
Le réglage de la profondeur de passe est réalisé par déplacement de la meule via une
vis au pas de 100
Descriptif en image du systéme
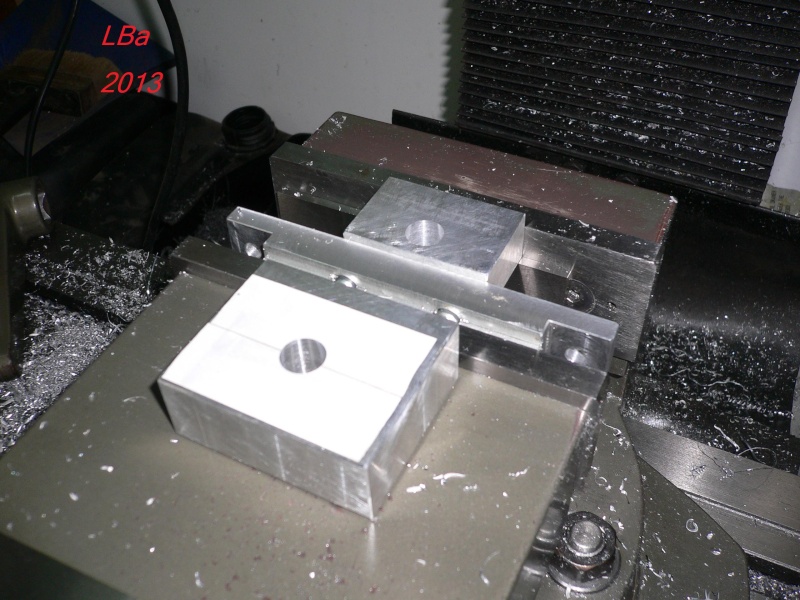
Réalisation d'un méplat en alu pour relier les deux supports de coulisses
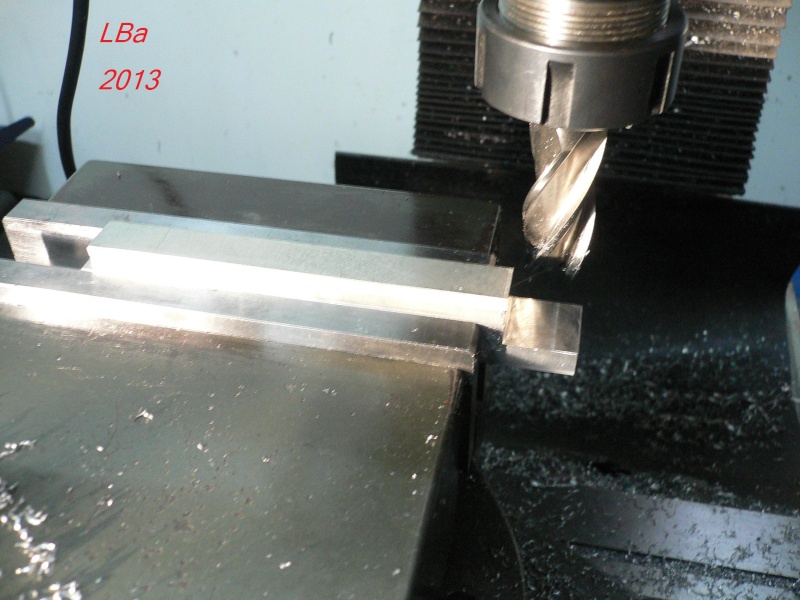
fraisage d'un épaulement à chaque extrémité du méplat alu

perçage de deux trous pour l'assemblage avec les supports coulisses
perçage de deux trous pour l'assemblage avec le support écrou

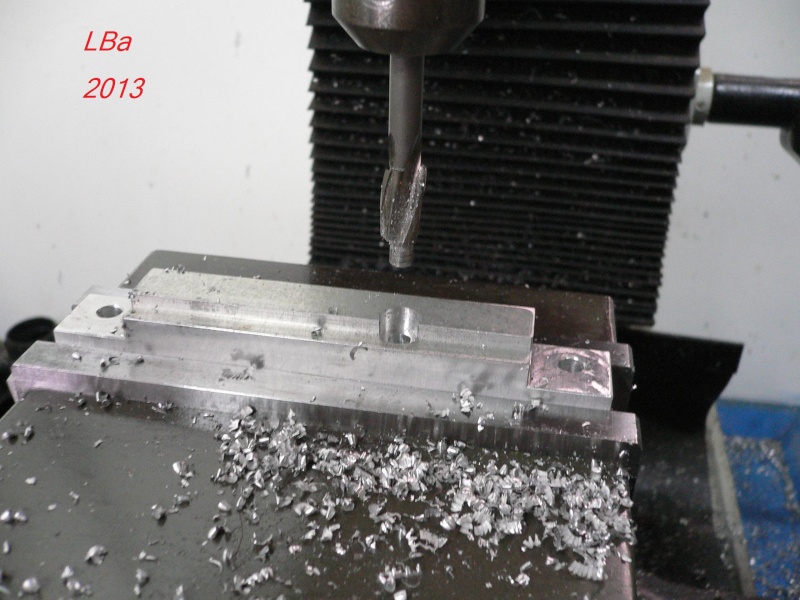
lamage des trous pour noyer les tétes de vis d'assemblage
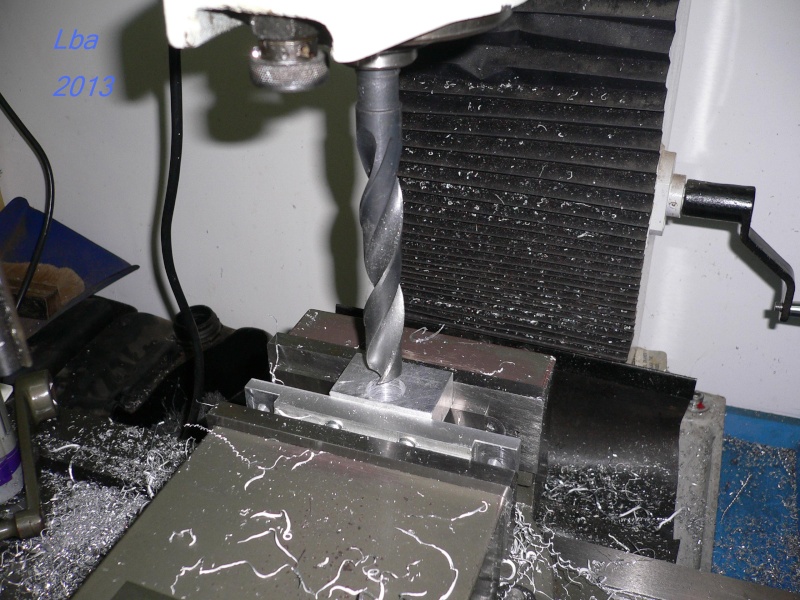
dans un autre morceau d'alu (dans lequel viendra un écrou en laiton)
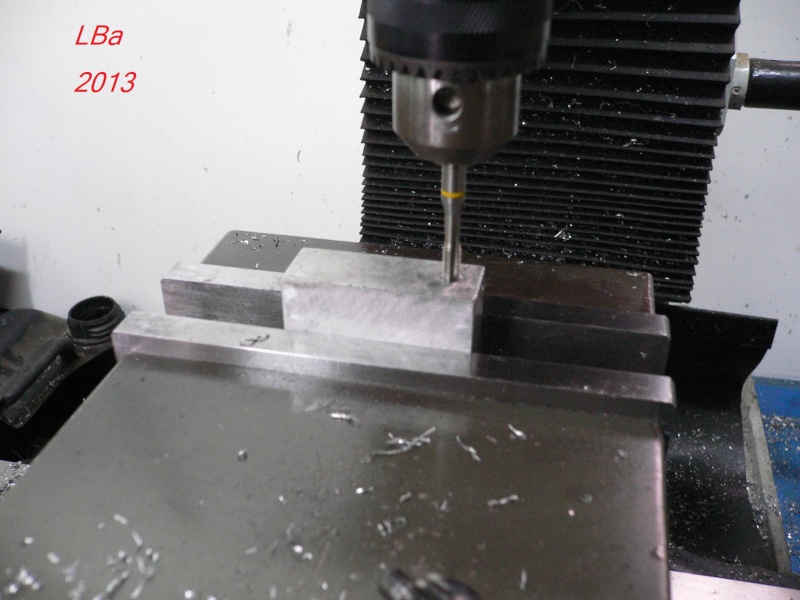
perçage/taraudage de deux M5

