

Pour l'assemblage de:

de la pièce en alu support de porte outil et de :

du support vertical, il me faut un axe de rotation:
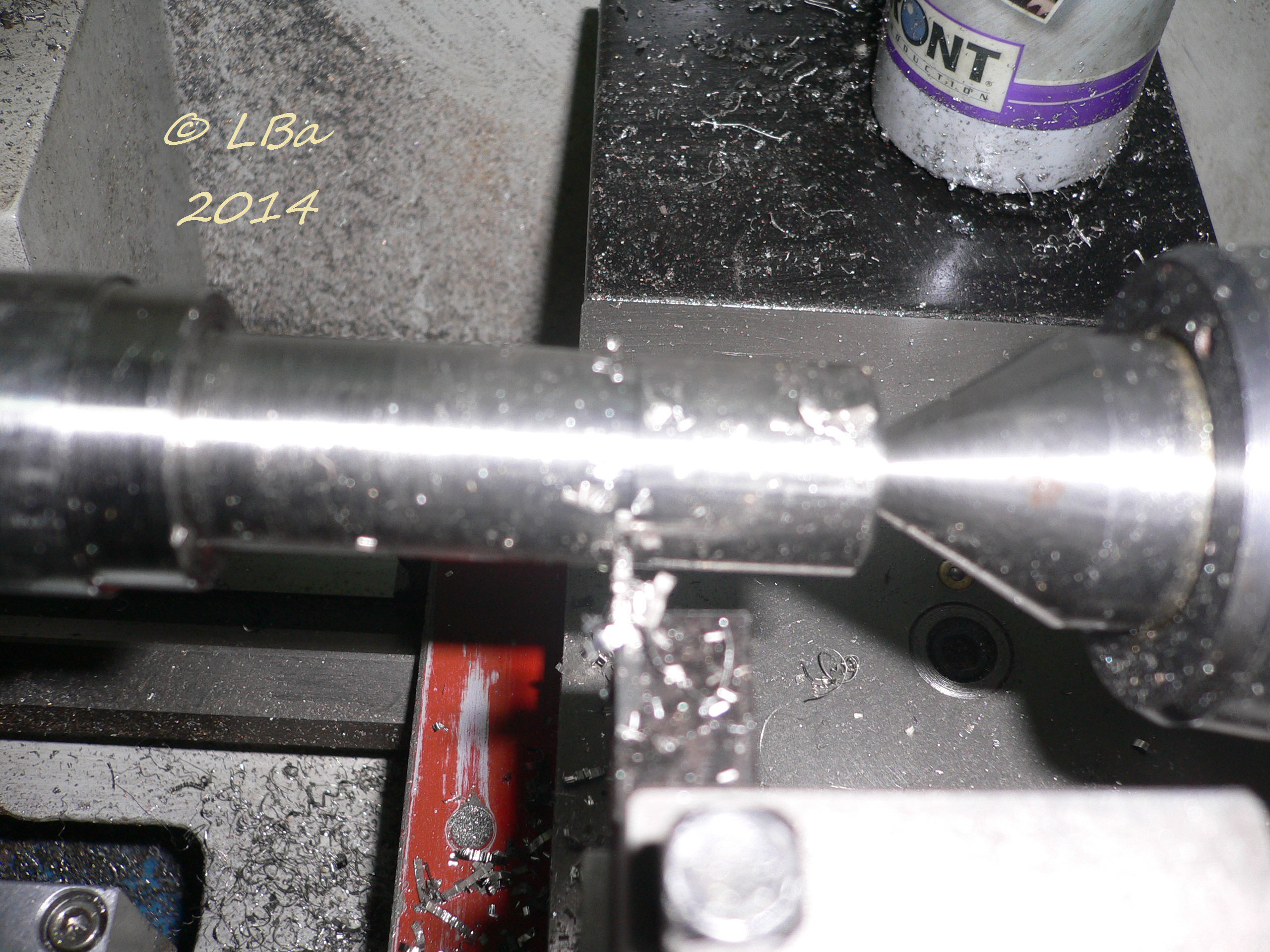
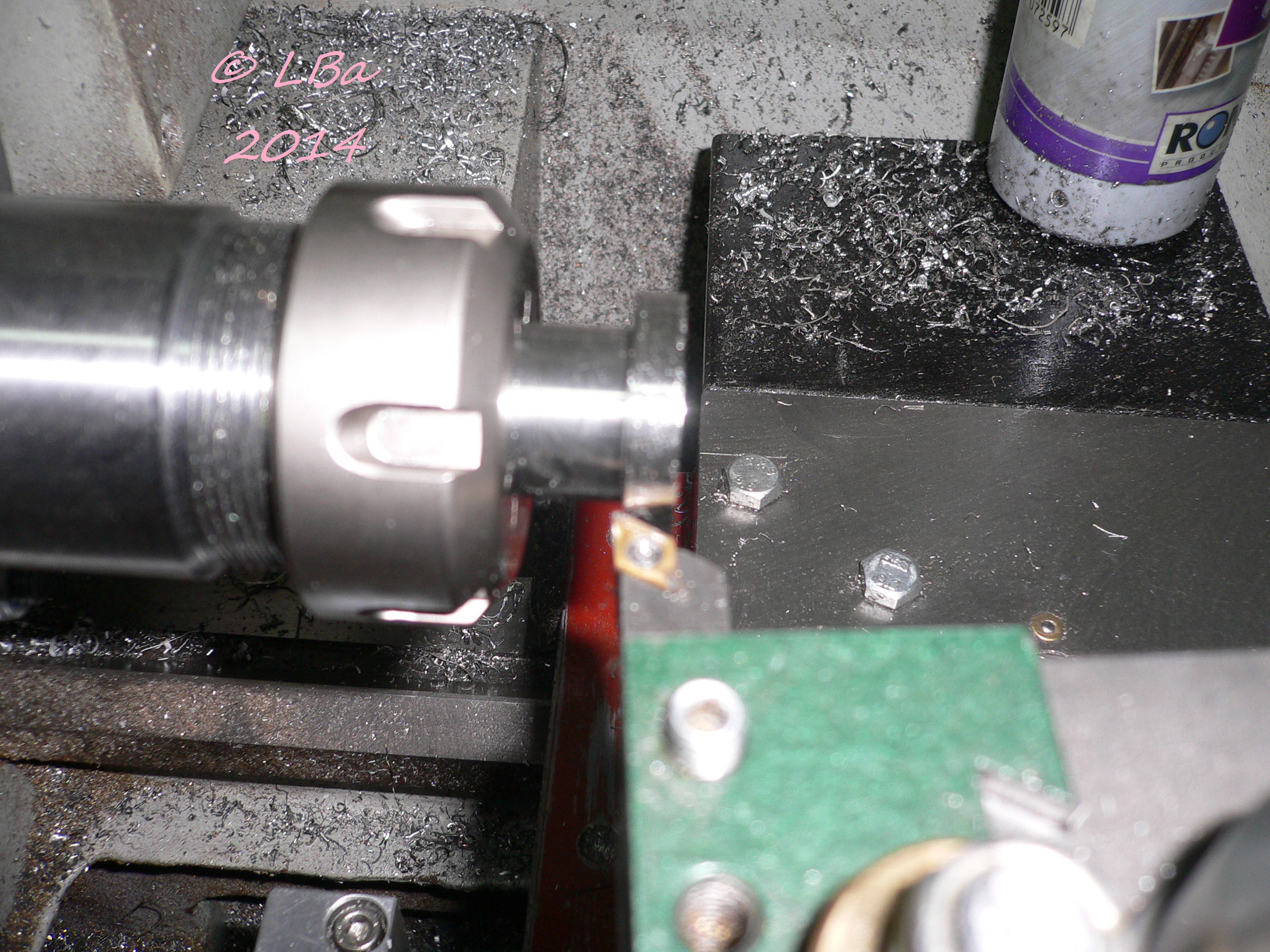
Dans du ronde de Ø 30 mm :
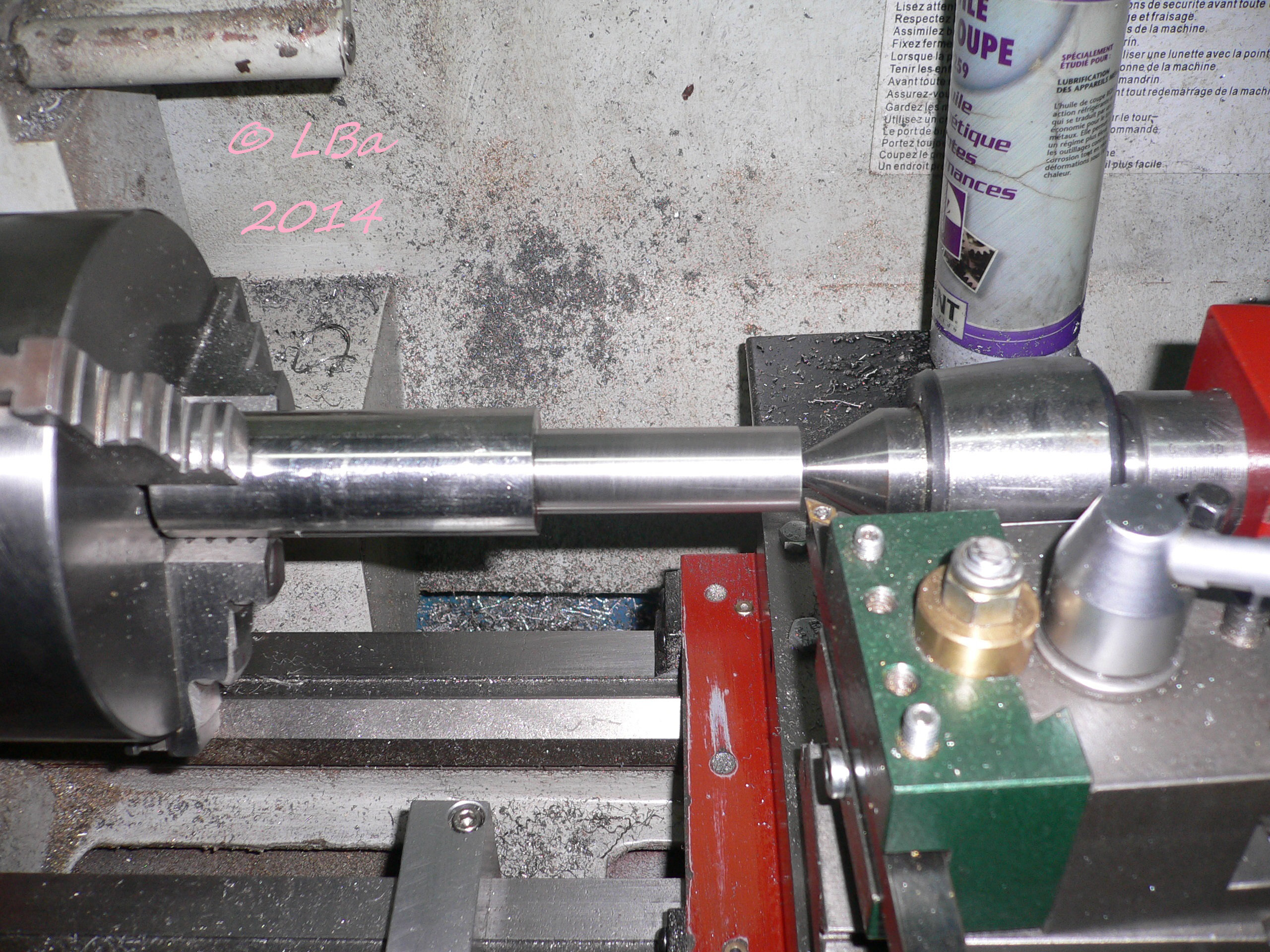
