
Ayant enfin trouvé un moteur dc je vais pouvoir réaliser la broche support meule conforme à
l'idée que j'ai et qui me turlupine depuis quelque temps
Première pièce réalisée, le corps de la broche
Dans du rond alu de 60 mm de Ø :
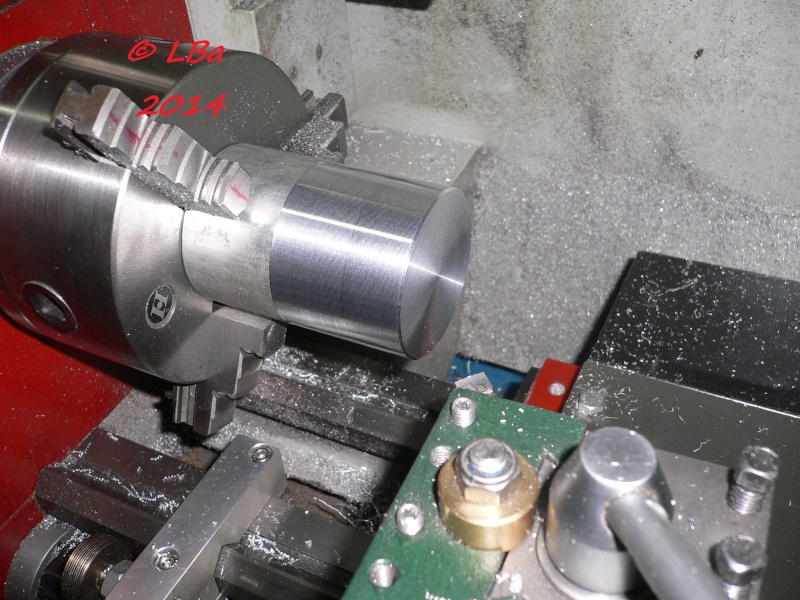
prise en mandrin , blanchiement du Ø extérieur et dressage d'une face

perçage de la pièce (85 mm de long) avec un foret serie longue

contre perçage au Ø de 20 mm

alésage au Ø de 25 mm

usinage d'un chambrage de Ø 35 mm, pour loger un roulement 6200
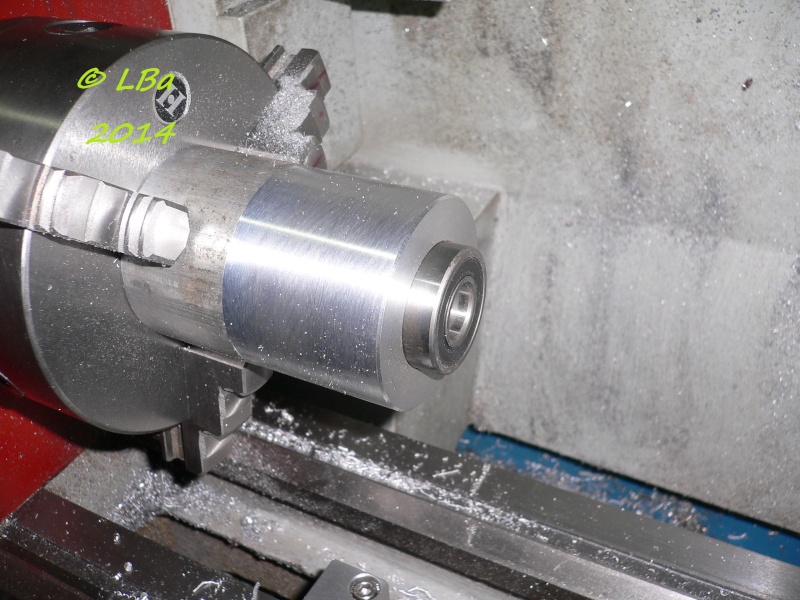
contrôle de l'ajustement avec un roulement
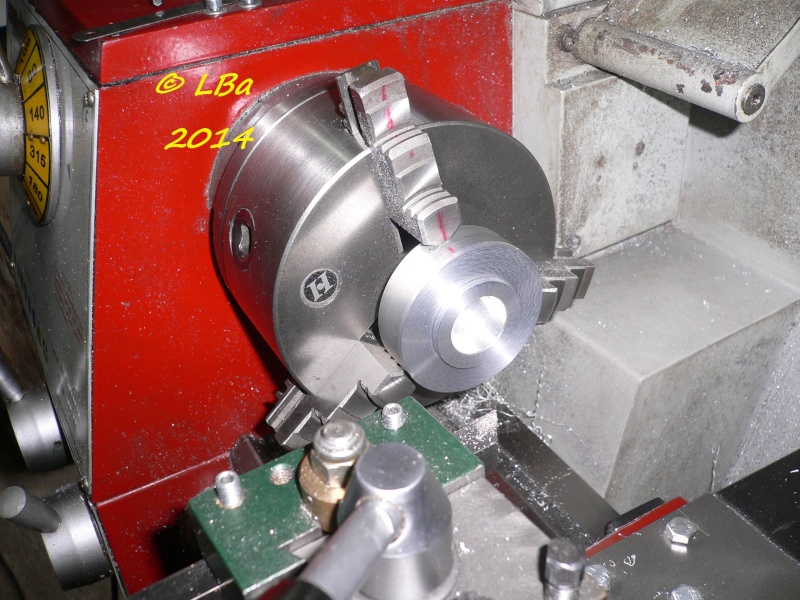
ce coté étant fait, retournement de la pièce dans le mandrin et centrage de celle-ci au comparateur
car il me faut une bonne concentricité