méme opération pour le deuxiéme trou
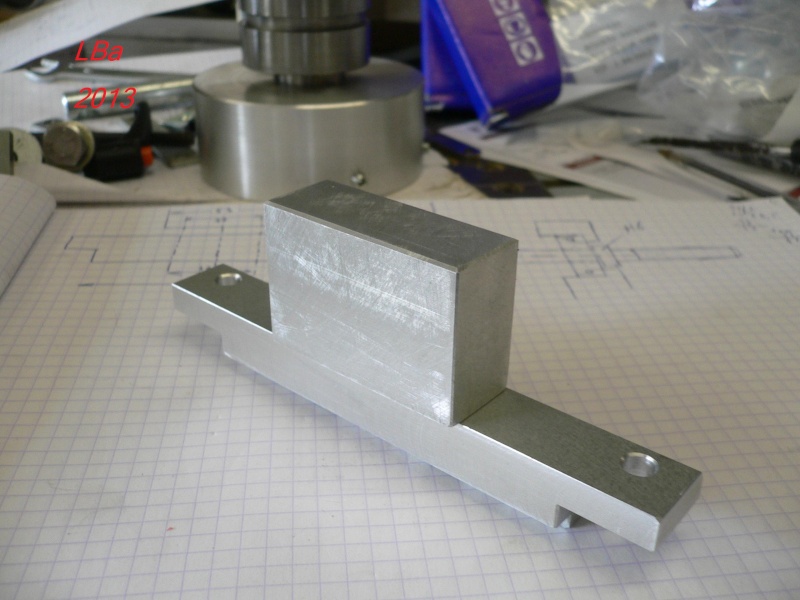
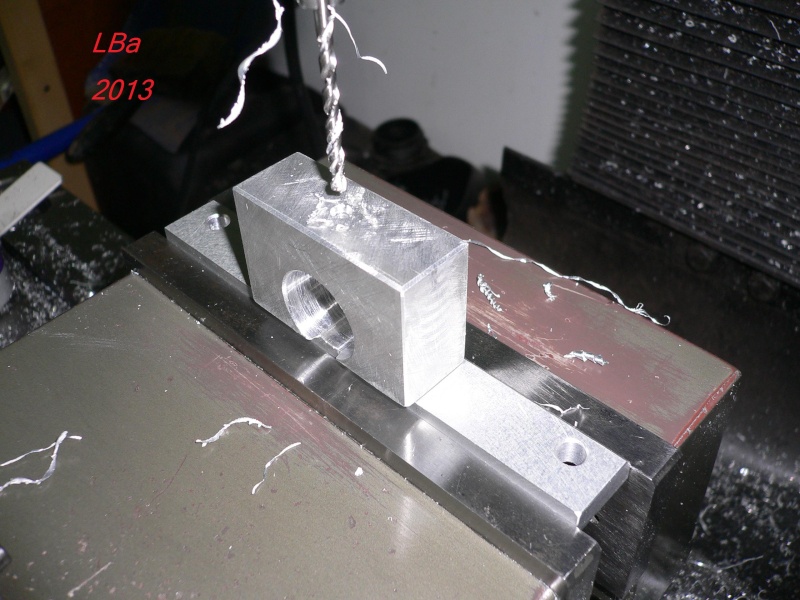
les deux piéces assemblées
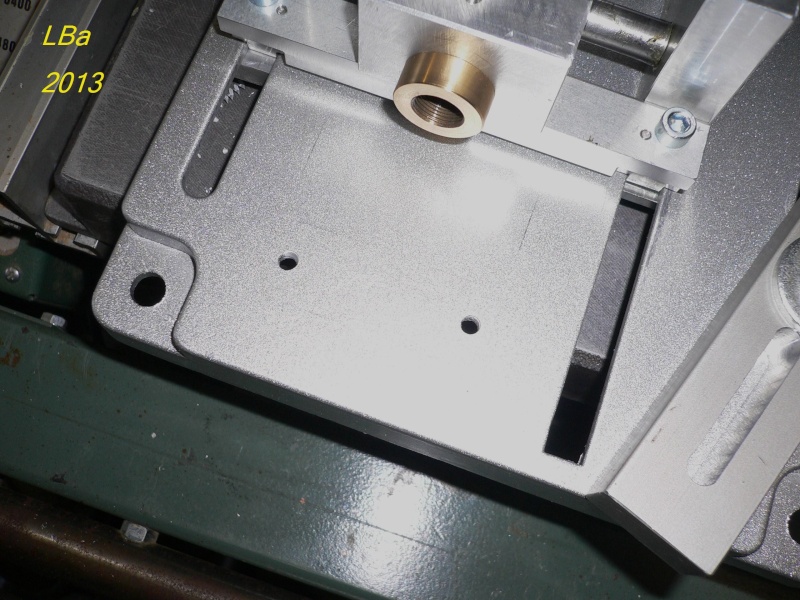
piéce en place sur le support de coulisse pour visualisation/controle
reste un alésage à réaliser afin de recevoir l'écrou en laiton
L'écrou laiton sera taraudé à M14 pas de 100 et ceci pour avoir un déplacement de l'ordre de 2/100 iéme

usinage extérieur de l'écrou à partir d'un jet de 25 mm en laiton
Reprise de l'écrou pour :