usinage d'un Ø de 20 mm
usinage afin de réduire la portée
à gauche de la flêche vient le support avec queue d'arronde monté à serre et à droite de
la flêche vient le support vertical, montage tournant libre
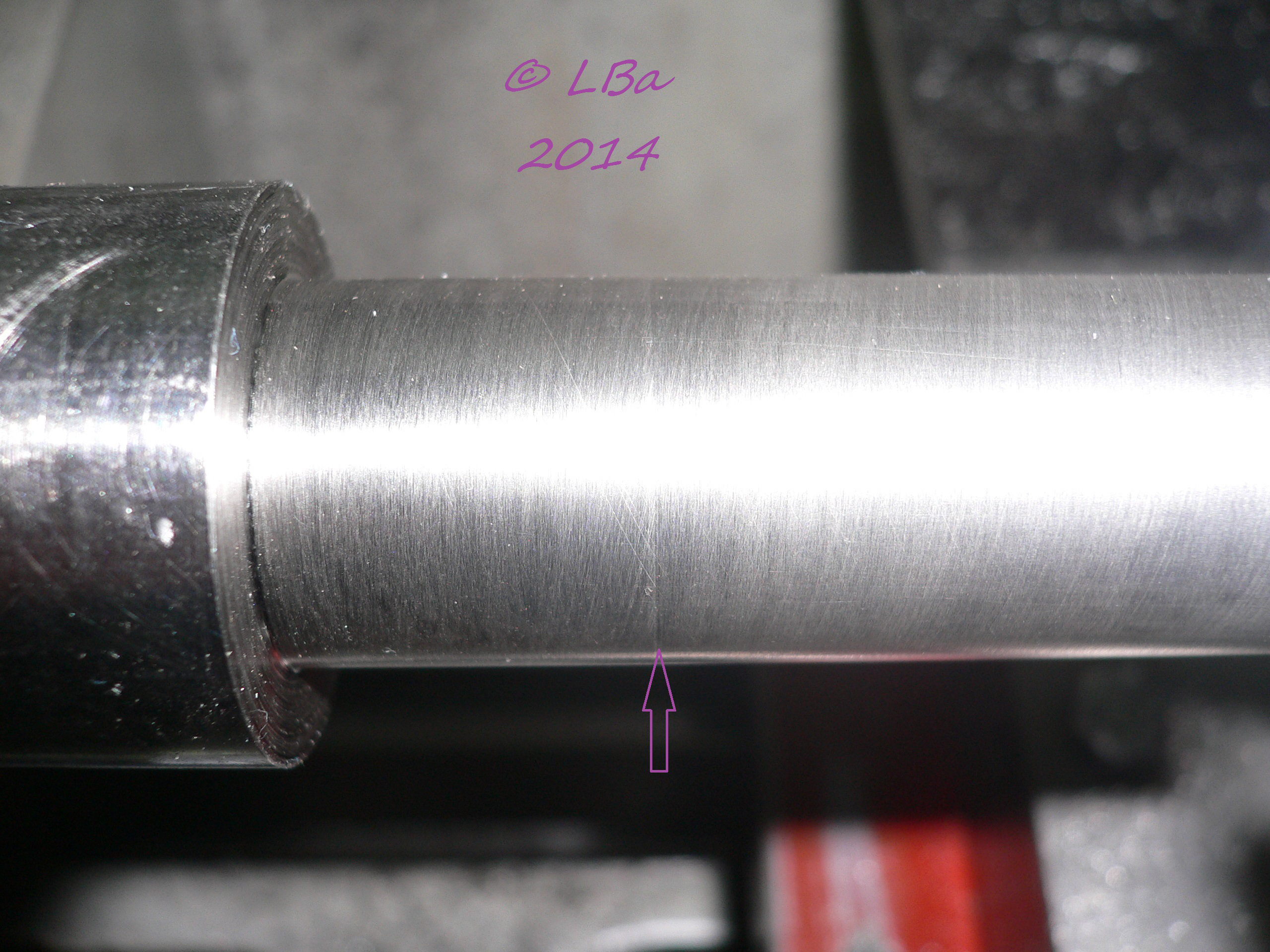
contrôle avec le support à queue d'arronde, il