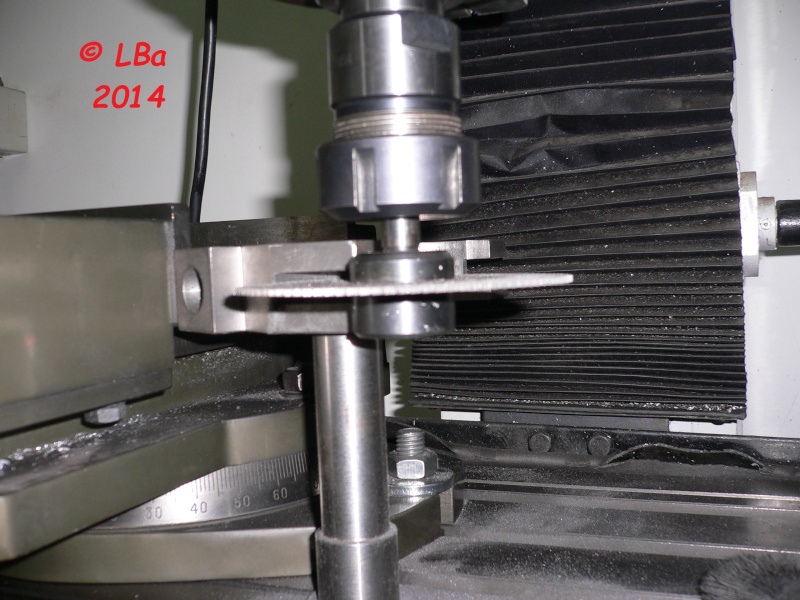
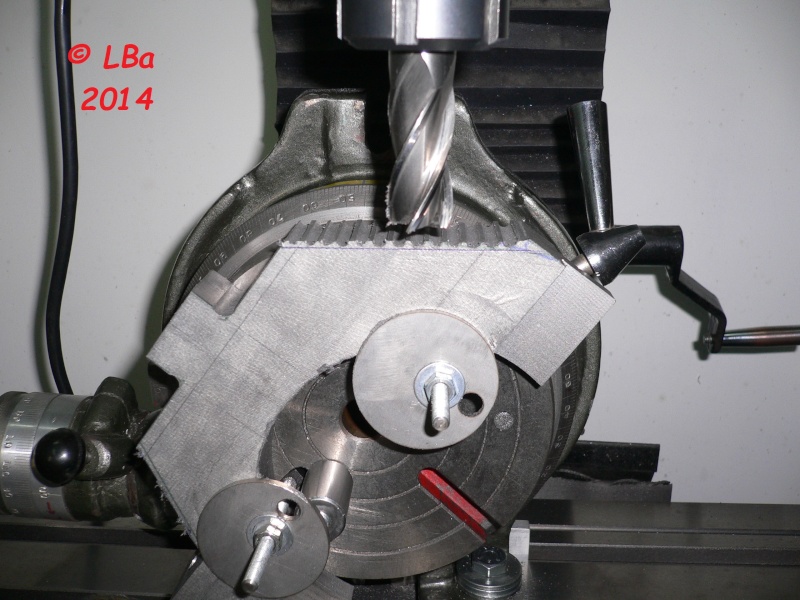
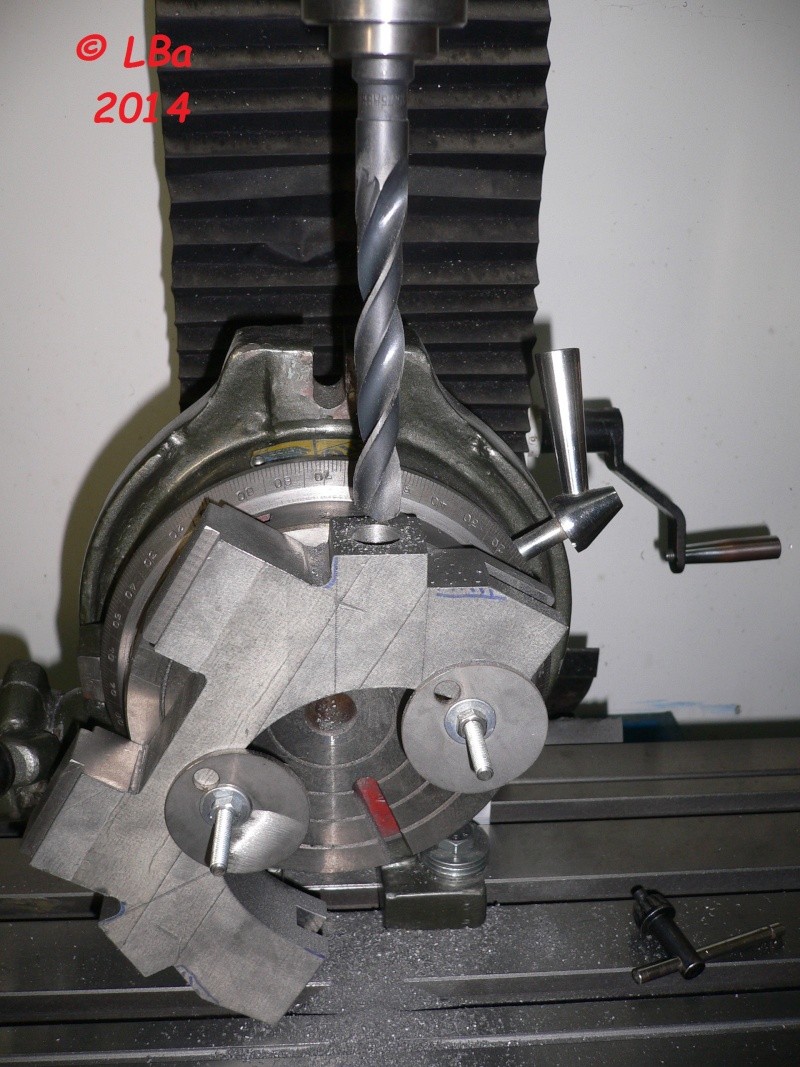
La fraiseuse étant réglée, réglage en position pour la seconde rainure
l'angle de la fraise est aligné avec le traçage fait au préalable

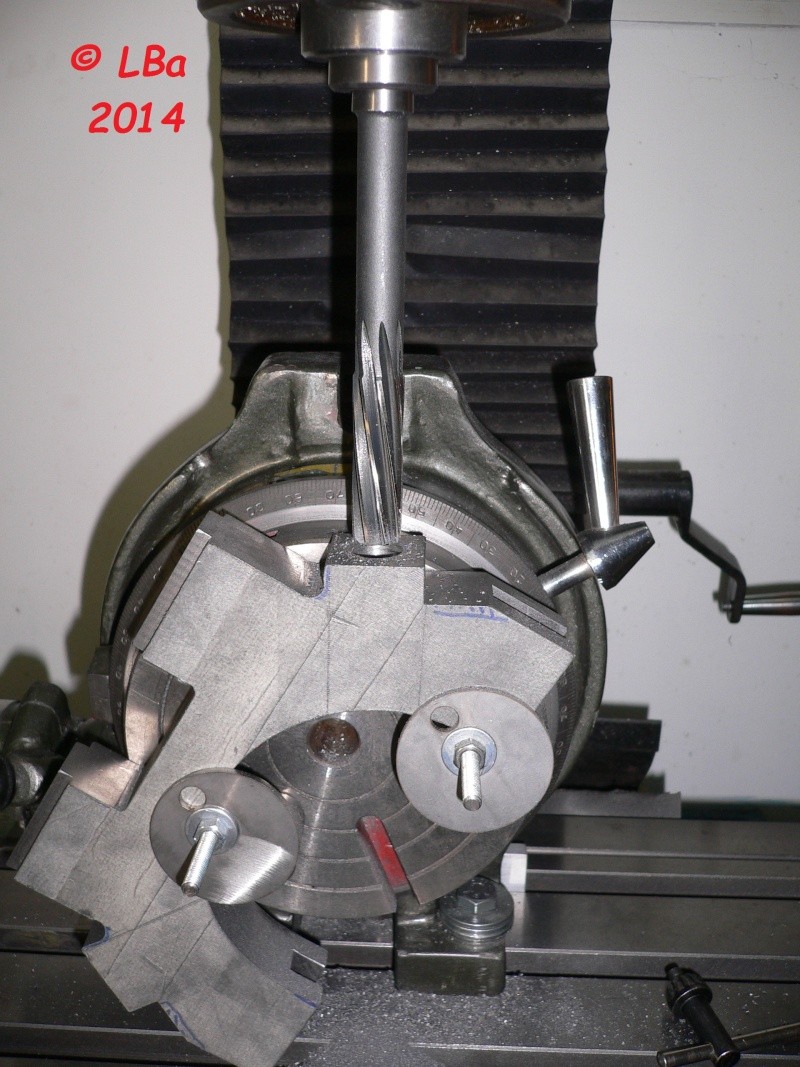
usinage de la seconde rainure
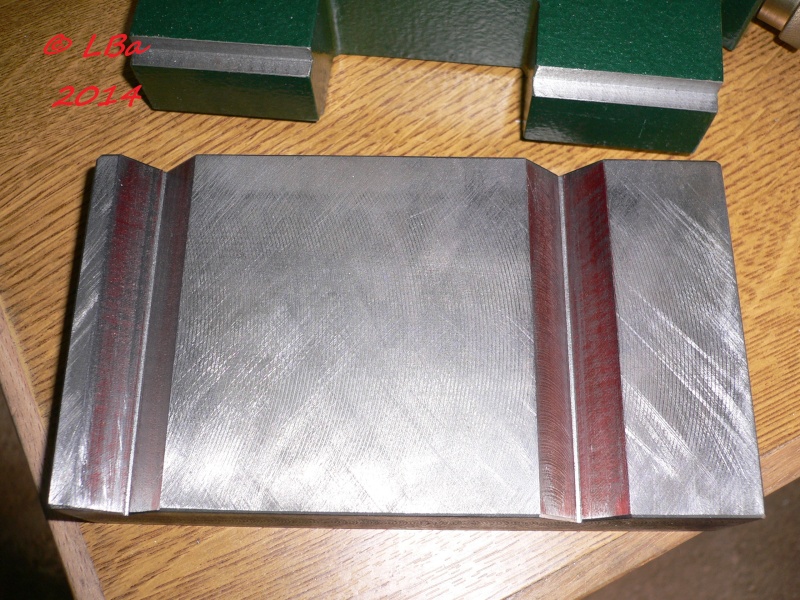
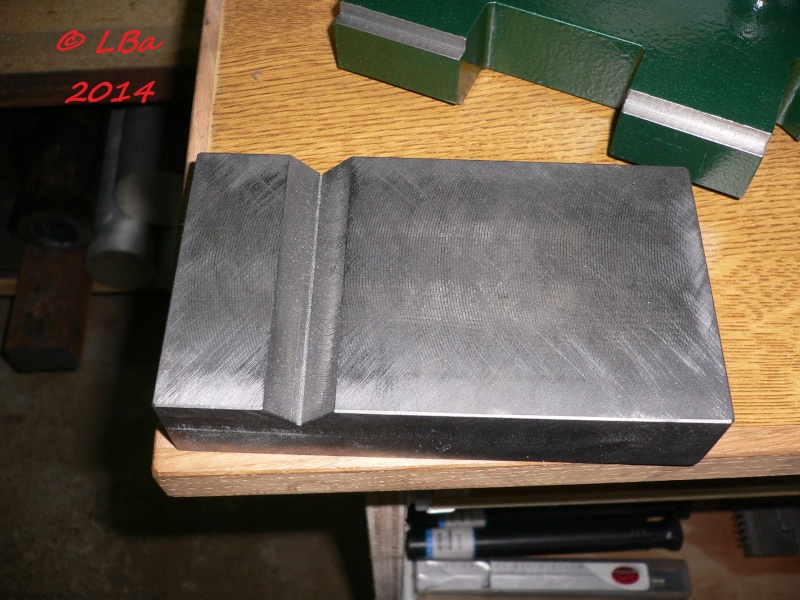
les deux rainure sont usinées
les traces rouge sur les rainures, sont du feutre afin de contrôler, les défaut éventuels sur le banc du tour