perçage à 13 mm avant taraudage

taraudage de l'écrou à l'aide de tarauds M14*100
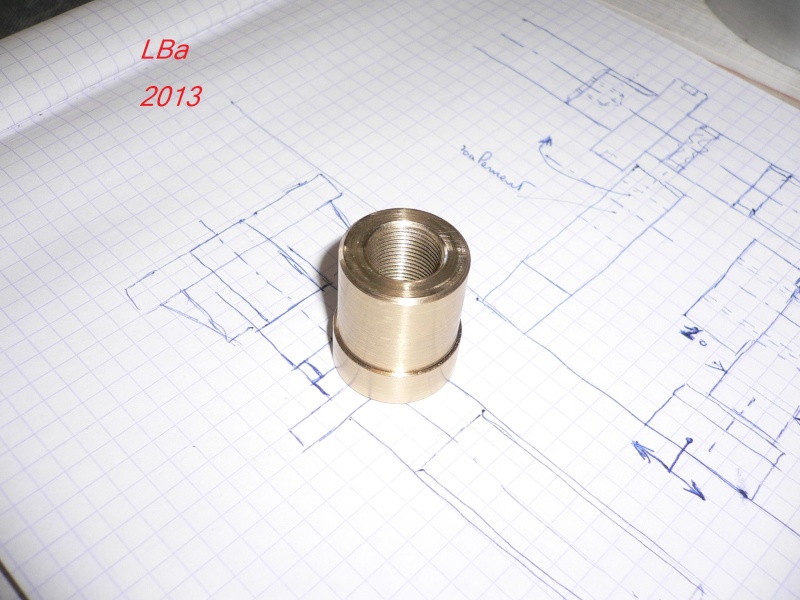
l'écrou est usiné
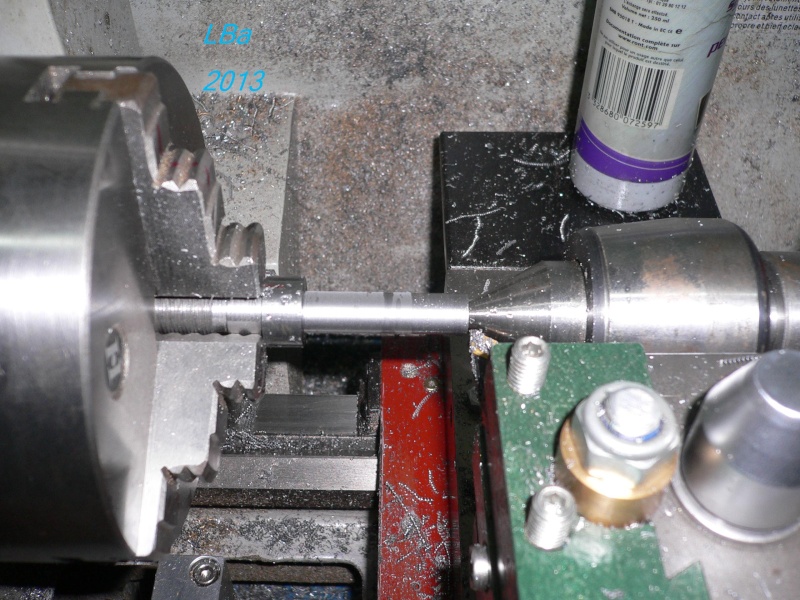
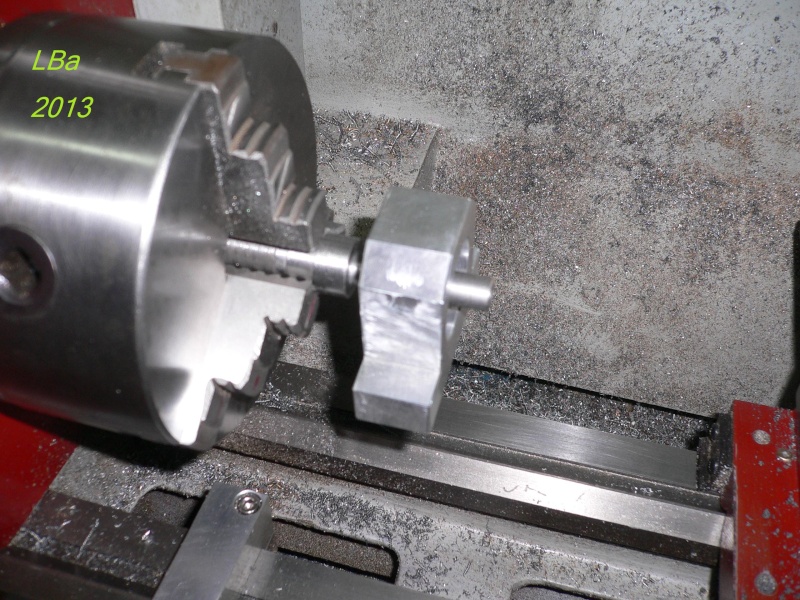
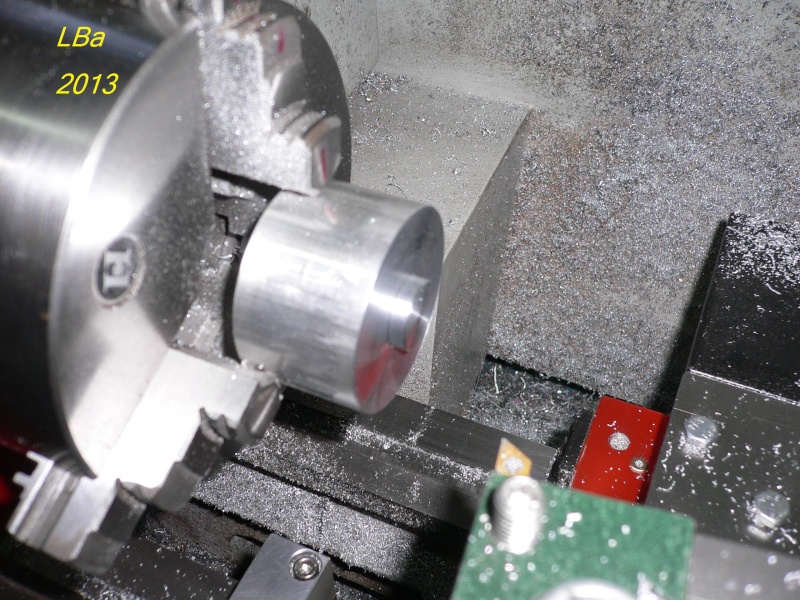
Usinage de la vis en M14 pas de 100
le débit de départ est du Stub de 18 mm de diamétre
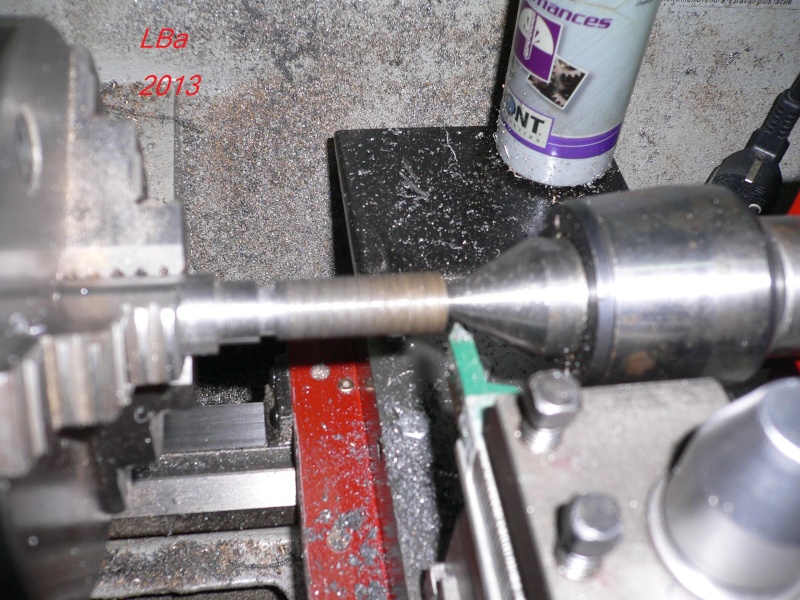
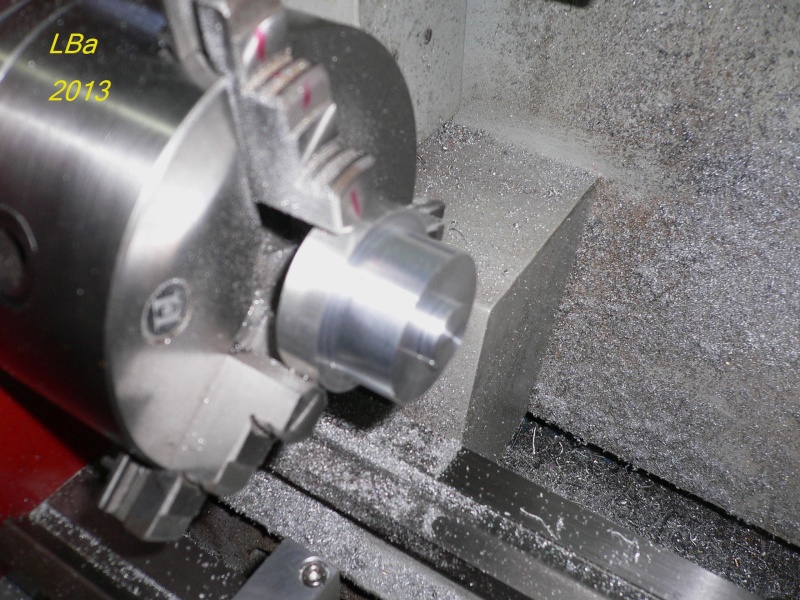
usinage d'un épaulement en vue du filetage à 13,8 mm