après serrage (léger) de la pièce, mise en place du comparateur
après quelques coups de maillet et un tour (manuel ) du mandrin ,
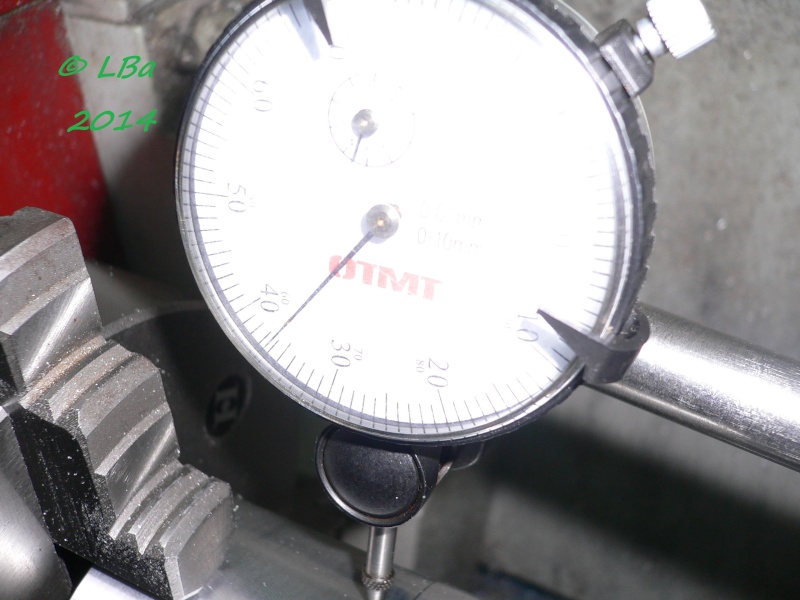
résultat obtenu, un centième de défaut, je me contenterais de ça !