la géométrie est vérifié au comparateur pour ajustement
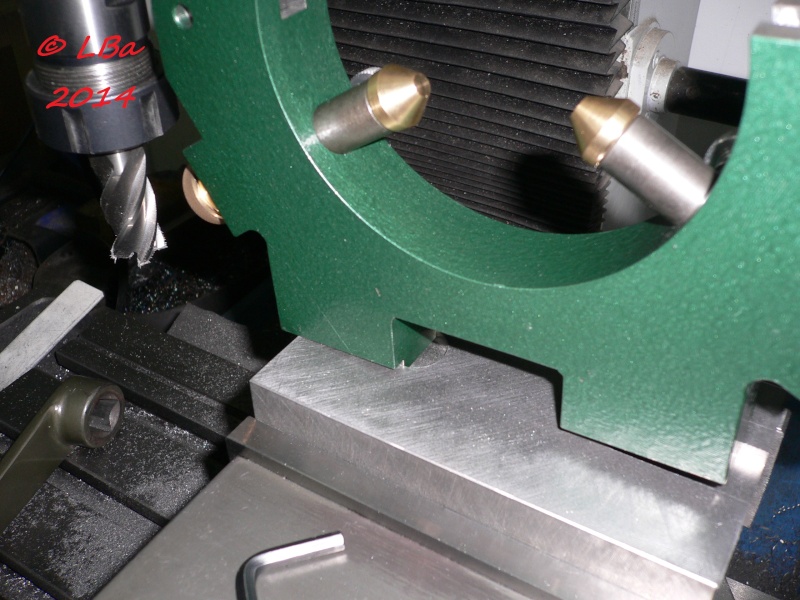
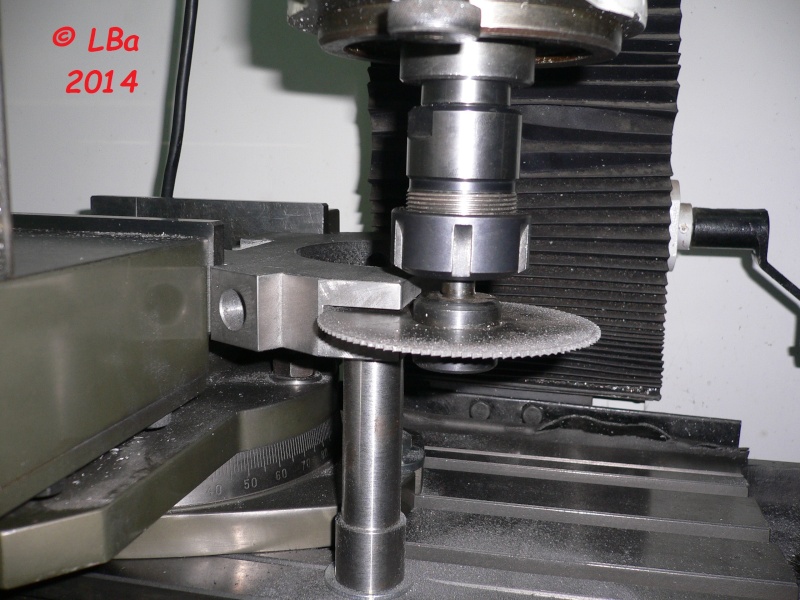
Sur la semelle est fixé la pièce basse de la lunette, pour centrer celle-ci, j'ai usiné deux rainures
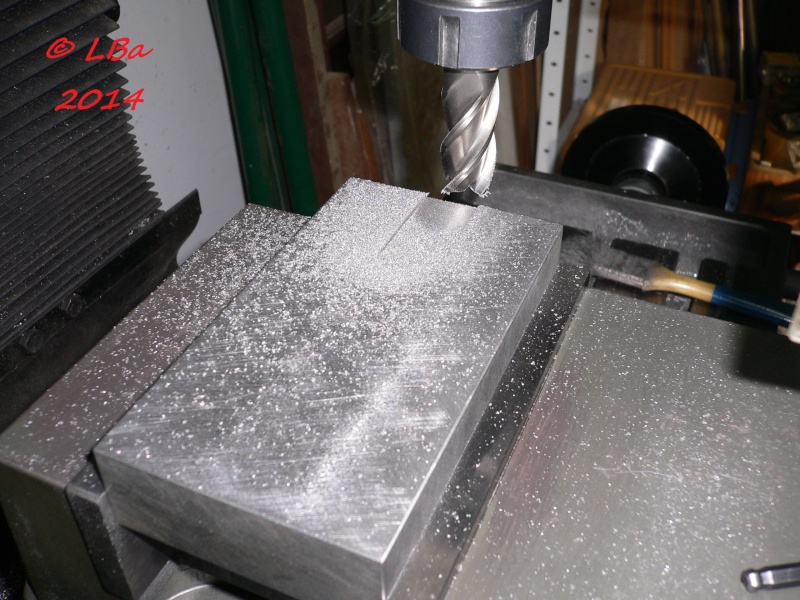
début d'usinage de la prmière rainure
la première rainure est usinée
contrôle de la largeur de la rainure avec la pièce basse
par la suite, les bouts des tenons seront arrondi à la lime comme ceci :
arrondi tenon pour casser l'angle
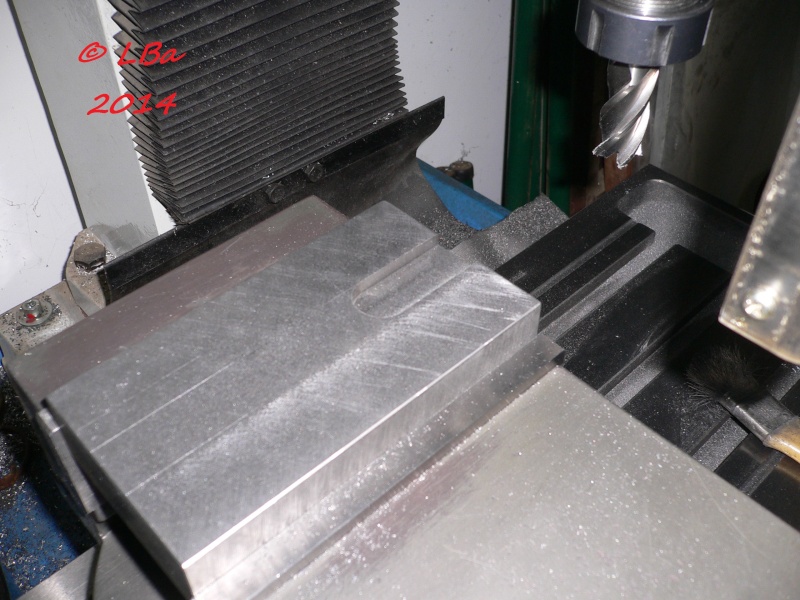
début d'usinage de la seconde rainure
la seconde rainure est usinée
contrôle de la seconde rainure
les angles des tenons, ayant été cassés (arrondis) :

mise en situation de la lunette sur le banc du tour
ceci fait et donnant satisfaction, je passe à la fixation de la semelle et de la pièce basse
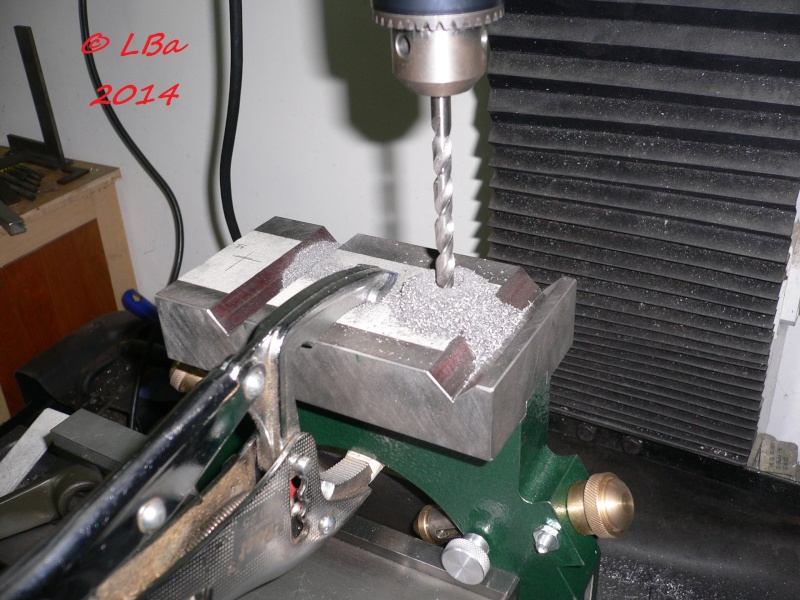
perçage d'un trou au ø 6,8 mm de la semelle et pièce basse
contre perçage à 8,5 mm de la semelle

fraisure du trou pour vis Tf de 8 mm

et taraudage à M8 du trou
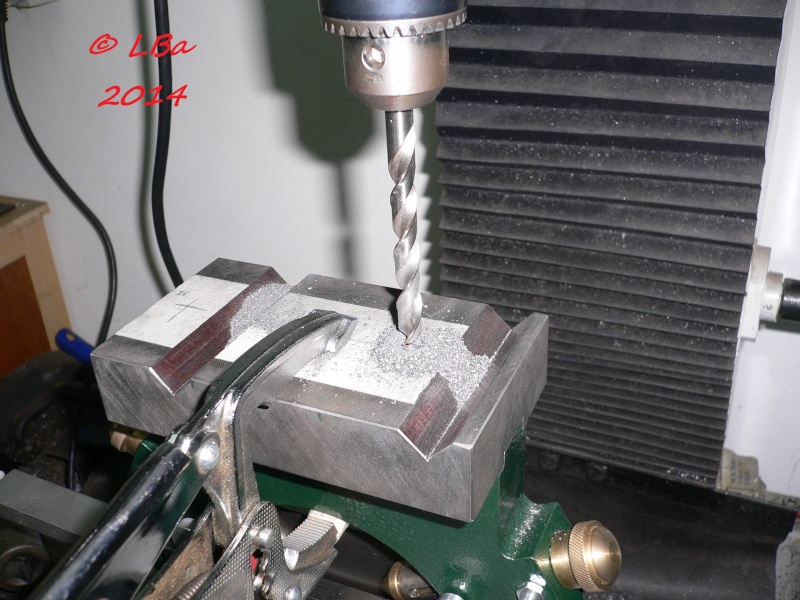
Mêmes opérations pour une seconde fixation :
perçage du second trou au ø de 6,8 mm

contre perçage au ø de 8,5 mm de la semelle

fraisure du second trou pour tète de vis Tf de 8 mm
taraudage à M8 du second trou de fixation

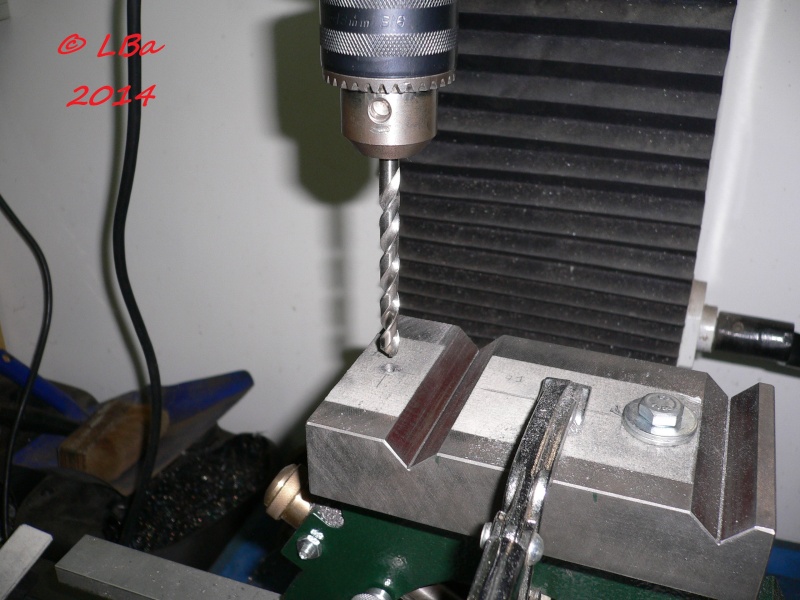
perçage du ø 13 mm pour fixer la semelle sur le banc du tour
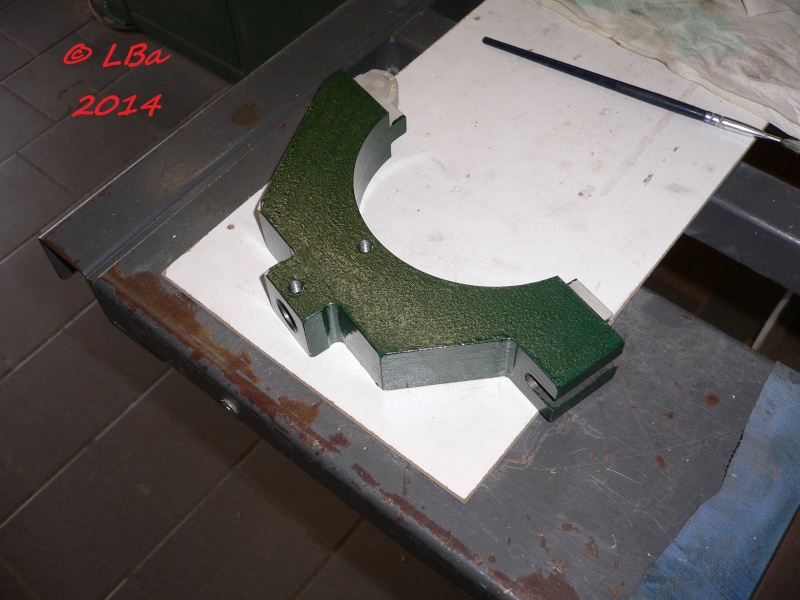
Les usinages de la semelle étant réalisés:
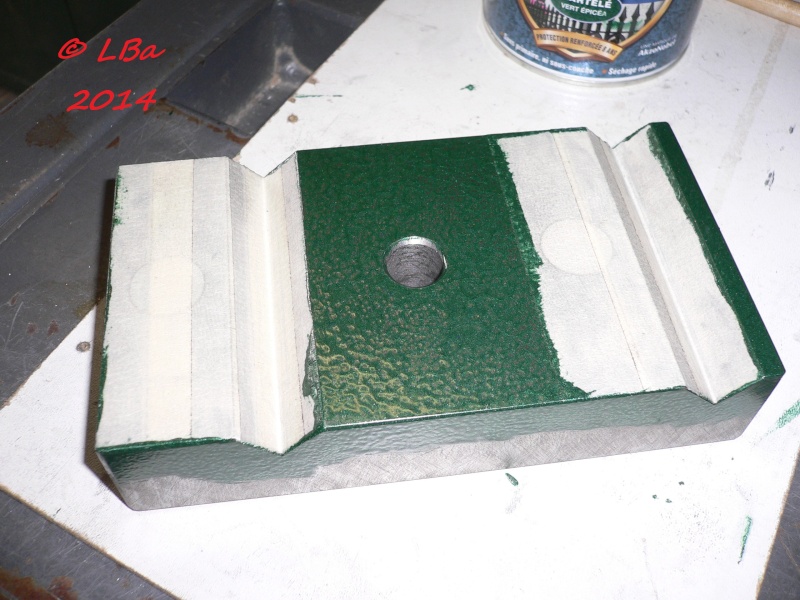
mise en peinture de celle-ci
![]() Par
papy-lba
Par
papy-lba
La semelle support de lunette est usinée à partir de ce débit en fonte
débit à recouper en longueur et dresser le bout
le banc du tour est à double prismatique, le semelle comporteras donc deux rainures
ces rainures sont inclinées à 45 ° par rapport à la face
pour effectuer l'usinage, j'ai incliné la tète de la fraiseuse à 45°
réglage de la tète au comparateur après un petit cacul trigonométrique afin de savoir l'amplitude
du comparateur, suivant un déplacement de la table en X donné
l'index de l'inclinaison de la tète n'est pas juste !
début de l'usinage de la première rainure
afin de savoir à qu'elle profondeur l'usiner, petit cacul suivant pythagore
premier contrôle de la profondeur de la rainure
Après plusieurs passes d'usinage je doit etre à la profondeur téhorique
nouveau contrôle
j'ai alors contrôlé la rainure avec un prisme du banc du tour et me suis apperçu
d'un petit défaut d'angle
je n'ai pas été assez précis lorsque j'ai réglé l'inclinaison de la tète, j'ai repris celui-ci
j'ai diminué l'inclinaison
la différence de réglage est visible lors de la première passe, par rapport au trait vert
j'enlève de la matière coté flèche bleu et pas coté flèche rouge
la reprise d'usinage de la rainure est terminée
Bouton de manœuvre des vis de pompes
![]() Par
papy-lba
Par
papy-lba
Les boutons de manoeuvre des vis de pompes sont usinés dans du rond laiton de ø 25 mm
j'ai commencé par un épaulement de ø 16 mm
controle de l'ajustement avec le corps de la lunette
puis usiné une rainure dans laquelle se logera une vis à téton
perçage pour la tète de la vis de commande de la pompe
essais de la tète de vis
Aprés retournement de la pièce :