usinage d'une george pour le dégagement de l'outil à fileter
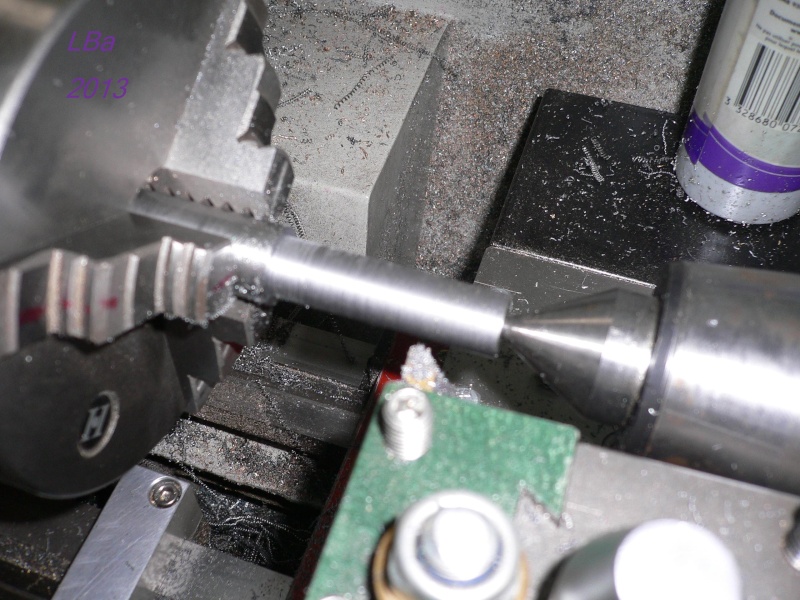
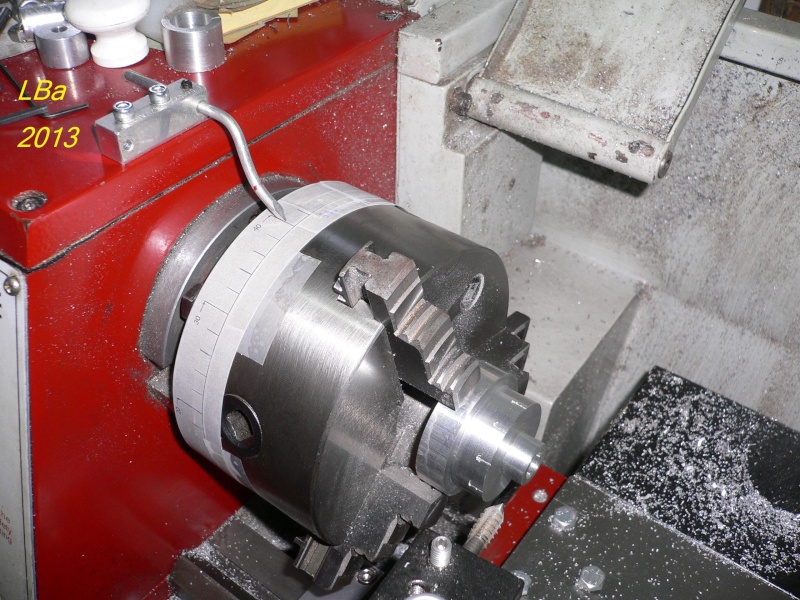
début de l'usinage du filetage

usinage du filetage

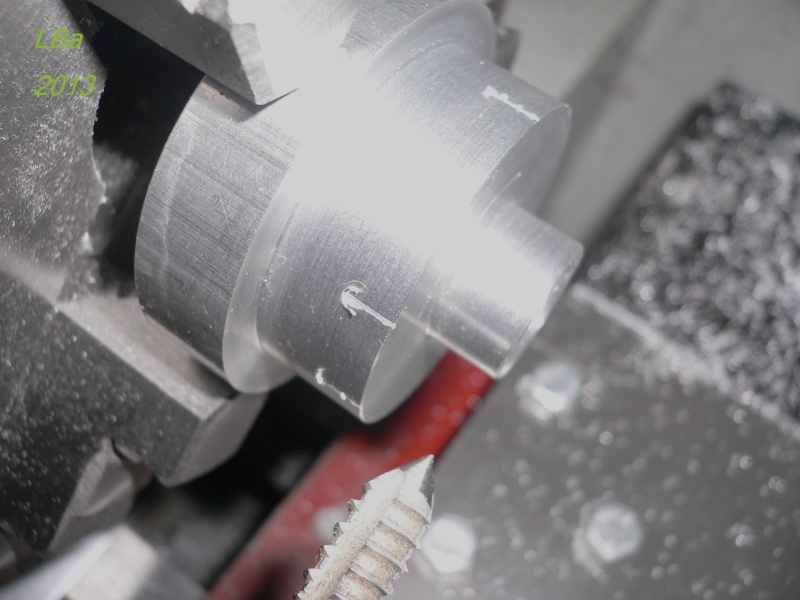
controle du filetage par rapport à l'écrou laiton réalisé précédenment
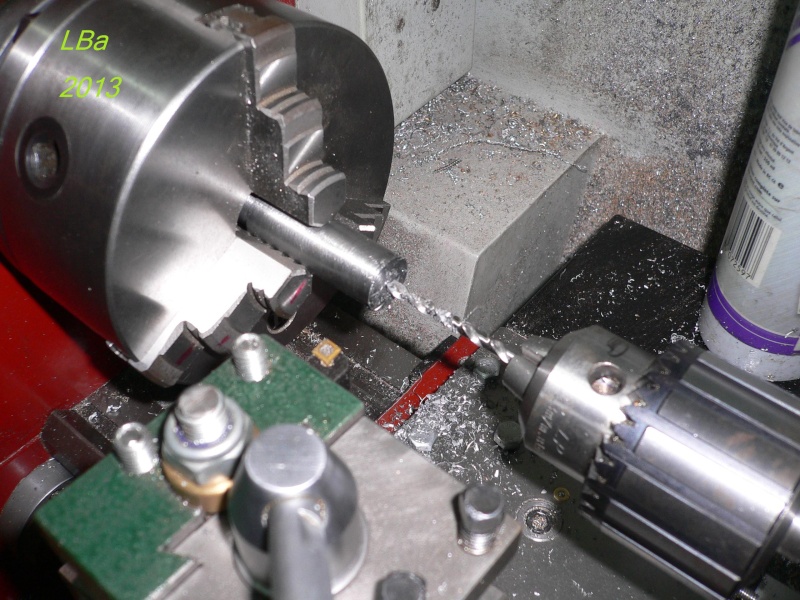
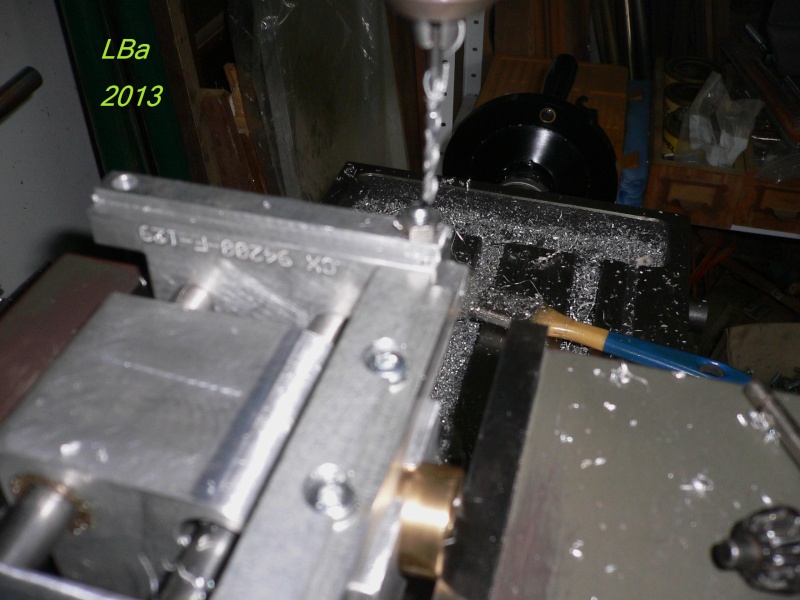
Afin que le support mobile et le support fixe soient axés, je les ai immobilisé avec du double face puis mis
en place dans l'étau de la fraiseuse et ensuite serrés avec des pinces étau afin de les percer