alors dressage de la seconde face et mise à longueur de la pièce
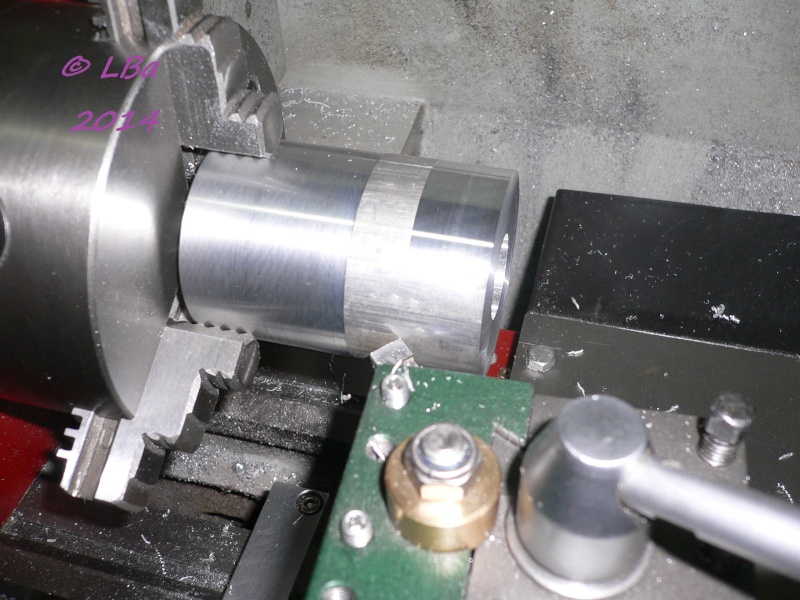
finition de l'usinage du Ø extérieur
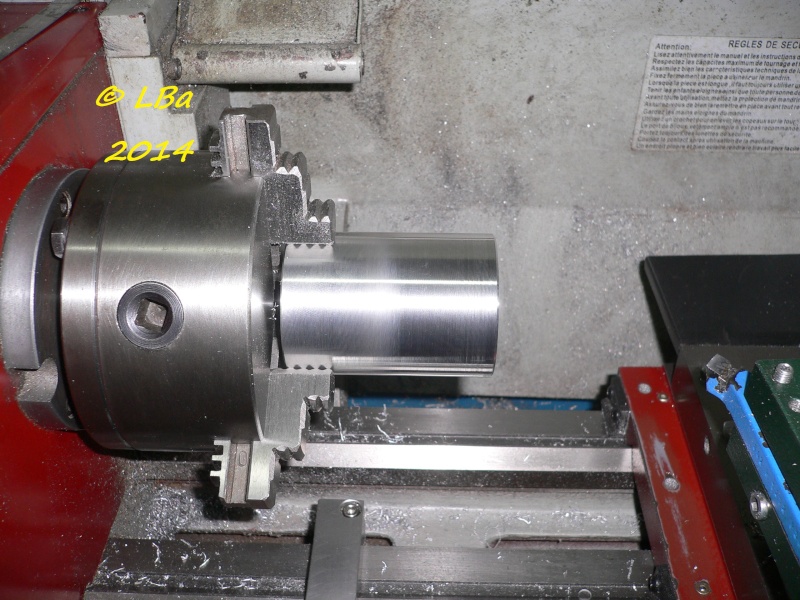
l'usinage du Ø extérieur est terminé

usinage du second chambrage pour un roulement

contrôle du second chambrage avec un roulement
Seconde pièces usinées : les flasques de serrage des roulements
toujours dans du rond alu de Ø 60 mm
usinage d'un épaulement

perçage

alésage
ceci réalisé, débit d'une flasque

une flasque de débitée
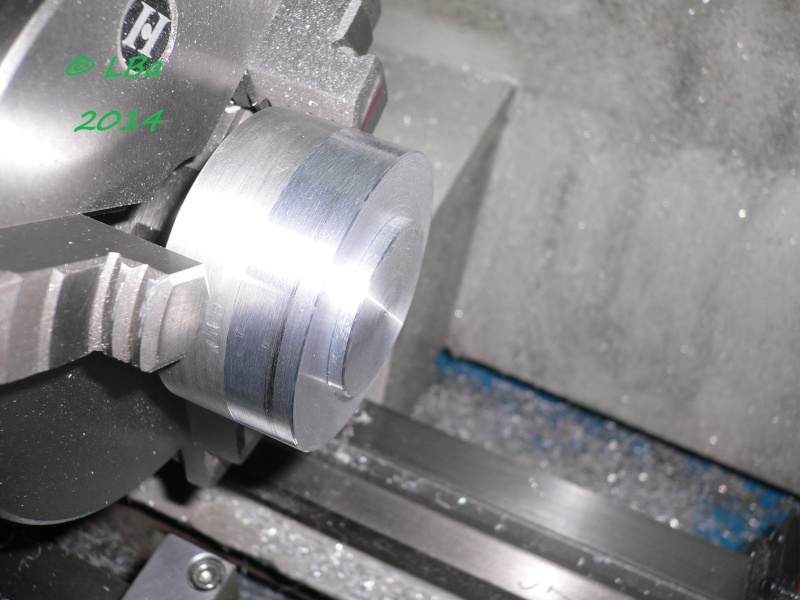
reprise en mandrin de la flasque et :

dressage de la face et mise en épaisseur de la flasque

première flasque usinée, restera la fixation sur le corps

la flasque en position sur le corps de broche
usinage de la seconde flasque, prise en mandrin du restant du morceau d'alu :
usinage d'un épaulement

débit de la seconde flasque sur deux tiers de la hauteur et finition à la scie à métaux manuelle