blanchiement du ø extérieur et usinage d'un épaulement
ébauche de la forme de la tète du bouton
finition de la tète du bouton coté vis
un p'tit moletage pour une meilleur préhension du bouton
et un p'tit congé arrondi pour le visuel
ce congé, je l'ai usiné en manoeuvrant les manivelles du transversal et du petit chariot simultanément
le transversal en avançant, le petit chariot en reculant

un ensemble bouton/vis/pompe usiné
l'ensemble en place sur le corps de lunette

les trois boutons usinés

les trois ensembles pompe/vis/bouton pré-assemblé
les ensembles pompes/vis/bouton en place sur le corps de lunette
![]() Par
papy-lba
Par
papy-lba
La caractéristique de ces vis est qu'elles ont un pas à gauche
je les ai usiné dans du rond de ø 8 mm de mauvaise qualité géométrique, il n'était pas rond mais ovale de quelques dixièmes
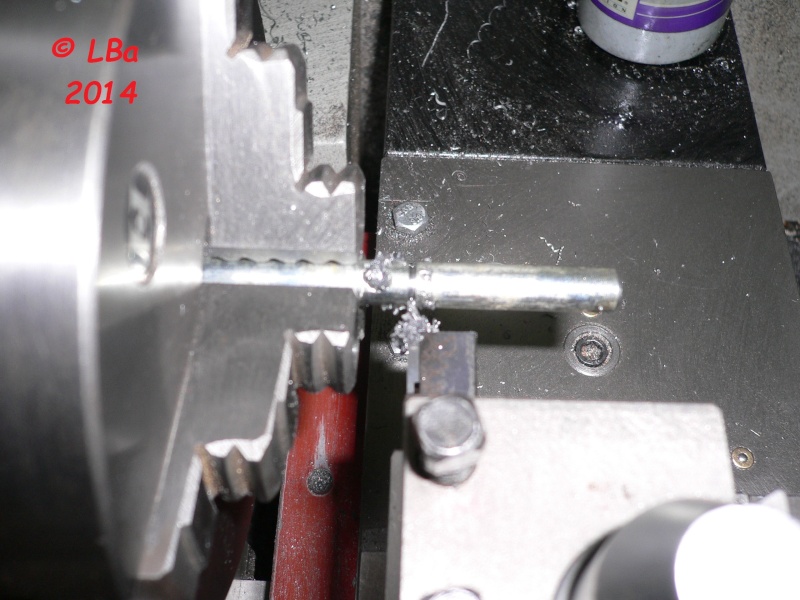
j'ai commencé par une rainure d'engagement pour l'outil à fileter
le faisant avec une lame pour usiner les cerclips, j'ai fais deux passes
élargissement de la rainure, sa profondeur est légèrement supérieur à celle du filetage
commencement du filetage
le pas étant à gauche, l'outil se déplace du mandrin vers la contre pointe
la rainure permet la prise de passe de l'outil sans etre en pleine matière
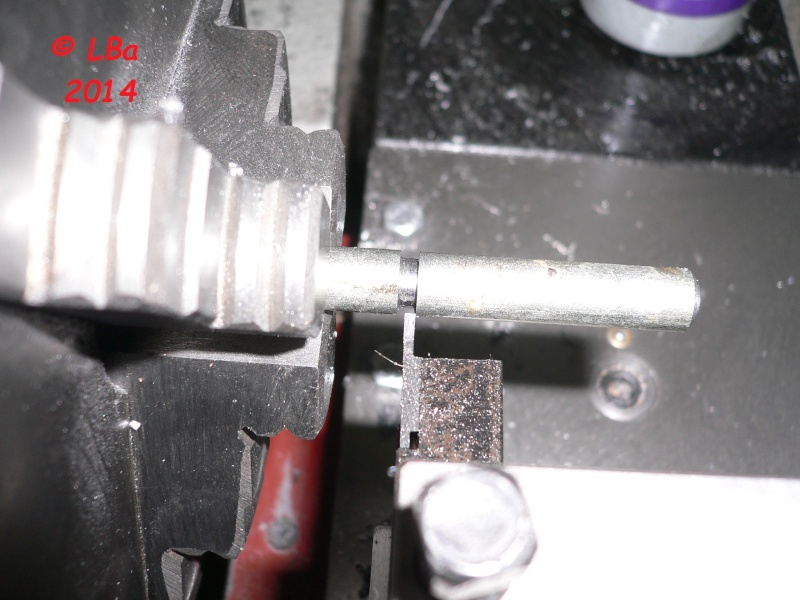
passe de 1/10 de profondeur, un jolie copeau c'est déroulé

continuation du filetage

et toujours le mème déroulé de copeaux
le filetage à gauche de 8*125 est terminé
vérification de la vis et de la pompe
![]() Par
papy-lba
Par
papy-lba
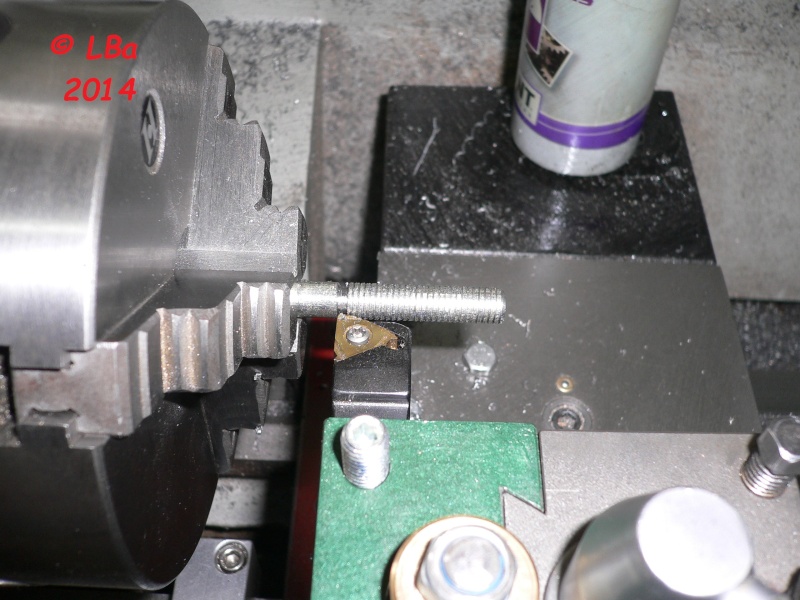
Le déplacement des touches de maintien de la pièce à usiner, se fera par vis et pompe
les vis seront avec un pas à gauche
les pompes sont usinées à partir de ceci :

c'est de l'étiré calibré de ø 16 mm
Prise en mandrin, dressage de la face et :

perçage à ø 6,8 mm avant taraudage
taraudage à 8*125 pas à gauche
demi-tour de la pièce, mise à longueur et :

contre perçage au ø 9 mm sur une profondeur de 15 mm
Pour l'instant l'usinage des pompes est terminé, il me restera une rainure à faire !
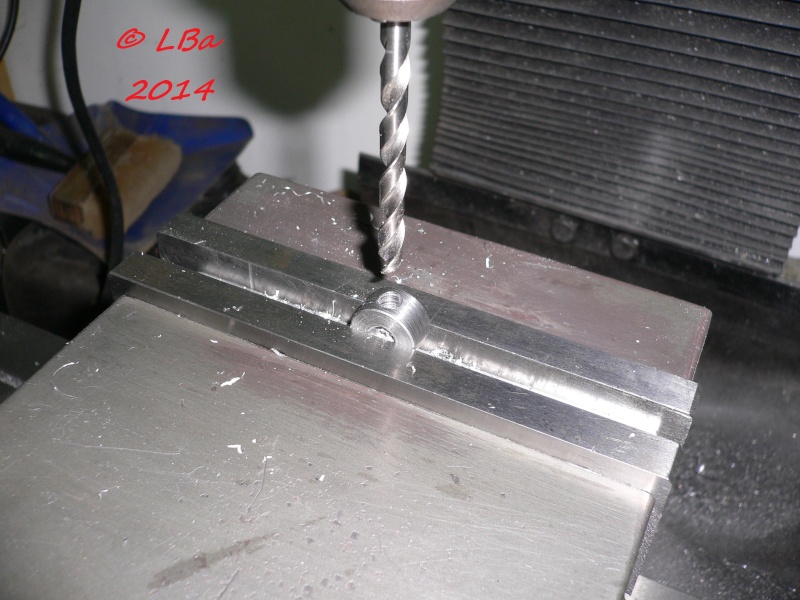
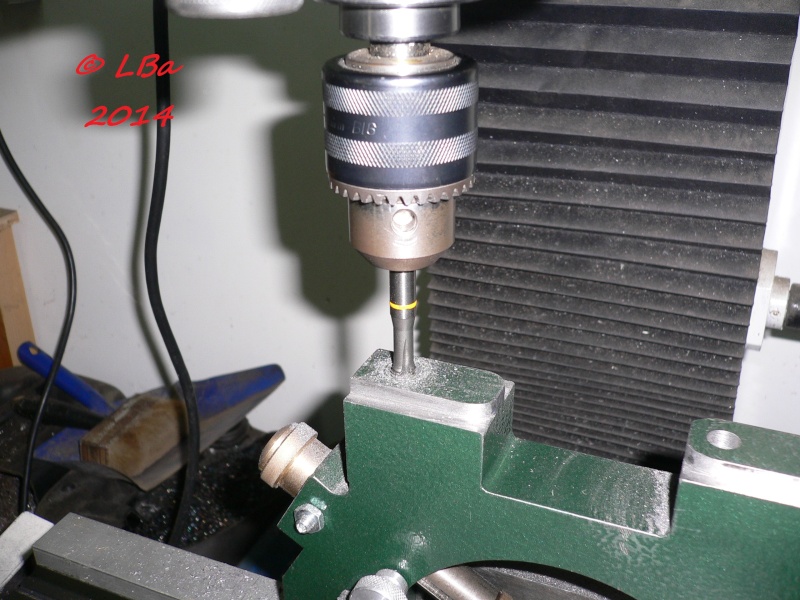
Bon l'usinage des rainures est réalisé : Résumé en image
la rainure fait 4 mm de large sur 35 mm de long

perçage de deux trous (profondeur 3 mm) d'entre-axe de 35 mm
début du fraisage de la rainure avec une fraise de ø 4 mm
la rainure est usinée à la profondeur de 3 mm

les pompes rainurées en place dans le corps de la lunette
USINAGE des POINTES de TOUCHE
elles sont usinées à partir de rond laiton de ø 20 mm

usinage d'un épaulement de ø du contre perçage de la pompe, soit 9 mm
débit à la scie à ruban

la touche étant montée à serre dans la pompe, montage de la touche à la presse

l'ébauche de la touche est montée sur le corps de la pompe
reprise de l'ensemble dans le mandrin du tour
mise à longueur et usinage du ø extérieur
Après inclinaison du petit chariot :
usinage conique de la pointe de la touche

début de l'usinage conique
l'usinage conique est terminé

les trois pompes sont terminées en usinage et équipées de leur touche
Assemblage pièce inférieur / supérieur
![]() Par
papy-lba
Par
papy-lba
Afin d'assembler les 2 pièces, j'ai :
dégraissé le centreur coté vis fermeture
dégraissage coté tenon rotation
dégraissage arrondi avant finition à la lime
Sur la pièce inférieur, j'ai repris les deux rainures à la fraise scie, y'avais un problème à l'ouverture
reprise d'une rainure
et de la deuxième rainure
l'arrondi de la piéce supèrieur étant ébauché, j'ai assemblé les 2 piéces, maintenu fermées par un serre
joint, afin de percer le trou de l'axe de rotation

perçage au ø 6 mm pour l'axe de rotation
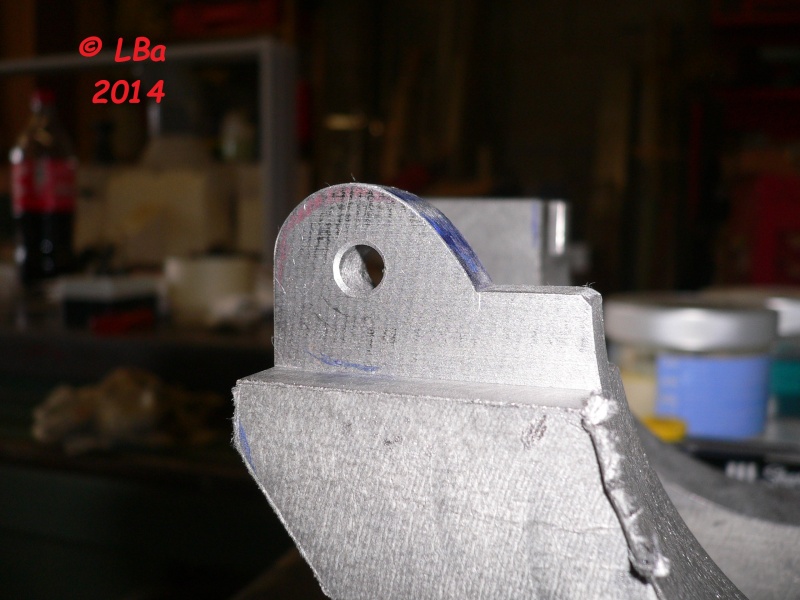
détail de la forme du tenon coté articulation
détail de l'articulation après ajustage à la lime
autre vue de l'articulation, il a fallu que j'arrondisse l'angle de la pièce inférieur afin que cela fonctionne
Tout ceci étant fait, j'ai monté les deux piéces sur la table de la fraiseuse :