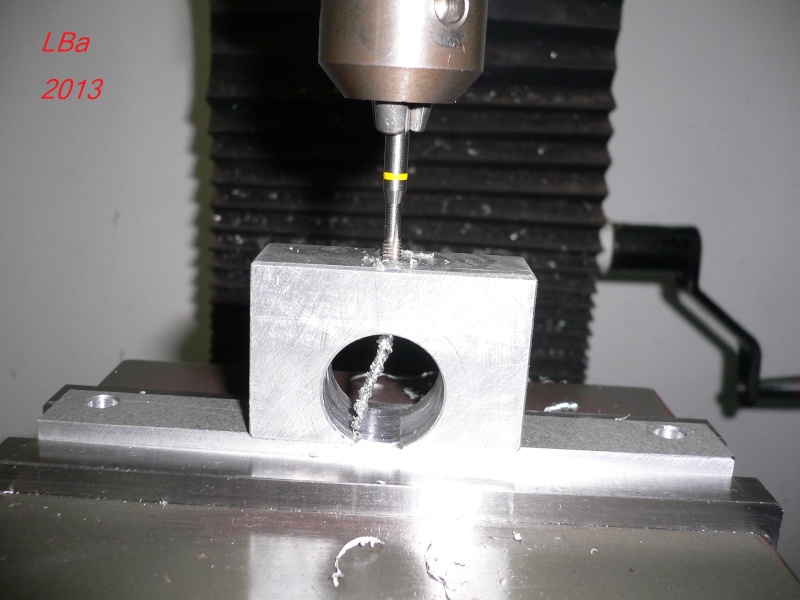
aprés mise en place sur la fraiseuse premier perçage à 12 mm
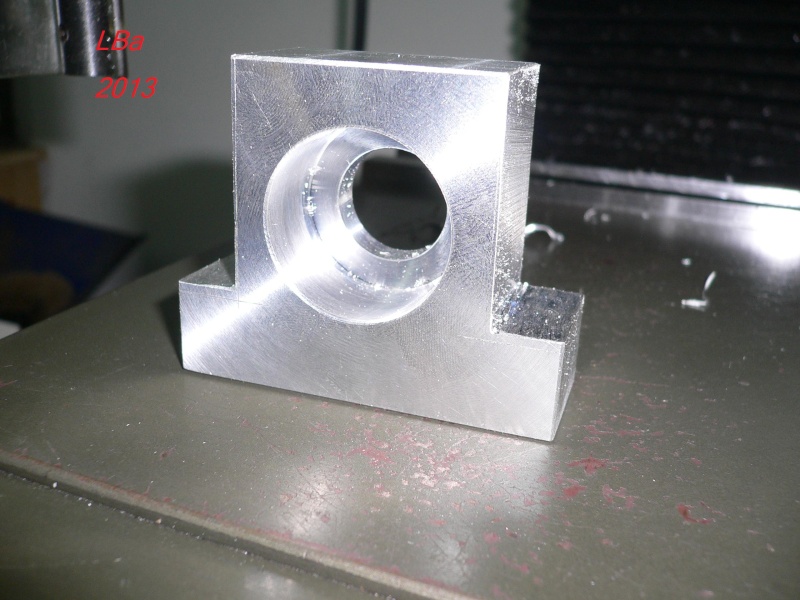
l'une des piéces devant avoir un alésage épaulé sera reprise au tour en mandrin 4 mors
séparation des supports (on apperçoit le double face sur une des piéces)
le support ayant un alésage traversant (sans épaulement) est resté en place dans l'étau
contre perçage du support à 19 mm avant alésage
alésage du support avec la téte à aléser

controle de l'ajustement alésage support/écrou laiton
l'ajustement étant gras
perçage pour une immobilisation mécanique de l'écrou
taraudage du perçage
l'ajustement gras ma incité à percer et tarauder pour immobiliser l'écrou
j'ai opté pour un ajustement gras pour le cas ou il faille démonter l'écrou
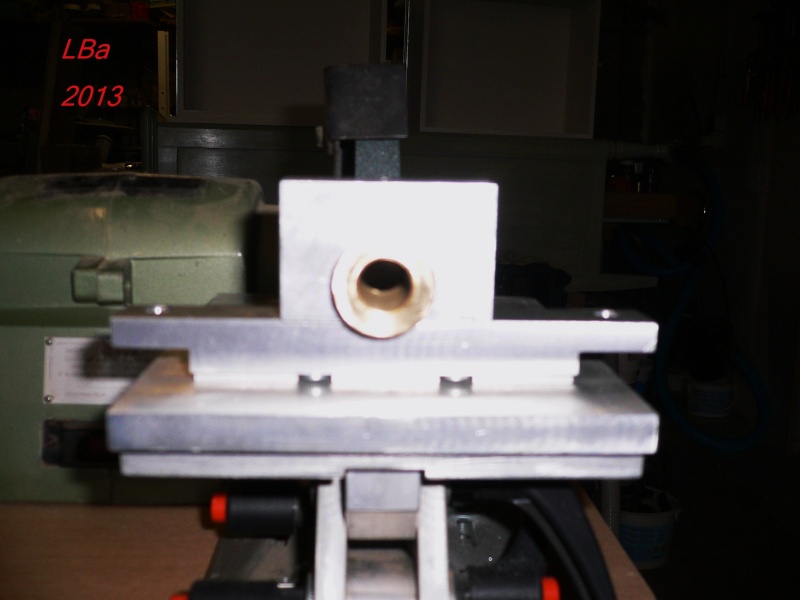
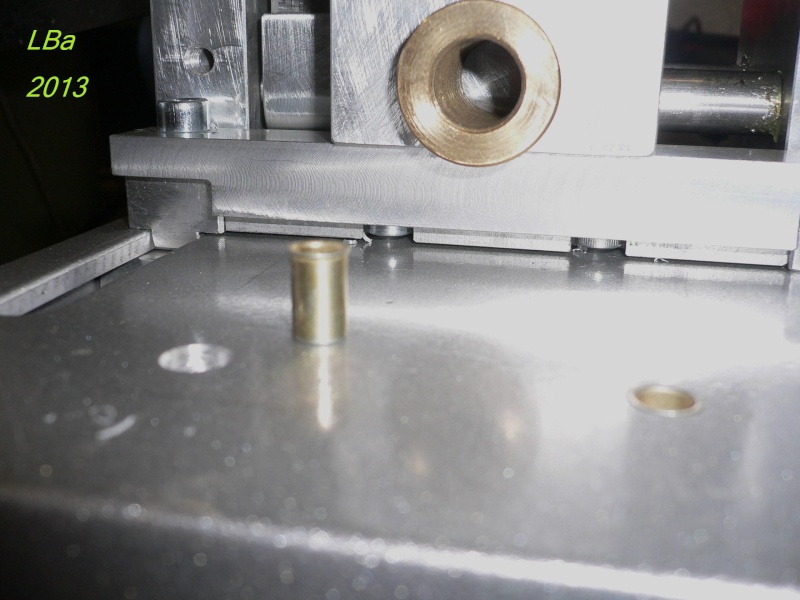
le support et l'écrou en place

l'écrou dans le support vue sous un autre angle
support avec l'écrou en place sur l'ensemble support meule
à droite de la photo, se trouve l'ébauche du support fixe
USINAGE du deuxiéme support (fixe)
Etant déja percé (voir ci-dessus), montage du support en mandrin 4 mors du tour
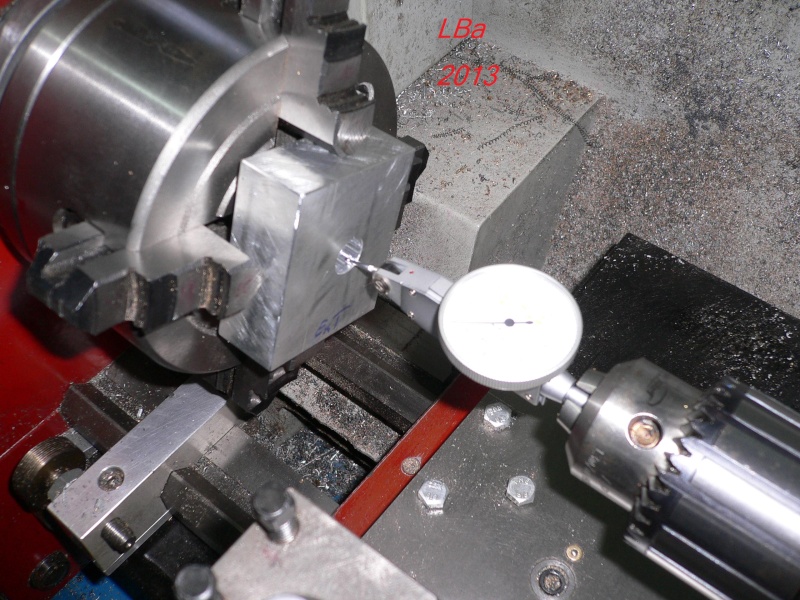
centrage/dégauchissage de la piéce sur le mandrin 4 mors (d'ou l'utilité du perçage effectué précédenment)

contre perçage de la piéce avant l'alésage épaulé

alésage du support

alésage vue autrement

ébauche à la scie à ruban de deux épaulements pour donner une forme ici un coté

ici l'autre coté
aprés deux coups de scie à métaux à main
les épaulements sont ébauchés