reprise pour le dressge de la face et mise à l'épaisseur

les deux flasques usinées et en attentent de perçage

les deux flasques sur le corps de broche
29/12/2014
IL me restait à fixer les flasques sur le corps de broche
chaque flasque sera fixée par 3 vis (à 120°) tête fraisée de Ø M4
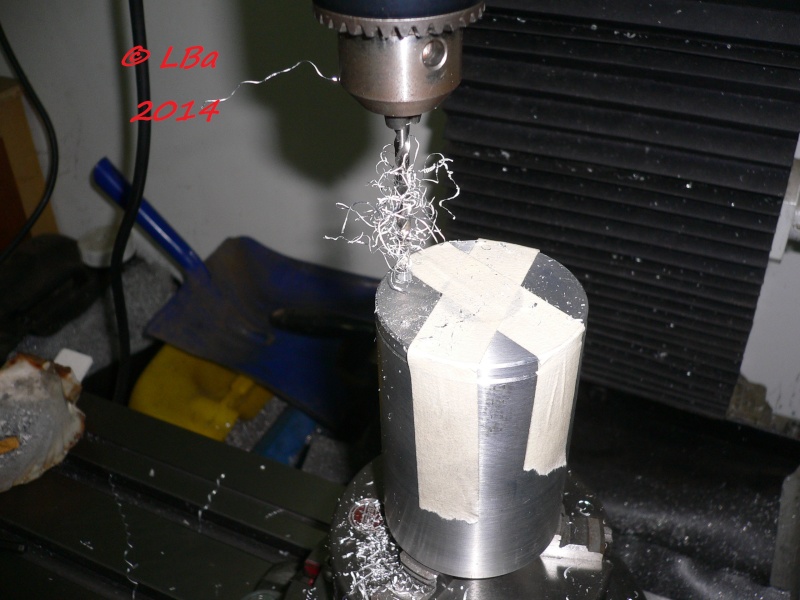
après mise en place du plateau circulaire sur la table de la fraiseuse et montage d'un mandrin 3 mors
sur celui-ci
prise en mandrin (par l'alésage) du corps de broche
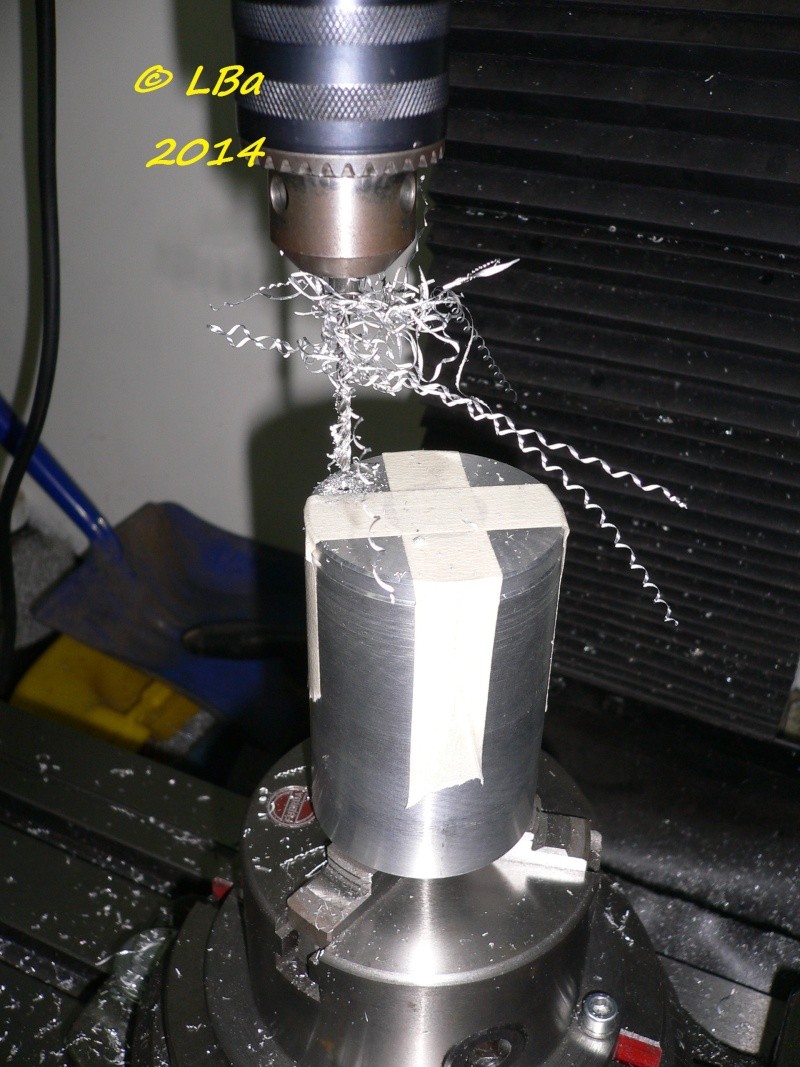