et les ai centré par rapport à la broche
et ré-alésé les deux pièces (j'avais un décalage de quelques dixiémes )
le ré-alésage est terminé
![]() Par
papy-lba
Par
papy-lba
La pièce est usiné à partir d'un brut (usiné) de fonte, de méme dimension que la
pièce inférieur
j'ai procédé comme pour la piéce inférieur
traçage de la forme de la piéce
aprés perçage, d'un ø 6mm, pour le centrage de la piéce sur le plateau tournant,mise en place de
la piéce sur le plateau, et méme procédure que pour la piéce inférieur
perçage de ø5 tangents
aprés casse du morceau:

alésage au ø de 120 mm
Après ceci, reprise de la pièce dans l'étau et :
fraisage d'un épaulement coté droit de la pièce
mème usinage de l'autre coté afin d'obtenir un tenon
puis au tour du coté gauche de la pièce :

un coté

et l'autre coté usiné
retournement de la pièce dans l'étau et :
perçage en milieu de pièce (en X et Y)
ce sera le passage de la pompe de la touche verticale
perçage à un ø supérieur
dernier perçage à 15,75 avant alésage à 16 mm

passage d'un alésoir machine de 16 mm
Alors :

j'ai encore percé des trous tangentiels
après quelques coups de scie à métaux :
pré-assemblage des deux pièces pour une petite visualisation
montage de la pièce supérieur dans l'étau et :

fraisage des épaulements de chaque coté du passage de la pompe verticale
fraisage d'un plat, du coté ou se trouvera, la vis de fermeture de la lunette

perçage de la fermeture
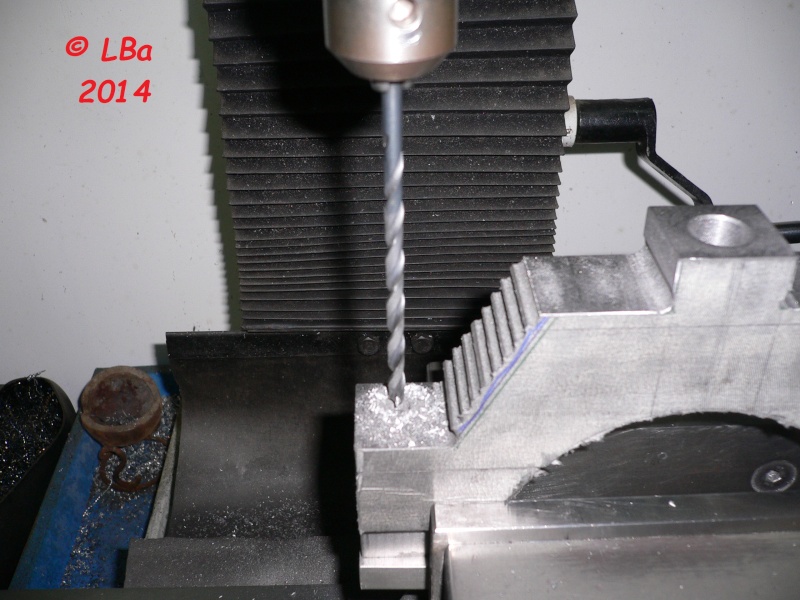
étant trop court en forèt, j'au du passer en série longue
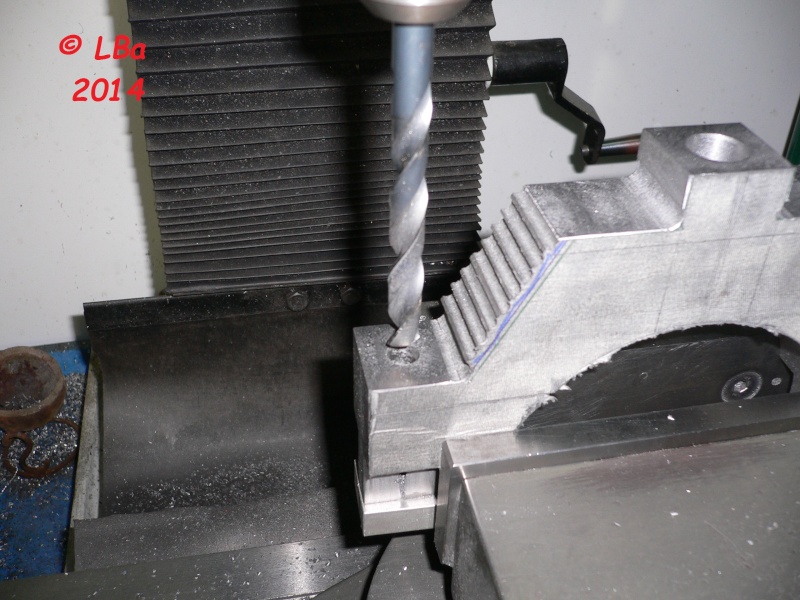
perçage final au ø de 10
Aprés montage du plateau circulaire en position vertical :

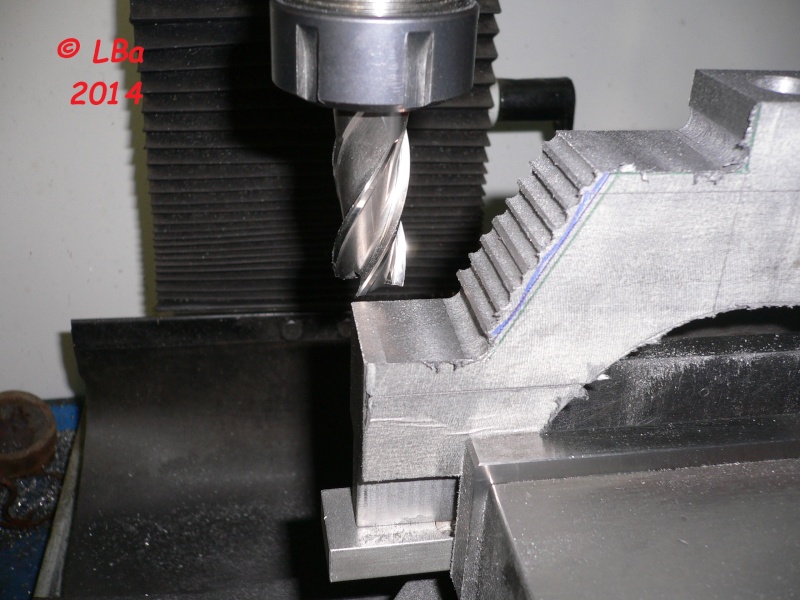
fraisage du pan incliné coté vis fermeture
l'usinage vu de près
fraisage d'une rainure rejoingnant le trou de vis de fermeture
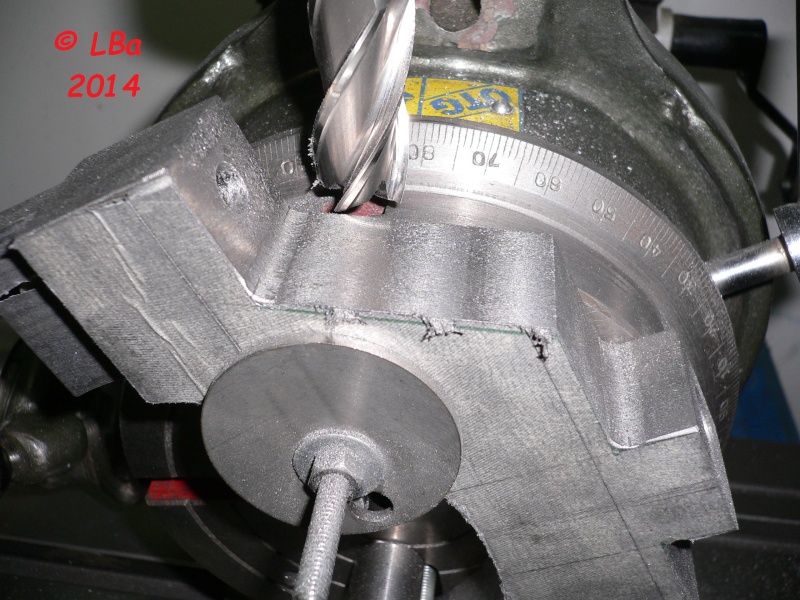
début du fraisage du pan incliné coté articulation
finition du dit plan incliné
Perçage/taraudage de deux M6
le premier immobilisera en translation le bouton de manoeuvre mais pas en rotation
le second guidera la pompe dans son mouvement de translation et l'immobilisera en rotation
la pièce serré dans l'étau :

perçage du premier trou au ø de 5 mm

taraudage à M6

perçage du second trou au ø de 5 mm

taraudage à M6
Après mise en place de l'ensemble bouton/vis/pompe et des deux vis M6, essais de fonctionnement:

pompe entièrement rentrée

pompe entièrement sortie
ma reprise d'usinage du bouton a été bénéfique, j'ai un fonctionnement sans point dur
la pièce étant fini d'usinée, je l'ai mise en peinture
première couche de vert martelé !
![]() Par
papy-lba
Par
papy-lba
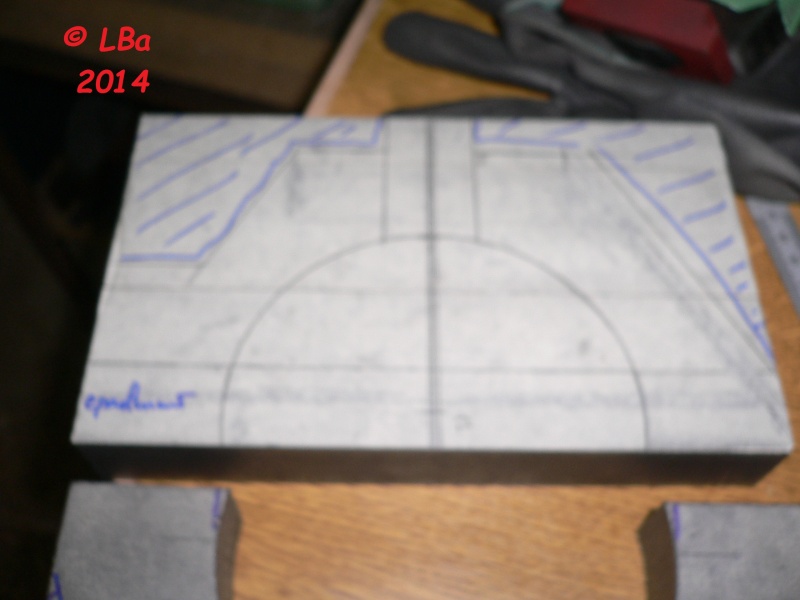
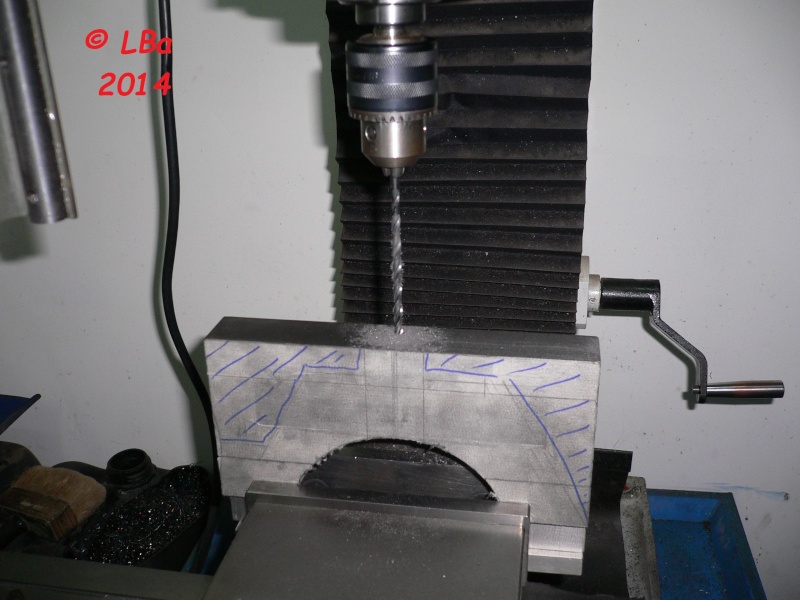
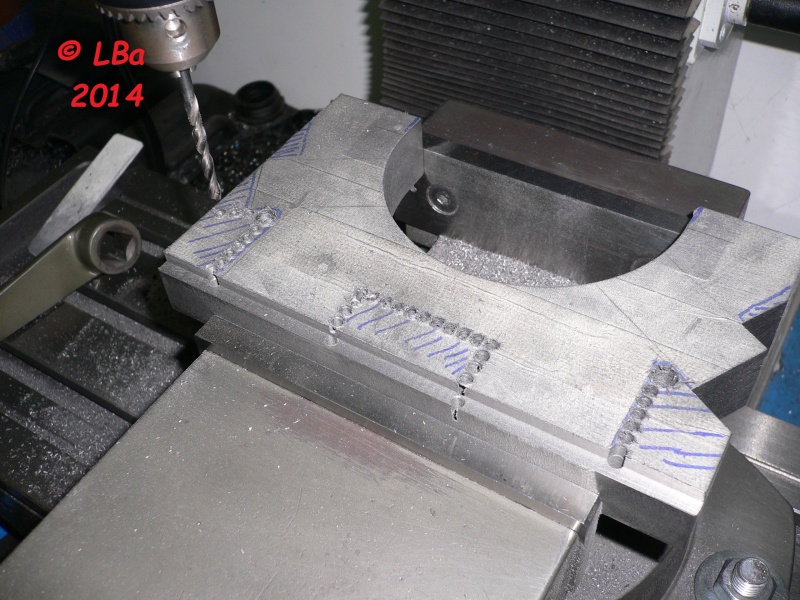
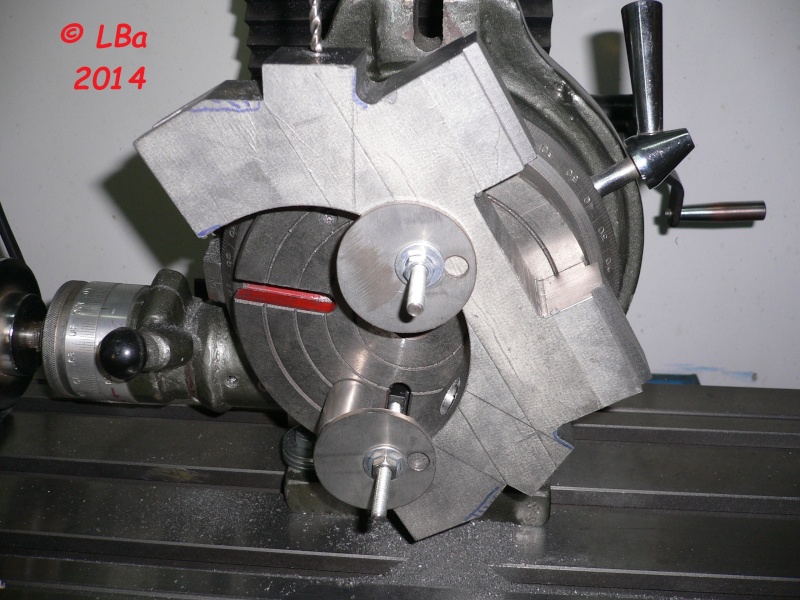
J'ai commencé par tracer le contour de la pièce
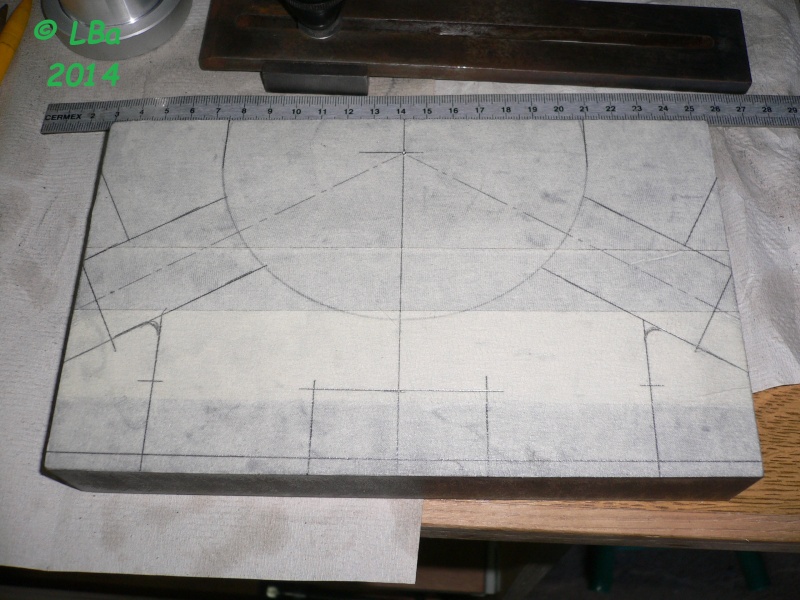
le tracé est effectué
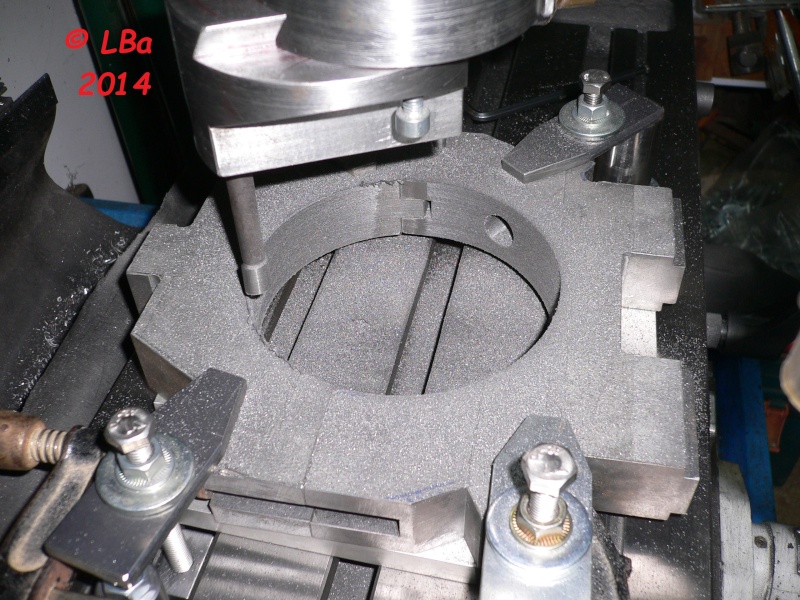
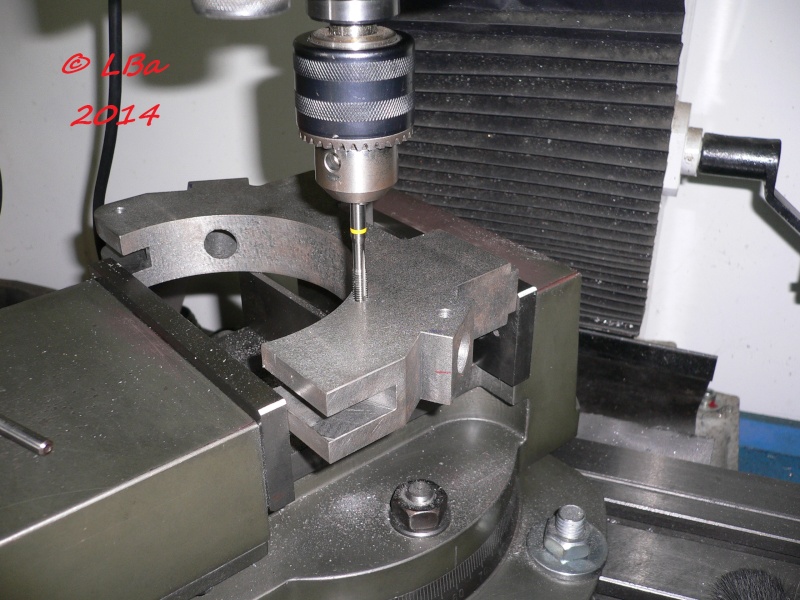
Après perçage d'un Ø 6 mm au centre de la portion de cercle tracé, mise en place de la piéce
sur le plateau circulaire. (celui-ci a été positionné sur la table de la fraiseuse et dégauchi au préalable)