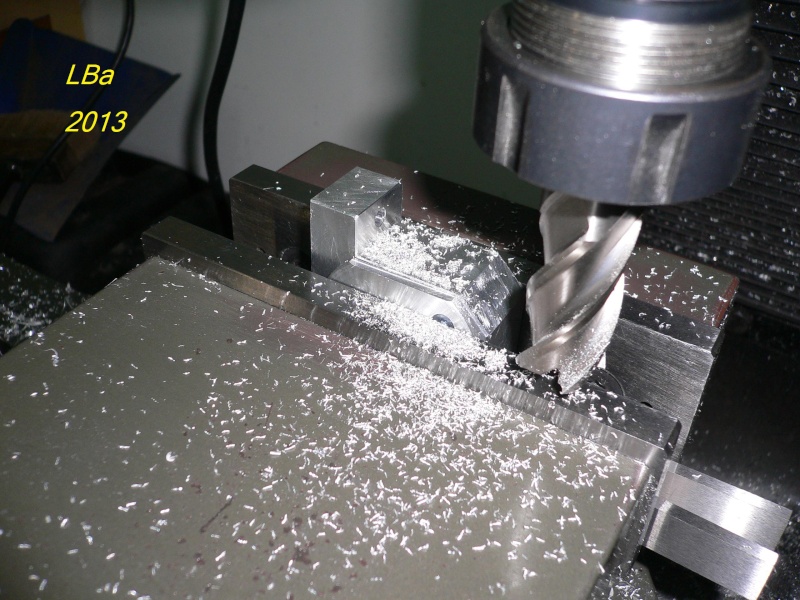
fraisage de finition/mise à la cote des épaulements

ensuite fraisage de deux pans à 45°
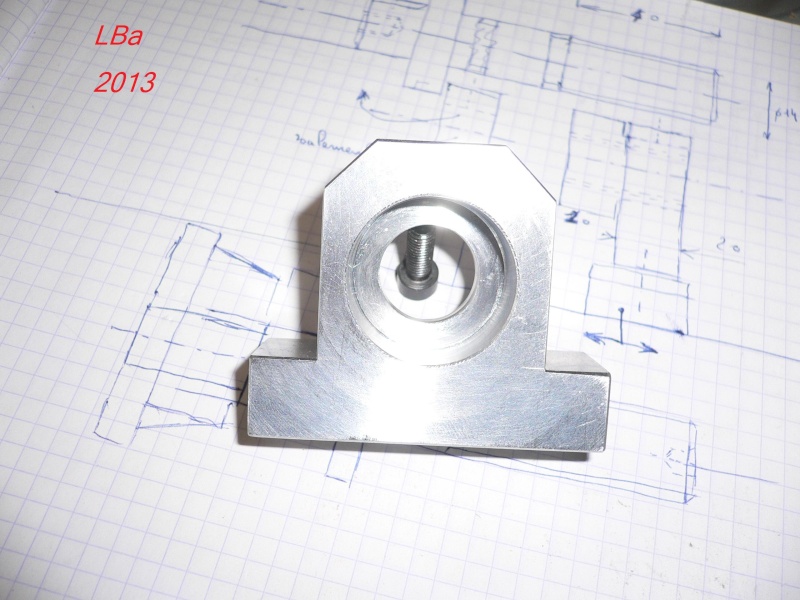
le support est usiné en partie
L'alésage reçois un roulement à bille

montage du roulement à la presse à main (premiére phase)

deuxiéme phase du montage du roulement avec une entretoise (en appui sur la bague extérieur du roulement)
afin de pousser celui-ci en fond d'alésage comme ceci :

Ceci étant réalisé, retour sur la vis de déplacement, il reste de l'usinage à faire
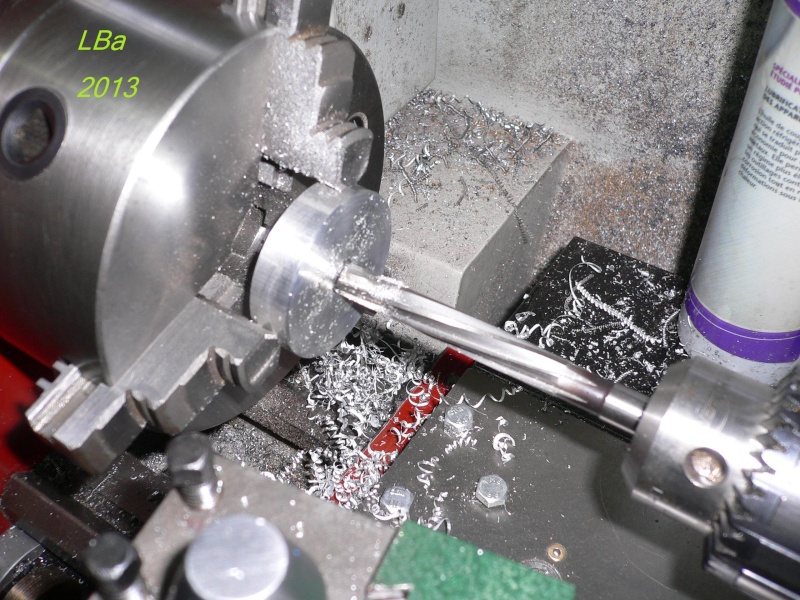
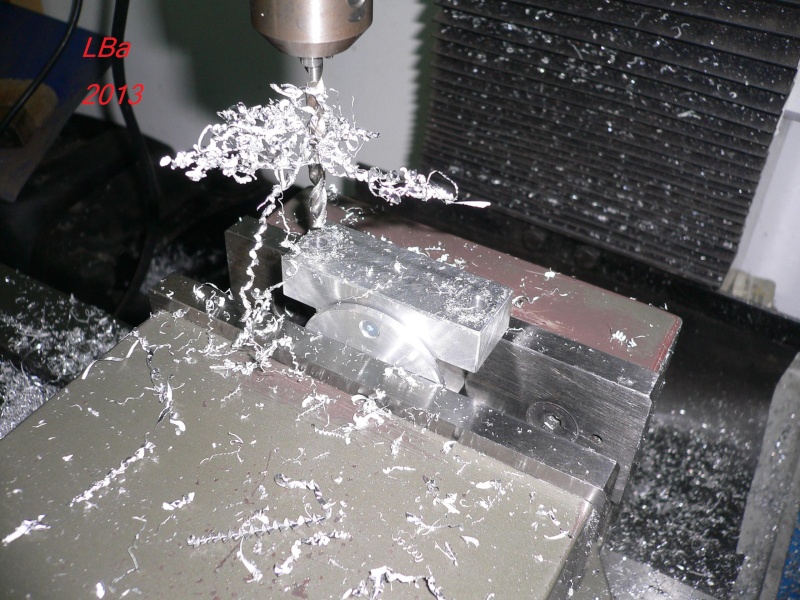
perçage (en gardant un point de centre) à phi 4,2 mm pour un taraudage à M5
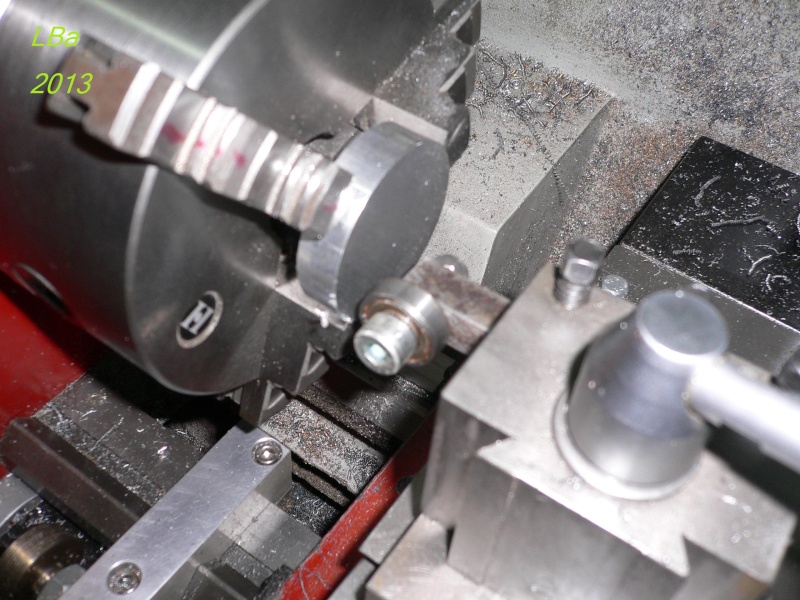
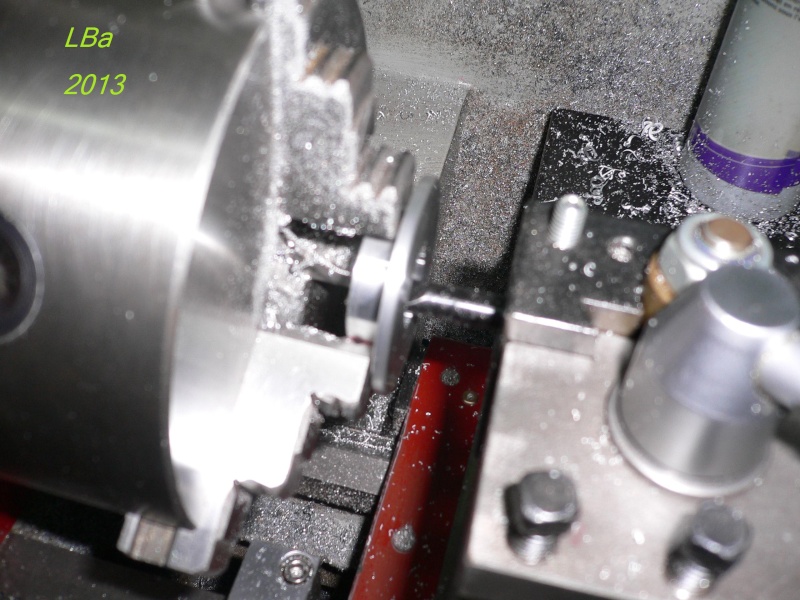
usinage de la portée de roulement du palier
controle de l'ajustement vis/palier
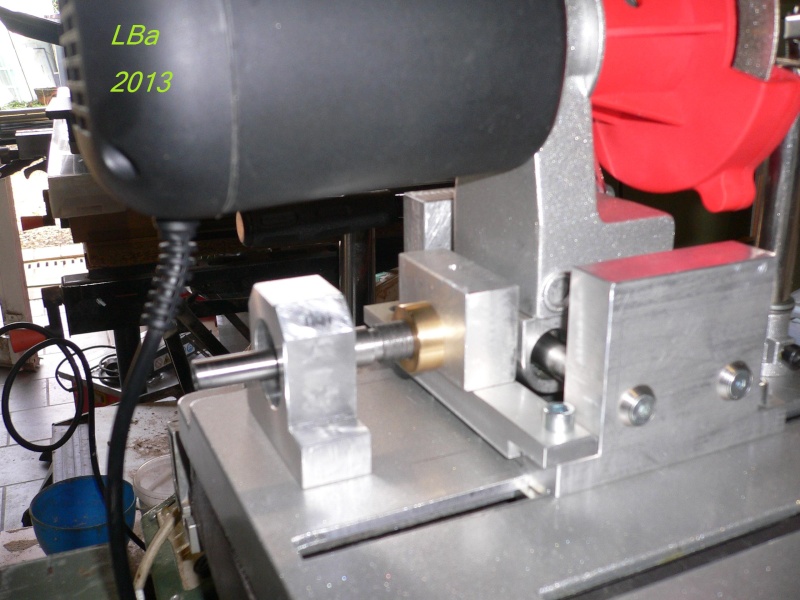
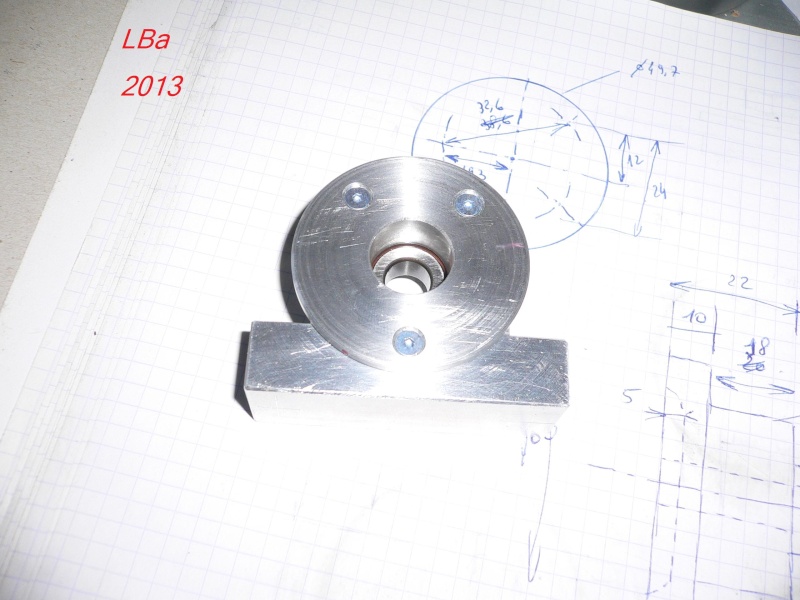
positionnement du palier sur la semelle pour vérification
tout ne va pas trop mal, à part le fil électrique du moteur qui risque de géner
aprés réflection, je vais pouvoir tourner le moteur d'un quart de tour,pour celà, il faut que je modifie la
fixation du carter de protection de la meule, rien d' irréalisable, juste un bidouillage à faire
FLASQUE SERRAGE/PROTECTION ROULEMENT
aprés débit d'une rondelle d'alu:
centrage du brut dans le mandrin