la flasque étant montée sur le corps sans serrage, sera maintenue par du ruban adhésif
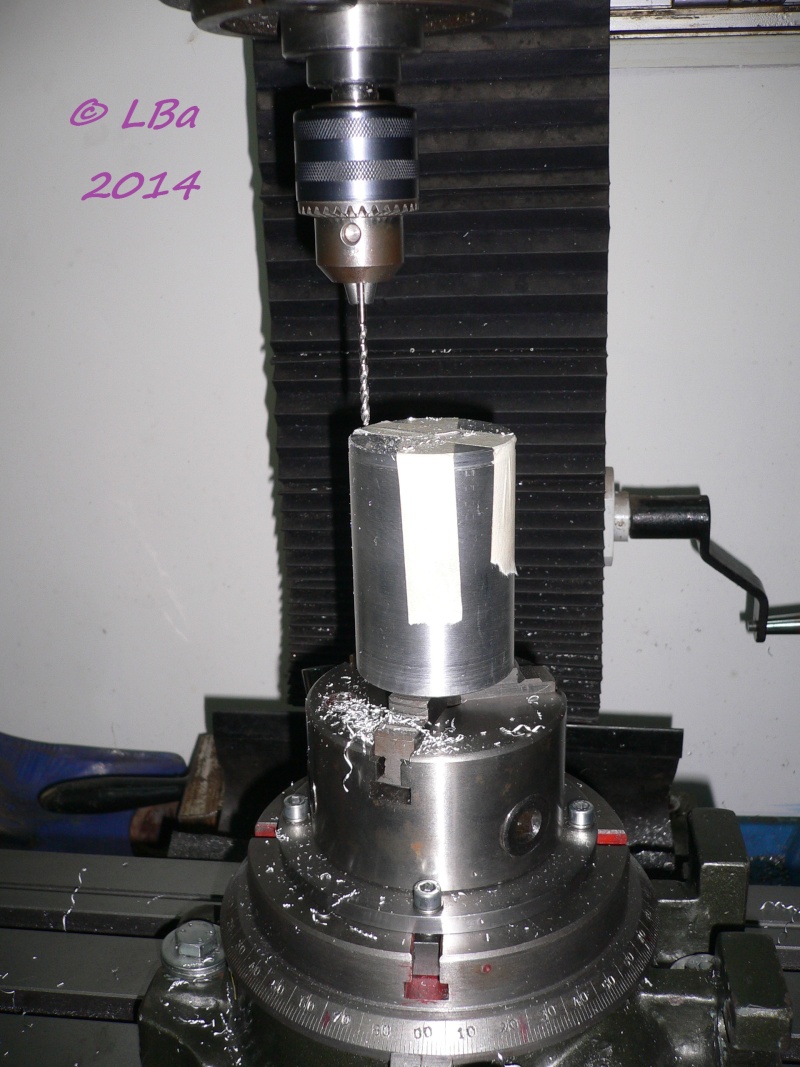
perçage au Ø de 3,2 mm du corps et de la flasque
contre perçage au Ø de 4 mm de la flasque (épaisseur de l'épaulement)
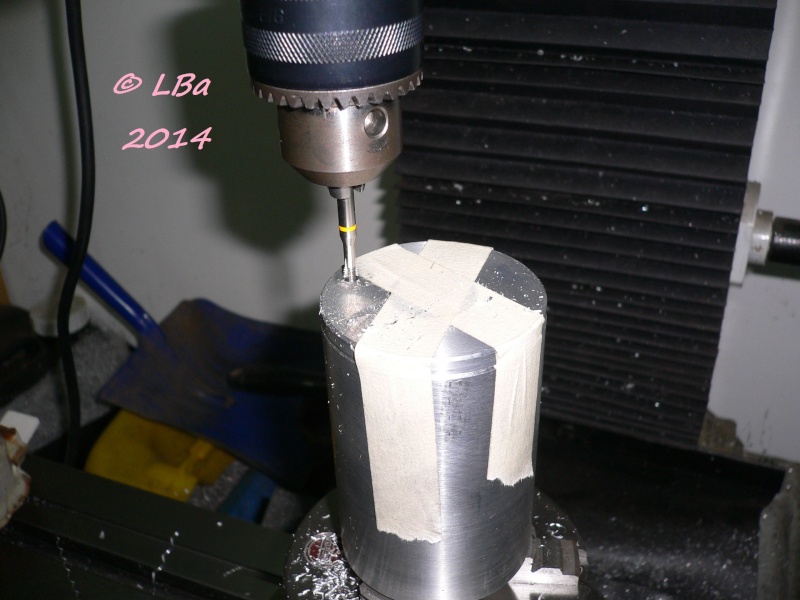
taraudage à M4 du corps
après mise en place d'une vis de M4, pivotement du plateau de 120° :
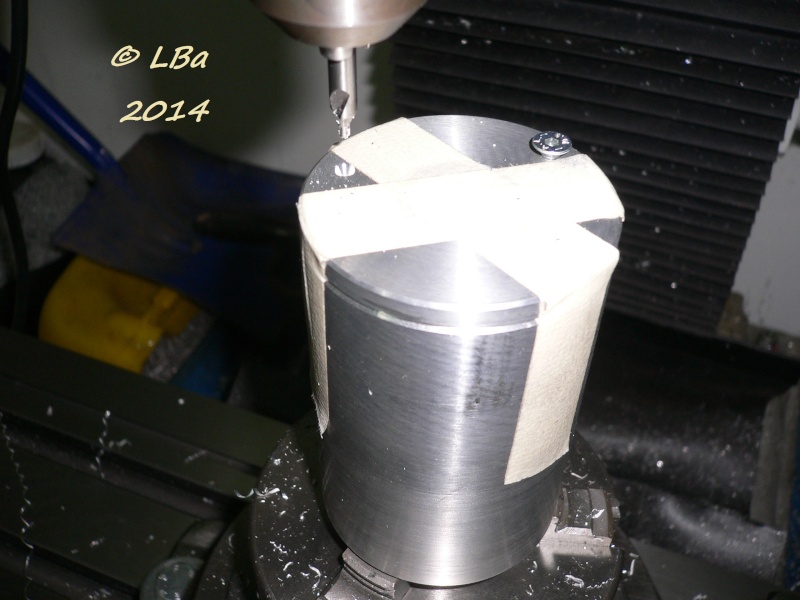
pointage de la seconde fixation
après perçage, contre perçage, taraudage :
fraisure pour la tête de vis
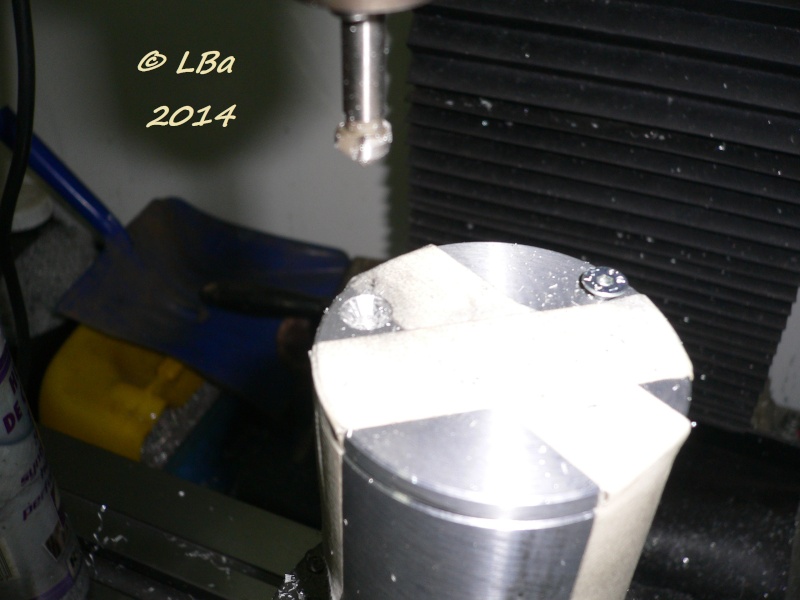
changement de place de la vis de maintien et pivotement du plateau de 120 ° :

perçage au Ø de 3,2 mm de la troisième fixation et contre perçage au Ø de 4 mm, tareaudage à M4 et fraisure
pivotement du plateau de 120 ° et fraisure de la première fixation :

les trois tareaudages M4 sont réalisés sur la première face du corps de broche

la première flasque est percée / fraisurée aussi

la première flasque est fixée sur le corps de broche
démontage de cette flasque et reprise du corps (après retournement) :
répétita des opérations pour la fixation de la seconde flasque