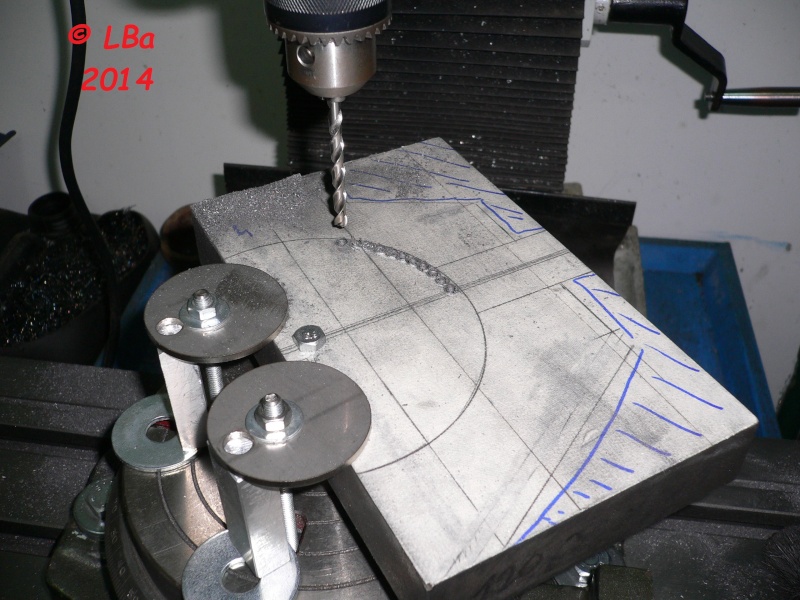
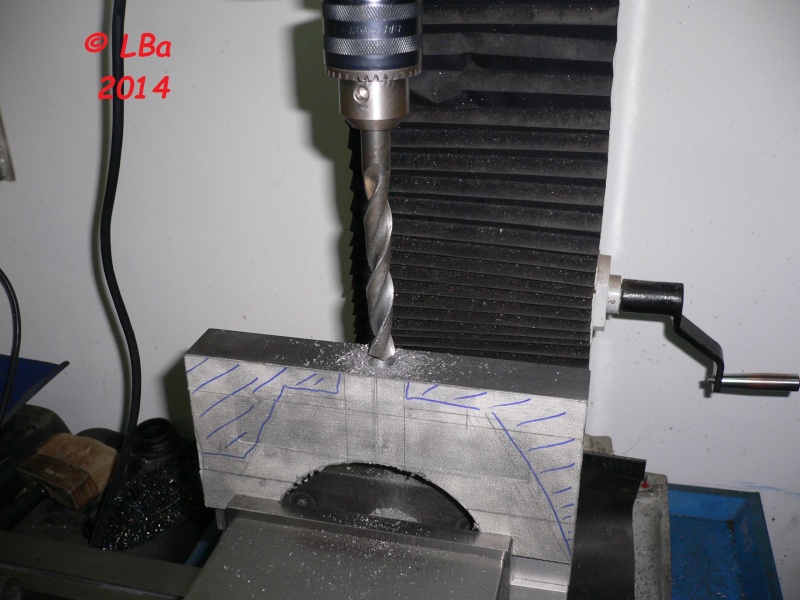
la pièce étant posé sur les deux entretoises de calage, centré sur le plateau par
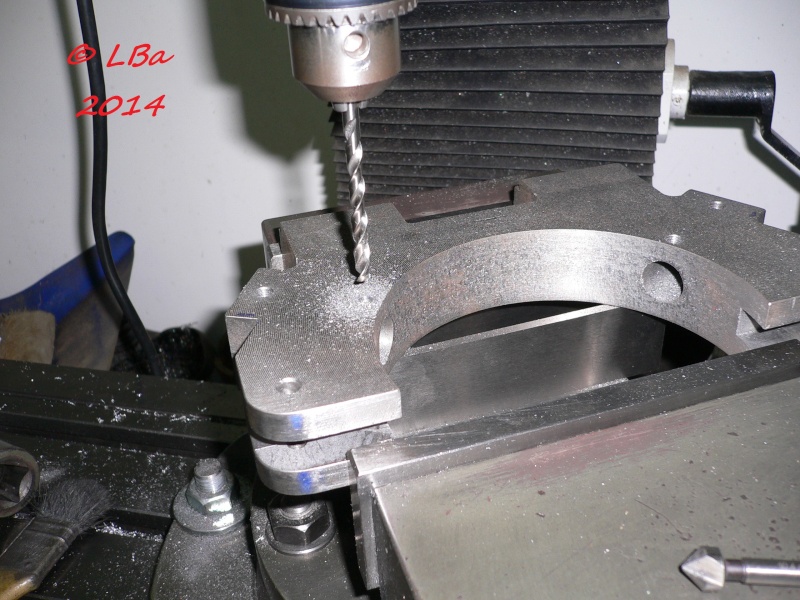
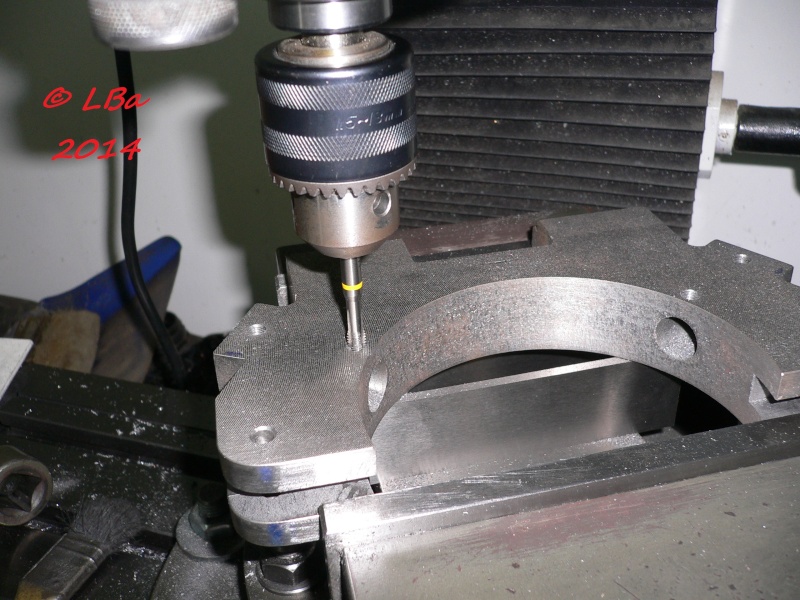
l'intermèdiaire du cône et bridée, j'ai percé des ø5 tangents
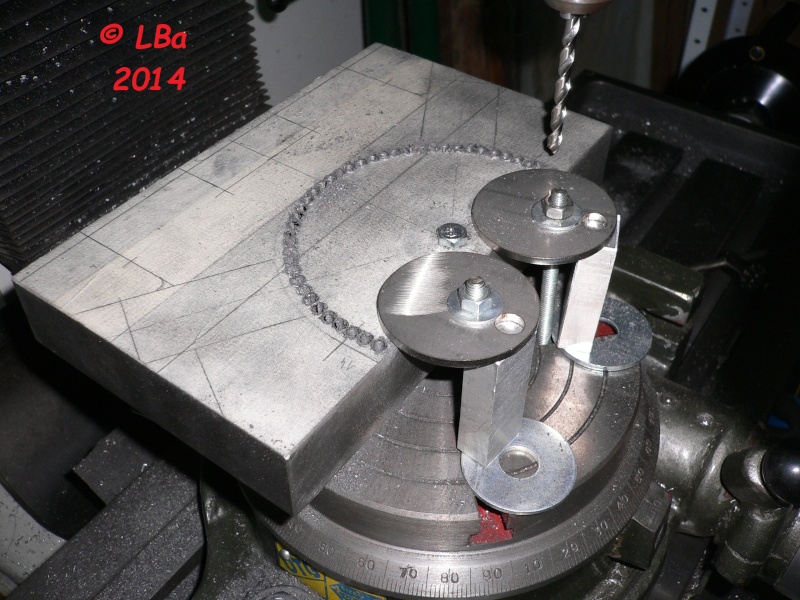
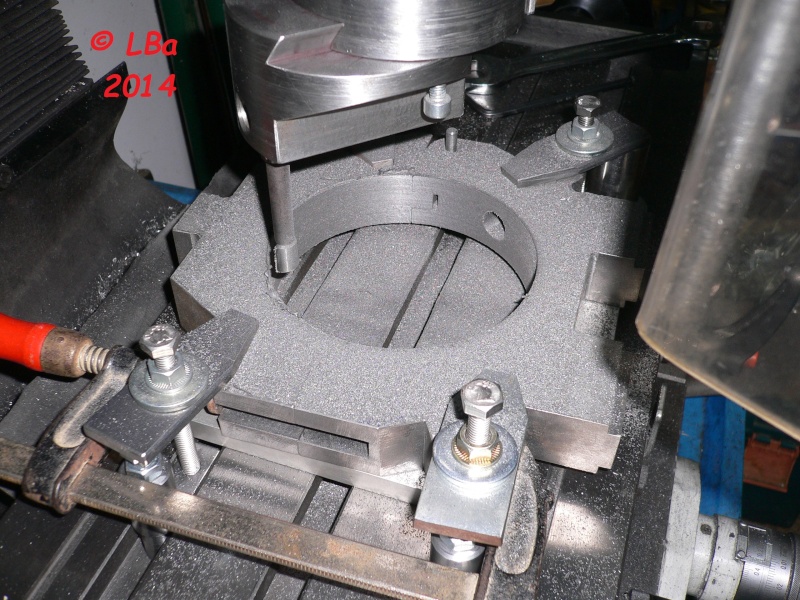
les ø5 étant percés, unp'tit coup de scie à métaux sur le départ du cercle, j'ai cassé le morceau
sans le moindre mal
le demi cercle est cassé!
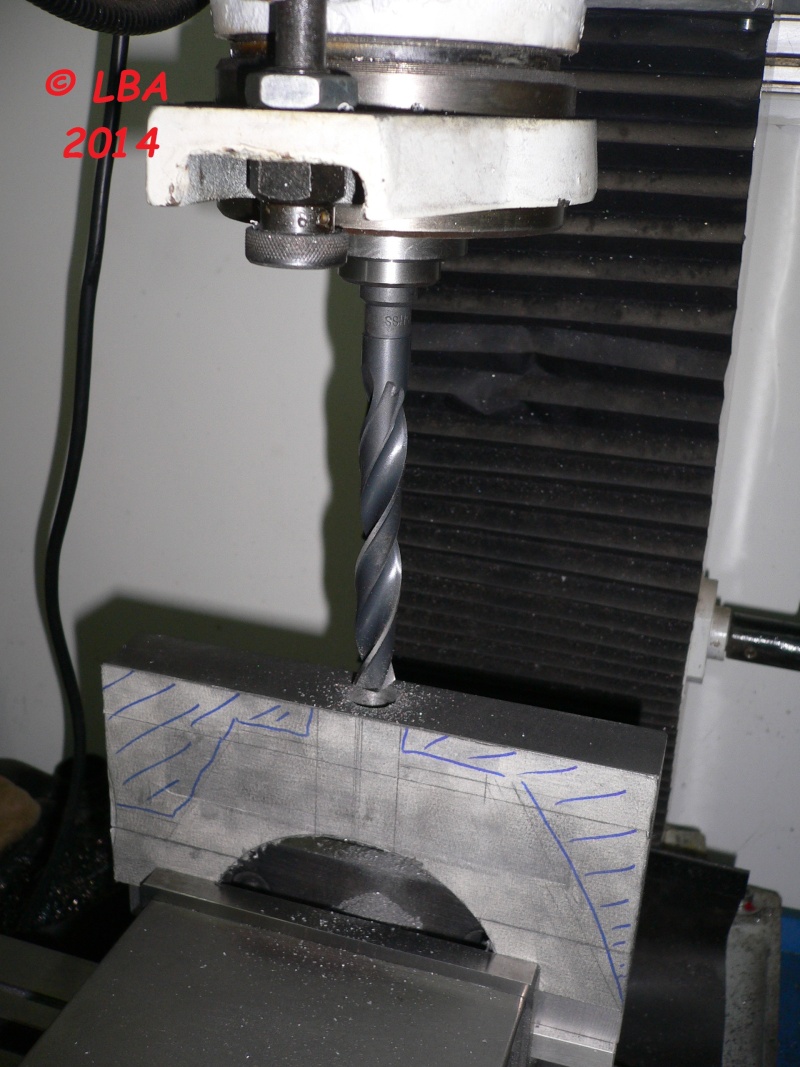
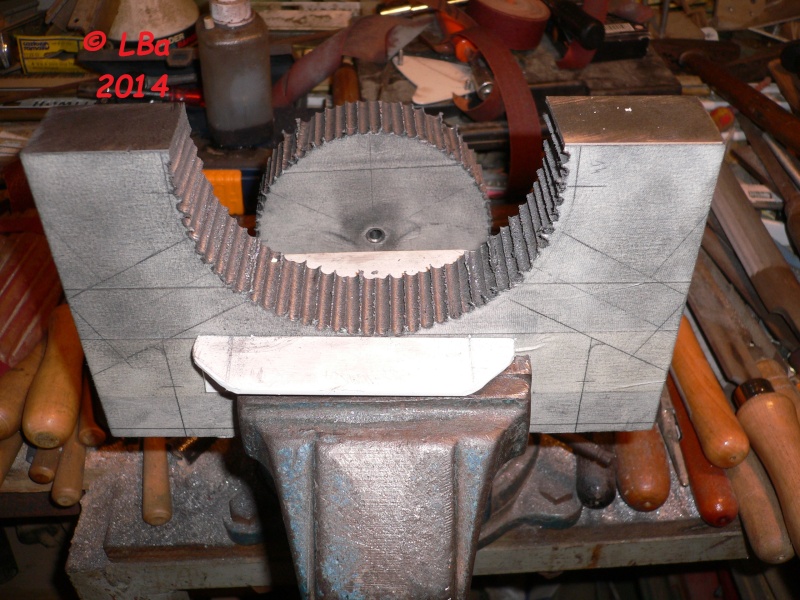
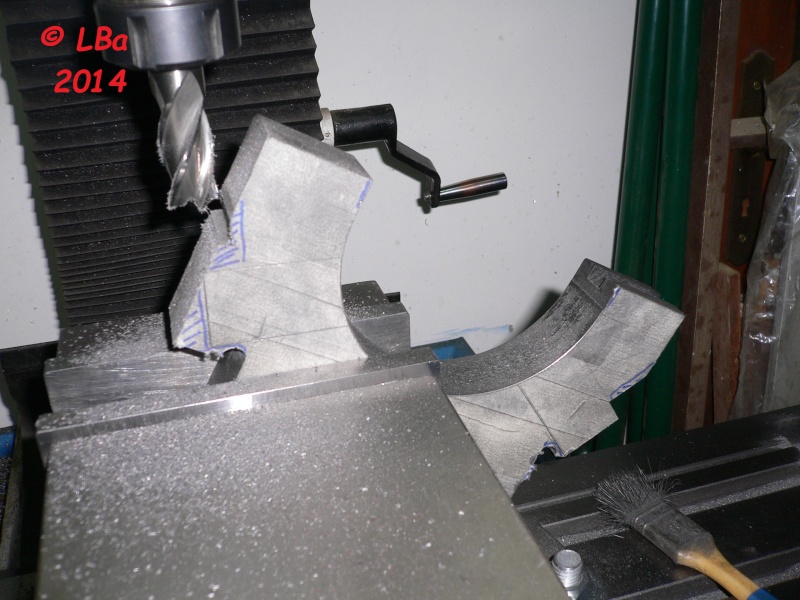
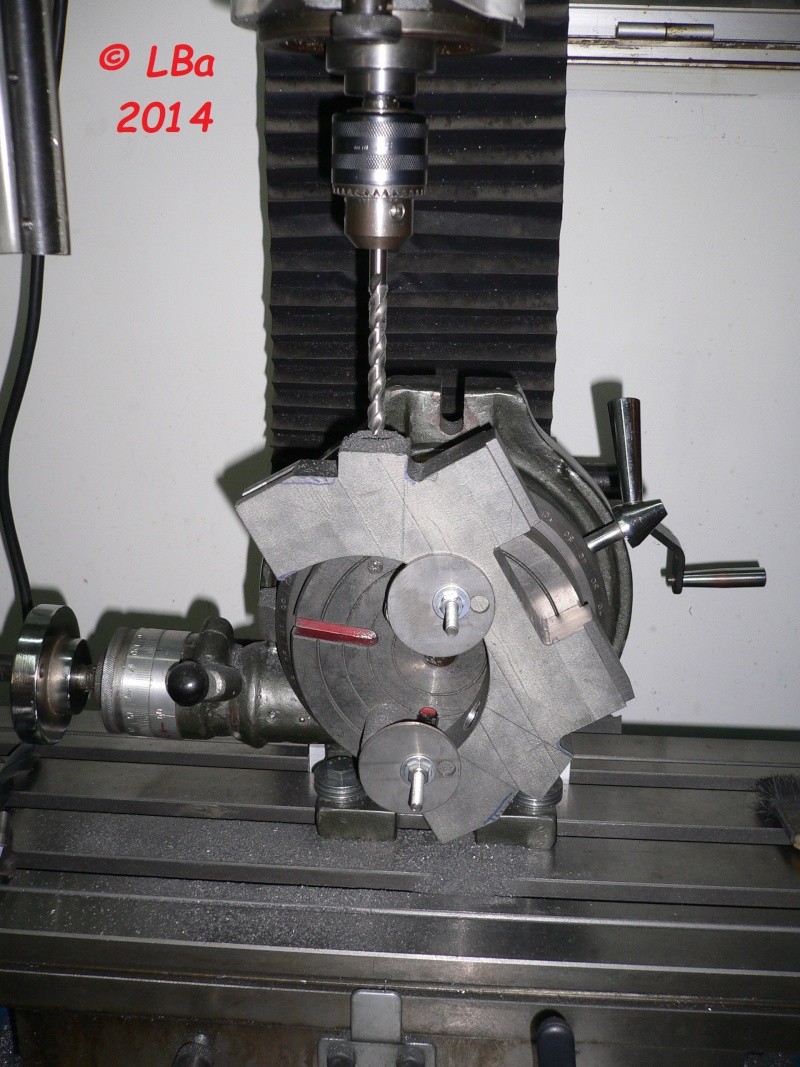
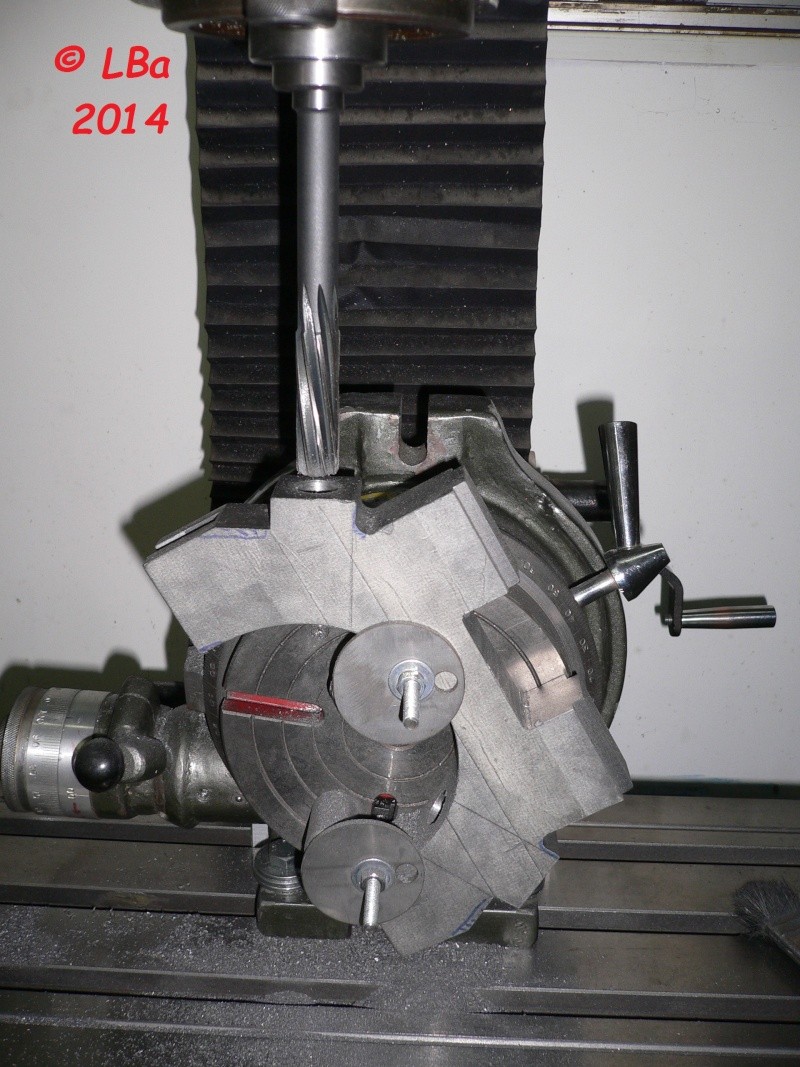
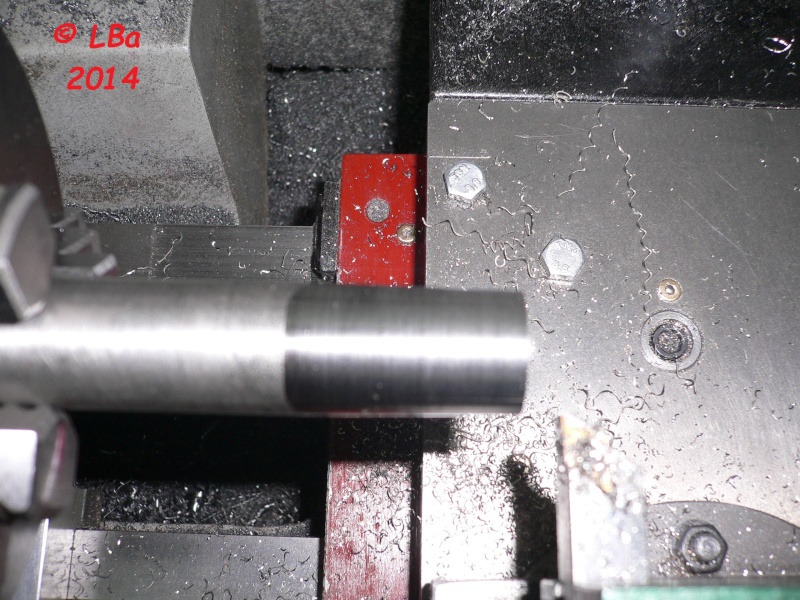
Puis montage de la piéce, directement sur la table de la fraiseuse
la pièce en place, bridée, centrage de la téte à alésé sur la pièce
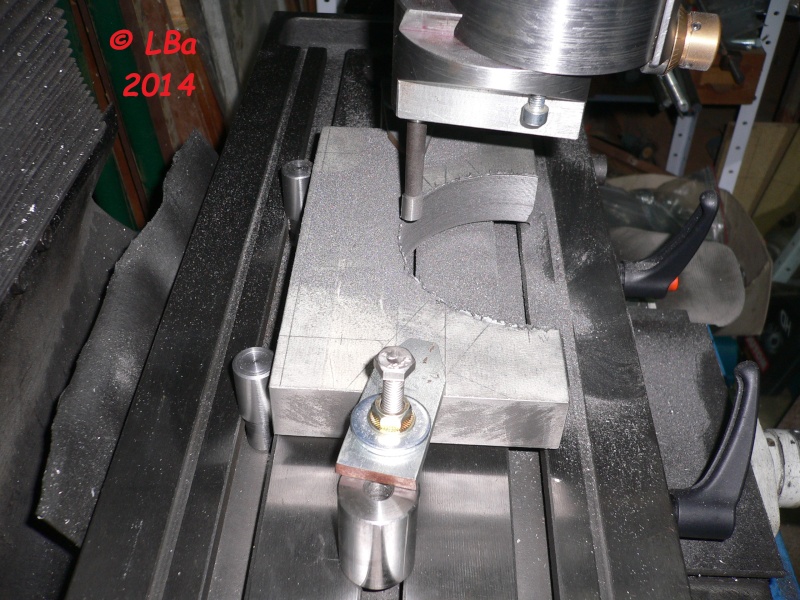
alésage de la forme en cour, à noter que l'arrière de la piéce est en appui sur des cales
emmanchées dans une des rainures de la table
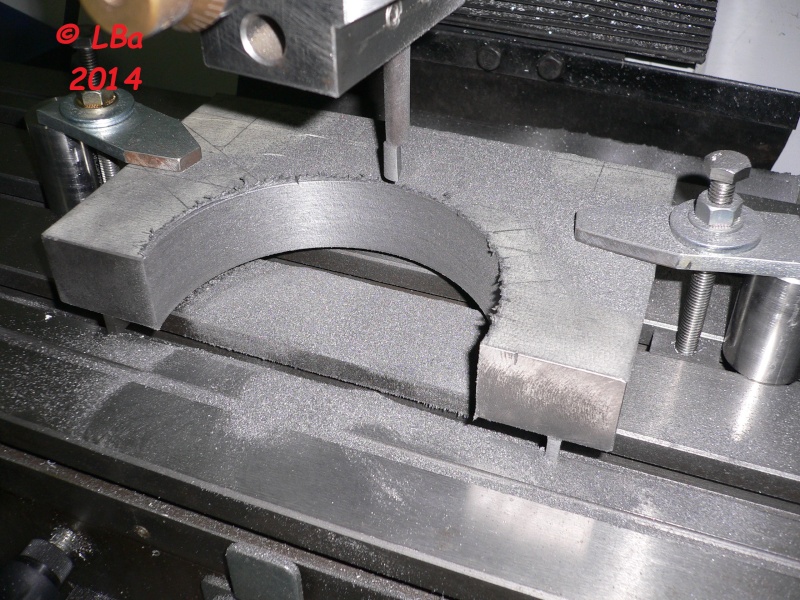
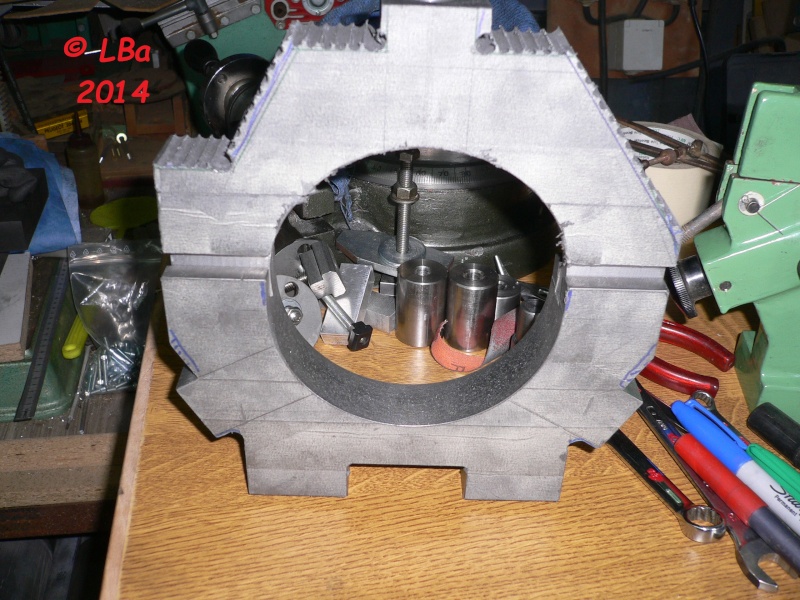
l'alésage est réalisé au Ø de 120 mm
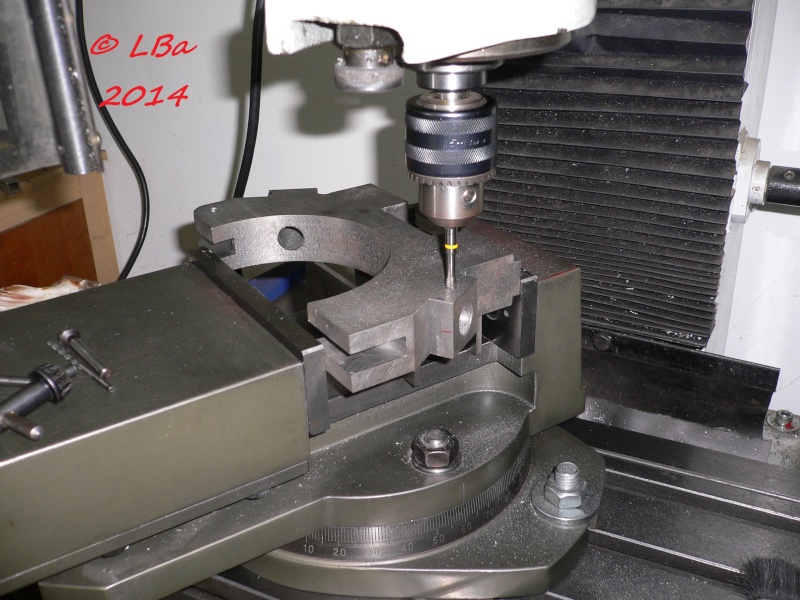
Ceci étant réalisé,et après remontage de l'étau sur la table de la fraiseuse :
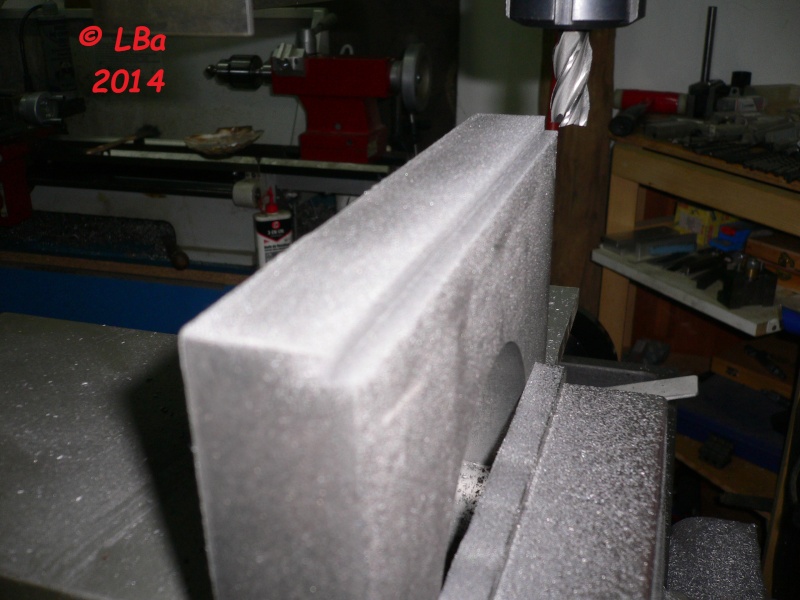
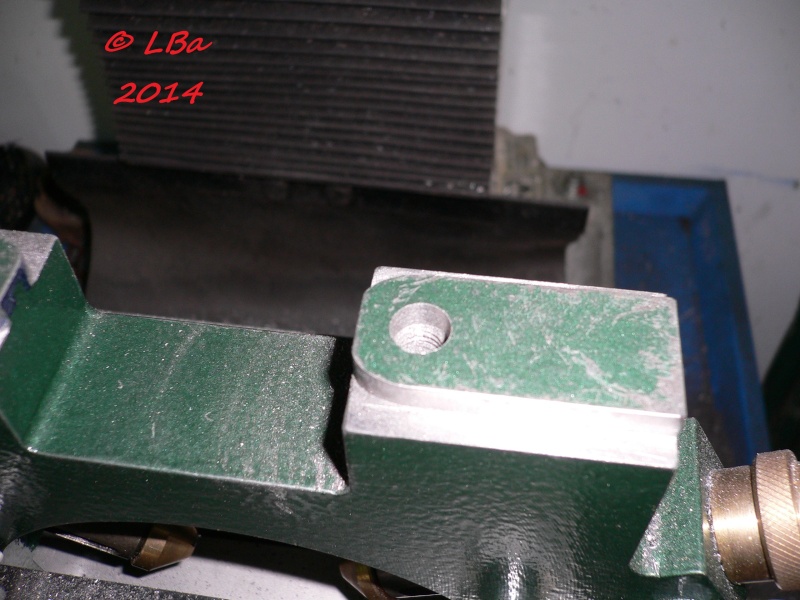
j'ai fraisé un épaulement, qui servira de centrage sur la semelle (qui elle reposera sur le banc
du tour)
ici premier coté