dressage de la face

perçage à phi 9,9 mm avant alésage
alésage à phi 10 mm
désolé, j'ai perdu deux photos, la reprise de la flasque pour usiner un épaulement et le dressage de la seconde face

essais de la flasque dans le palier

contre perçage de la flasque
alésage à phi 18 mm
aprés perçage/taraudage de 3 M3, la flasque est solidaire du palier

fraisage d'un coté de la flasque
fraisage de l'autre coté de la flasque
perçage de deux phi 5 mm pour la fixation du palier sur la semelle

montage à blanc du palier sur la semelle
Maintenant que tout à l'air d'étre OK, pointage (à la volée) de la position du palier sur la semelle

réalisé à la perceuse sans fil
perçage de la semelle, celle-ci, étant peu épaisse à mon gout pour etre taraudée
j'ai choisi l'option d'utiliser des inserts taraudés à sertir
vue des inserts

pour leur sertissage, j'utilise ce genre de pince manuelle
la tige de traction et l'enclume est fonction du diamétre de la vis

les inserts sertis (sur la fléche, on peut appercevoir le bourelet de sertissage de l'insert)
Apres la fixation du palier et essais, je me suis apperçu que le palier mobile et son support bougeait
(il est desserré pour le réglage de prise de passe)
j'ai donc goupillé le support sur les paliers des coulisses
perçage du goupillage
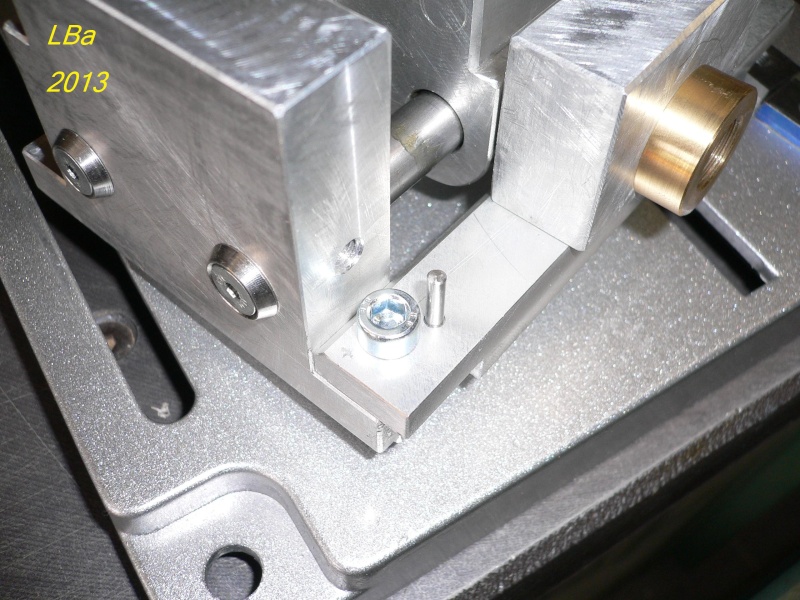
le goupillage réalisé (les goupilles sont tirées dans du stub de 3 mm)
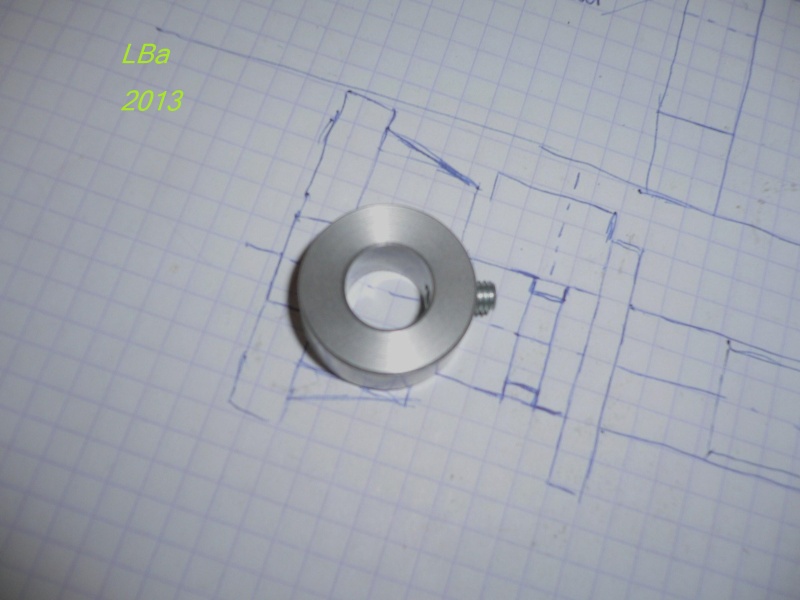
USINAGE du VERNIER
le vernier est à partir de rond alu de 50 mm
dressage de la face et usinage d'un épaulement
usinage d'un second épaulement