et là le second coté
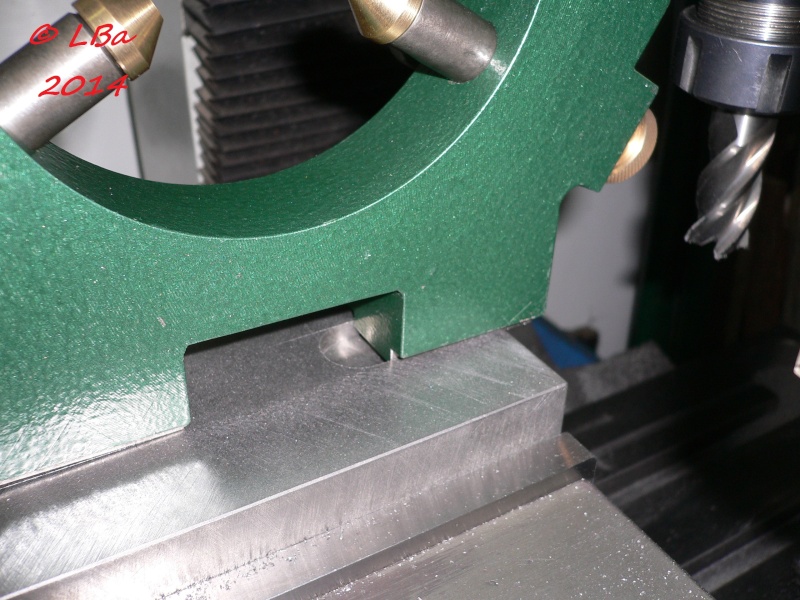
ensuite, j'ai fraisé deux rainures dans lesquelles viendra la partie supèrieur en étant centrée

début de fraisage de la rainure coté droit de la pièce

la rainure coté droit est usinée
et le coté gauche
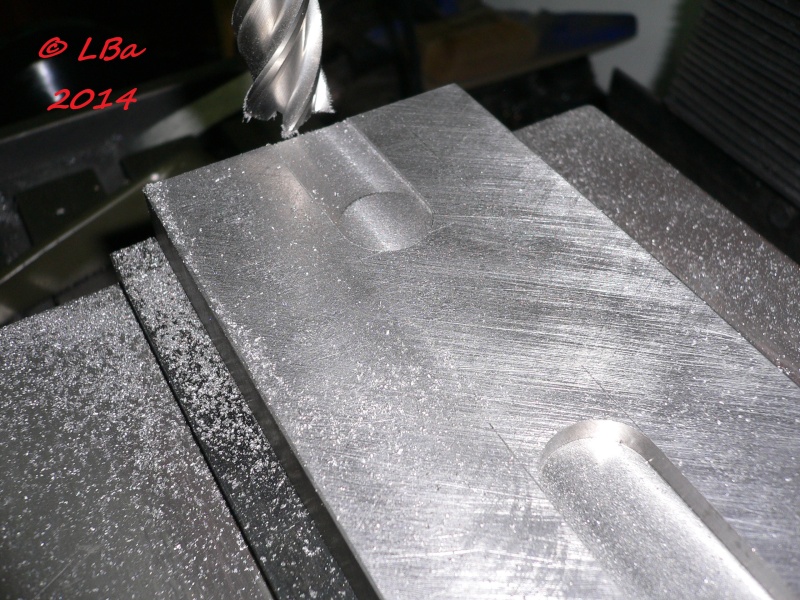
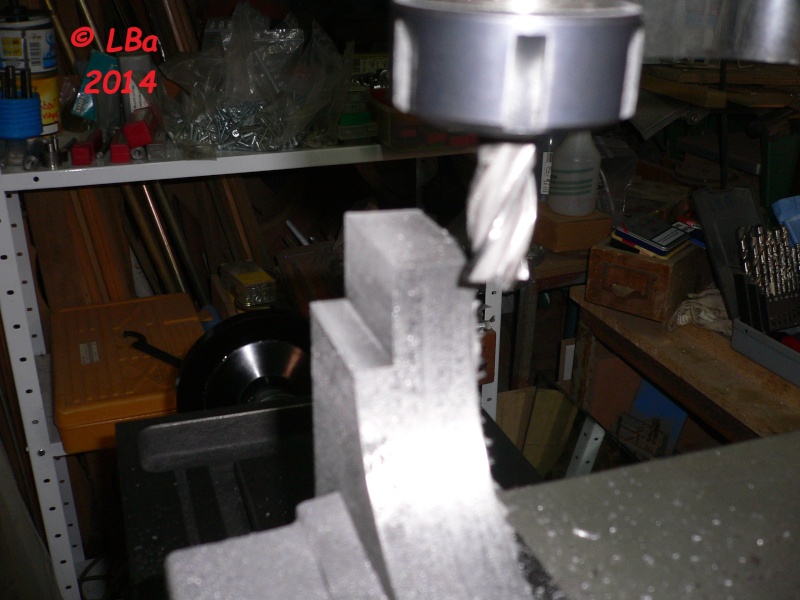
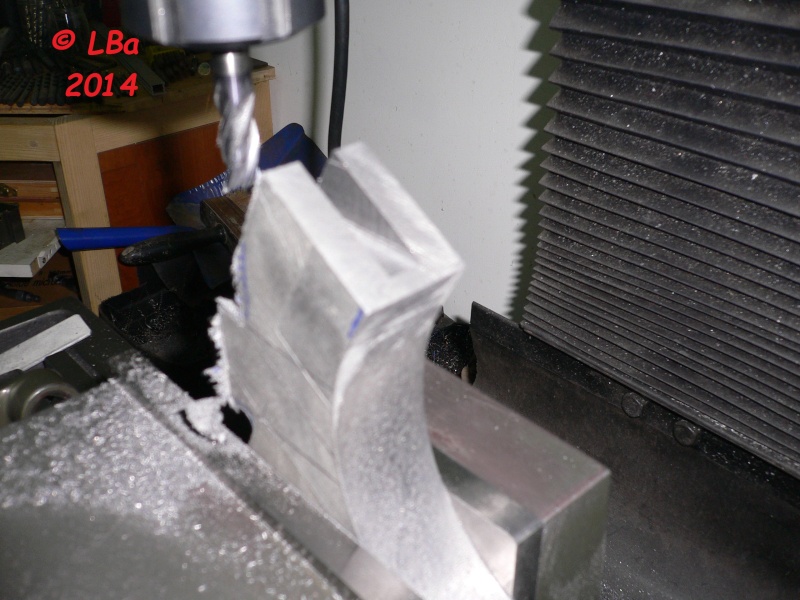
Puis j'ai commencé le fraisage, de la forme extérieur, d'abord le coté droit

et pour aller plus vite, là ou il y a beaucoup de matiére à enlever,
j'ai percé des trous tangents, un coup de scie et les ai enlevés
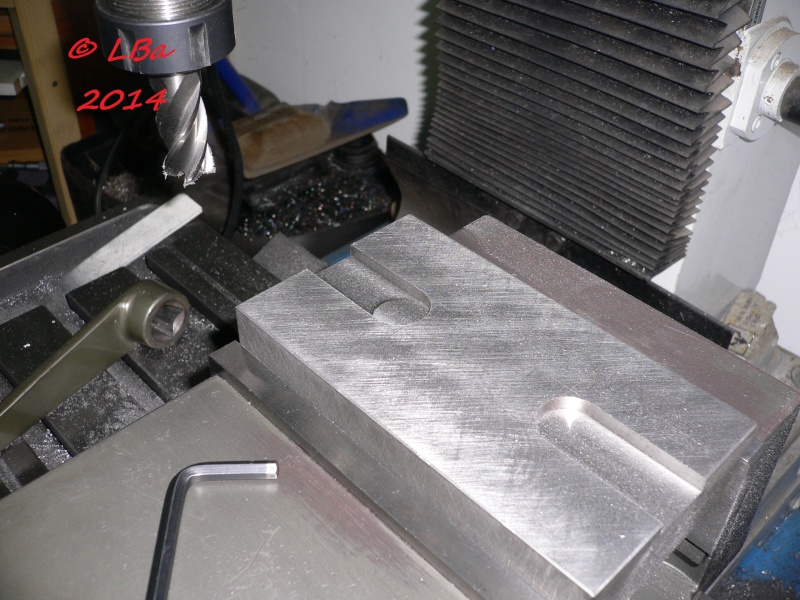
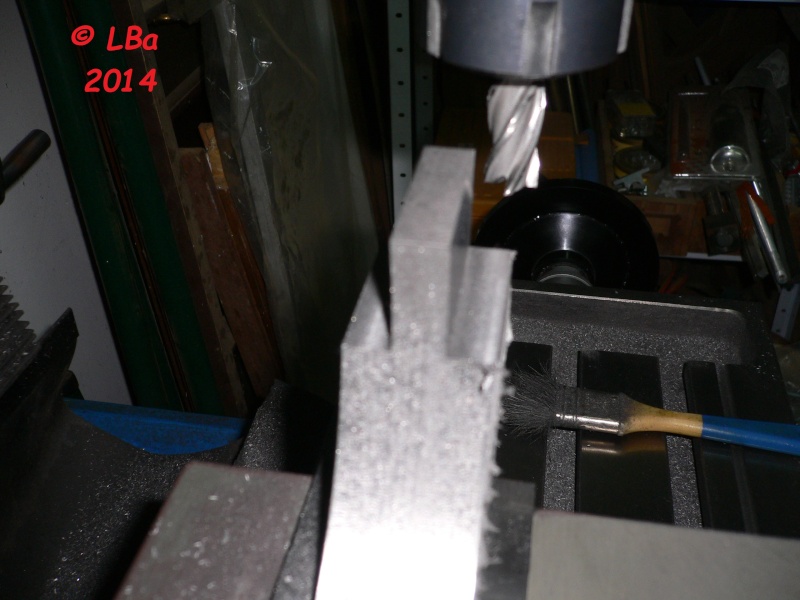
fraisage d'épaulement coté gauche de la pièce
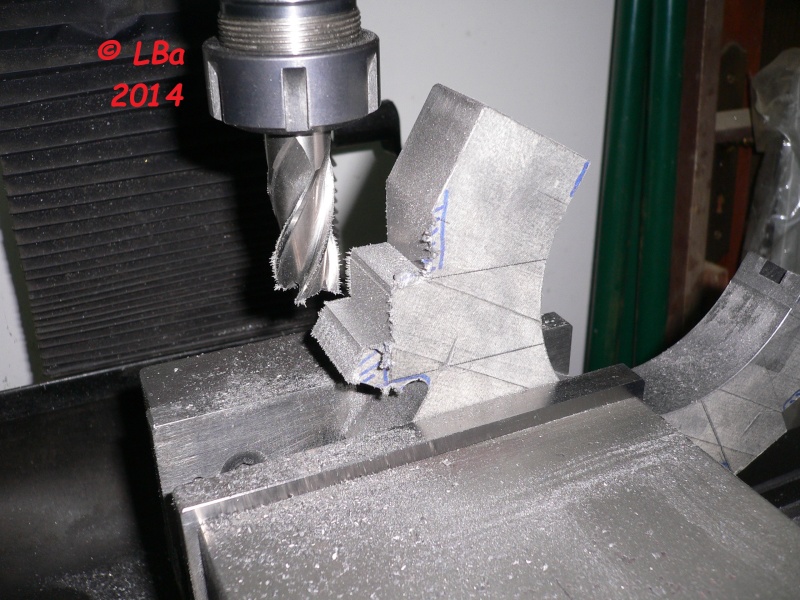
un autre en cours d'usinage

et là la fin de l'usinage
Aprés pivotement de la pièce :

fraisage de l'encoche pour le passage d'une clef

dressage de la face de l'épaulement

l'autre coté réalisé
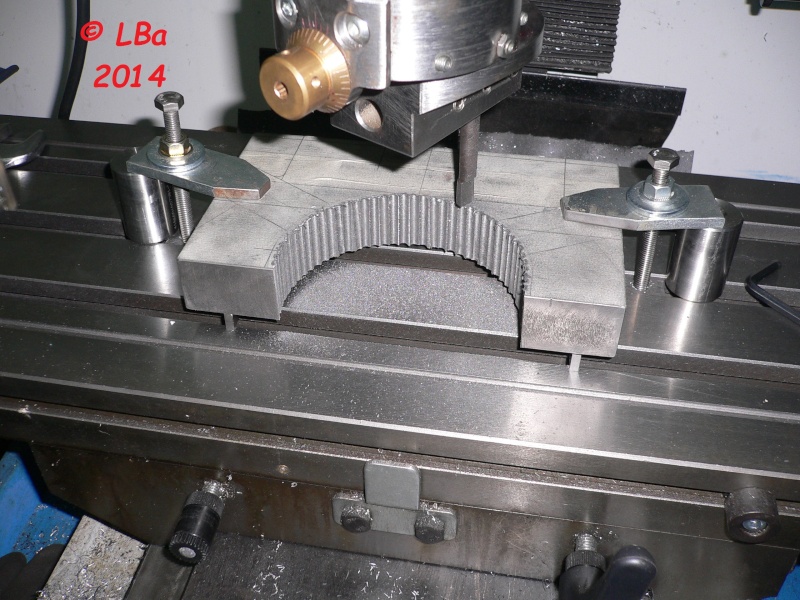
La forme ext de le pièce inférieur est ébauchée :
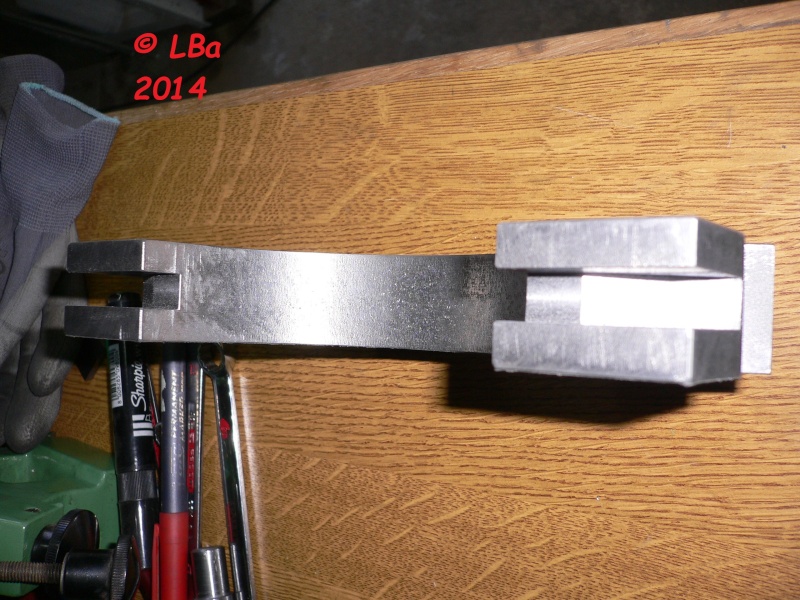

Maintenant, il me faut percer les deux passage de pompe inférieur
Pour ce faire, montage du plateau circulaire en position vertical sur la fraiseuse
bridage de la pièce sur le plateau et dégauchissage de la position du premier trou :
dégauchissage du plat à l'orizontale (l'usinage ayant été réalisé à 120° par rapport à la vertical)
aprés centrage, perçage au ø 6 mm

contre perçage du trou au ø 10 mm
contre perçage à 14 mm
et enfin contre perçage au ø 15,75 mm
et alésage à 16 mm à l'alésoir machine
Aprés pivotement de la pièce de 120° :

dégauchissage du second plat à l'horizontale
aprés centrage, perçage du second trou
contre perçage à 15,75 mm
alésage à 16 mm

le passage des deux pompes est réalisé
Comme pour la pièce supèrieur,je fais deux M6 par trou de pompe
l'un pour immobiliser en translation le bouton de manoeuvre tout en le laissant libre en rotation
l'autre pour guider la pompe en translation tout en l'immobilisant en rotation
La pièce maintenue dans l'étau, inclinaison de celui-ci à 60° et affinage du réglage au comparateur :

réglage de la position

perçage au ø de 5 mm
taraudage à M6
après déplacement de la table en longitudinal

second perçage au ø de 5 mm
et taraudage à M6
re-inclinaison de l'étau pour faire les taraudages de l'autre pompe

réglage au comparateur du positionnement de la pièce

perçage du premier trou au ø de 5 mm

taraudage du dis trou à M6
déplacement en longitudinal et :
perçage à 5 mm du second trou
et dernier taraudage à M6
Préparation en vue de l'usinage des piéces
![]() Par
papy-lba
Par
papy-lba
Pour réaliser certains usinage de la partie inférieur et supérieur, je vais me servir de mon plateau tournant
et pour ce faire, il me faut une piéce cônique (cône mors n°1) de centrage
je commence donc par usiner cette pièce

je règle l'inclinaison du petit chariot du tour au bon angle (d'aprés un modèle déja réalisé)
début de l'usinage cônique
le cône est usiné

vérification du cône avec une douille
le cône mis de longueur, perçage/taraudage d'un M6, j'ai usiné deux cales de la longueur de l'épaulement
du cône, je vais pouvoir usiner .
Lunette fixe pour tour d'établi S-6125C
![]() Par
papy-lba
Par
papy-lba
Préambule :
actuellement, pour mon tour, j'ai cette lunette fixe :

Le problème que je rencontre est le Ø de passage, il est de 60 mm
Ayant une pièce de Ø 80 mm à usiner,je suis dans le vent !
Donc je vais me réaliser une lunette avec un passage de Ø 100 mm
Pour la réalisation, je vais m'inspirer de celle en ma possetion et m'adapter au brut de matière que je vais trouver
la partie principale sera en fonte, chez RC machines, j'ai acheté deux plaques de fonte de 200*120*30 mm
comme ceci :

Le corps de la lunette sera en 3 parties à savoir :
- une semelle qui reposera, et sera fixé sur le banc du tour
- une partie inférieur (comprenant les deux touches basse)fixé sur la semelle
- une partie supérieur (comprenant une touche) articulé sur la partie inférieur permettant
une ouverture de la lunette, pour une facilité de passage des pièces
La bonne surprise, à la réception de la matière première est que celle-ci est écrouté (pré-usiné)
la surcote des dimensions est de l'ordre de 5/10 de mm