perçage avant alésage

alésage à 10 mm
aprés retournement de la piéce :

dressage de la face et chambrage
GRAVAGE DU VERNIER
celon le principe que j'ai déja utilisé, gravage sur le vernier, de divisions
pour cela aprés avoir fixé ma bande papier (gabari) sur le mandrin du tour à l'aide de ruban adhésif
monté la pointe de repérage, et la piéce dans le mandrin début des opérations
début du traçage des dixiémes
les dixiémes sont tracés
pour la longueur du traçage je positionne la butée de banc (longitudinal)
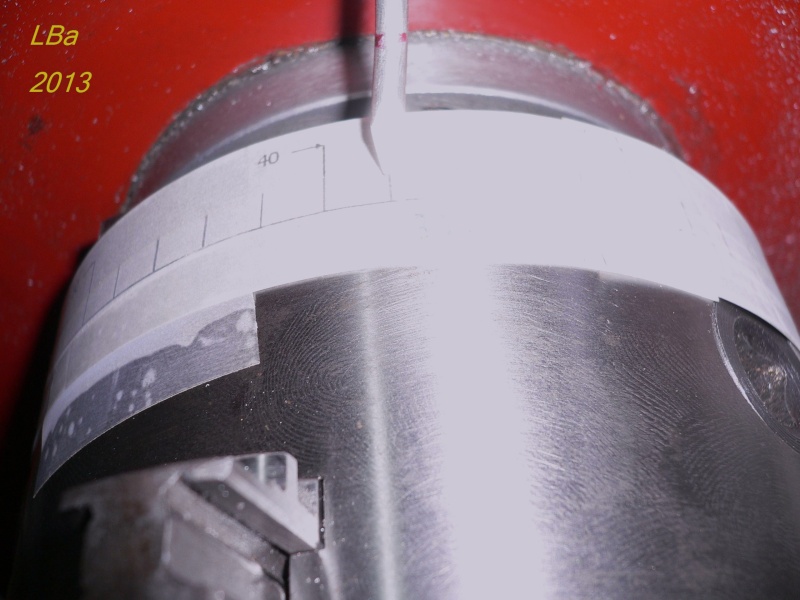
repére sur le gabari papier pour le traçage des centièmes
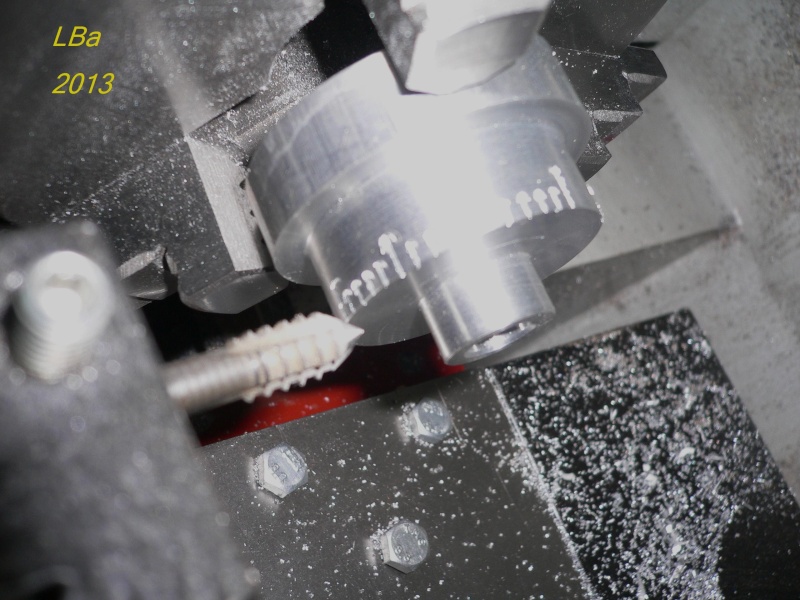
les centièmes sont tracés, la valeur entre deux divisions est de 2 centièmes

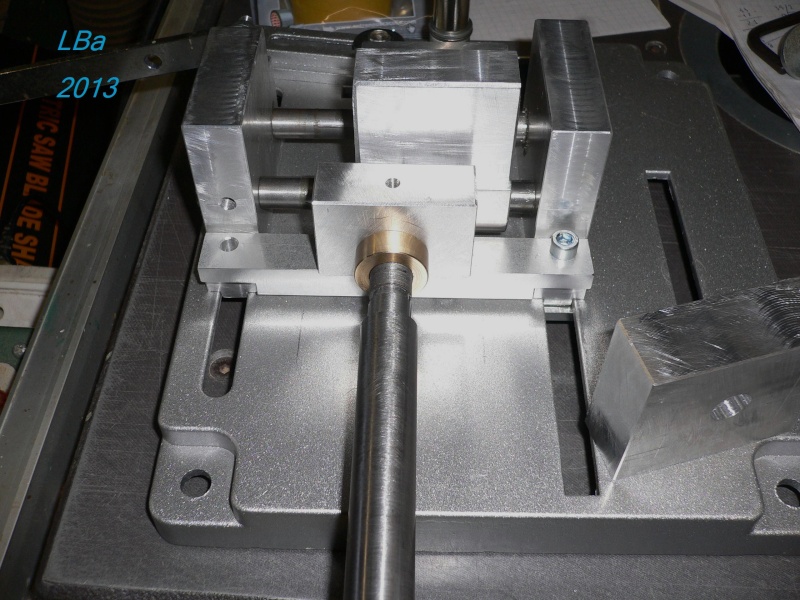
le réglage micrométrique de prise de passe en place
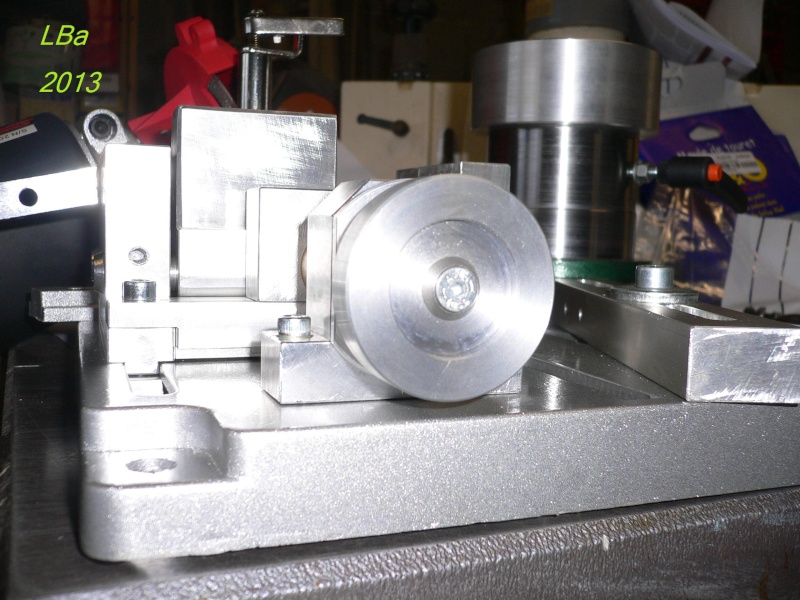
autre angle de vue du réglage micrométrique
j'ai aussi mis une butée sur les coulisses pour le déplacement du moteur
aprés débit

perçage et taraudage de la butée de déplacement
la butée usinée