ne rentre pas à fond, signe de serrage

contrôle avec le support vertical, montage libre tournant
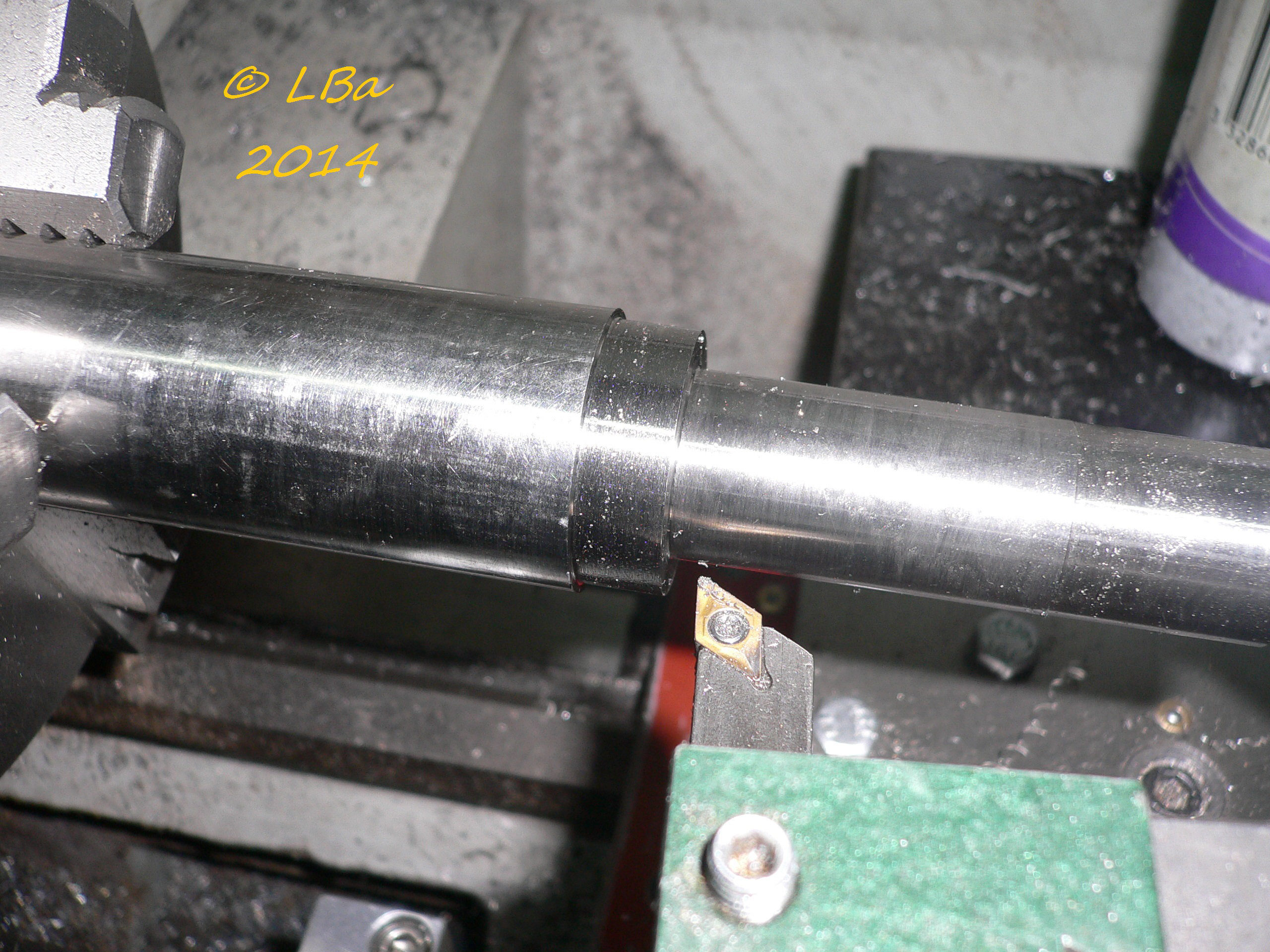
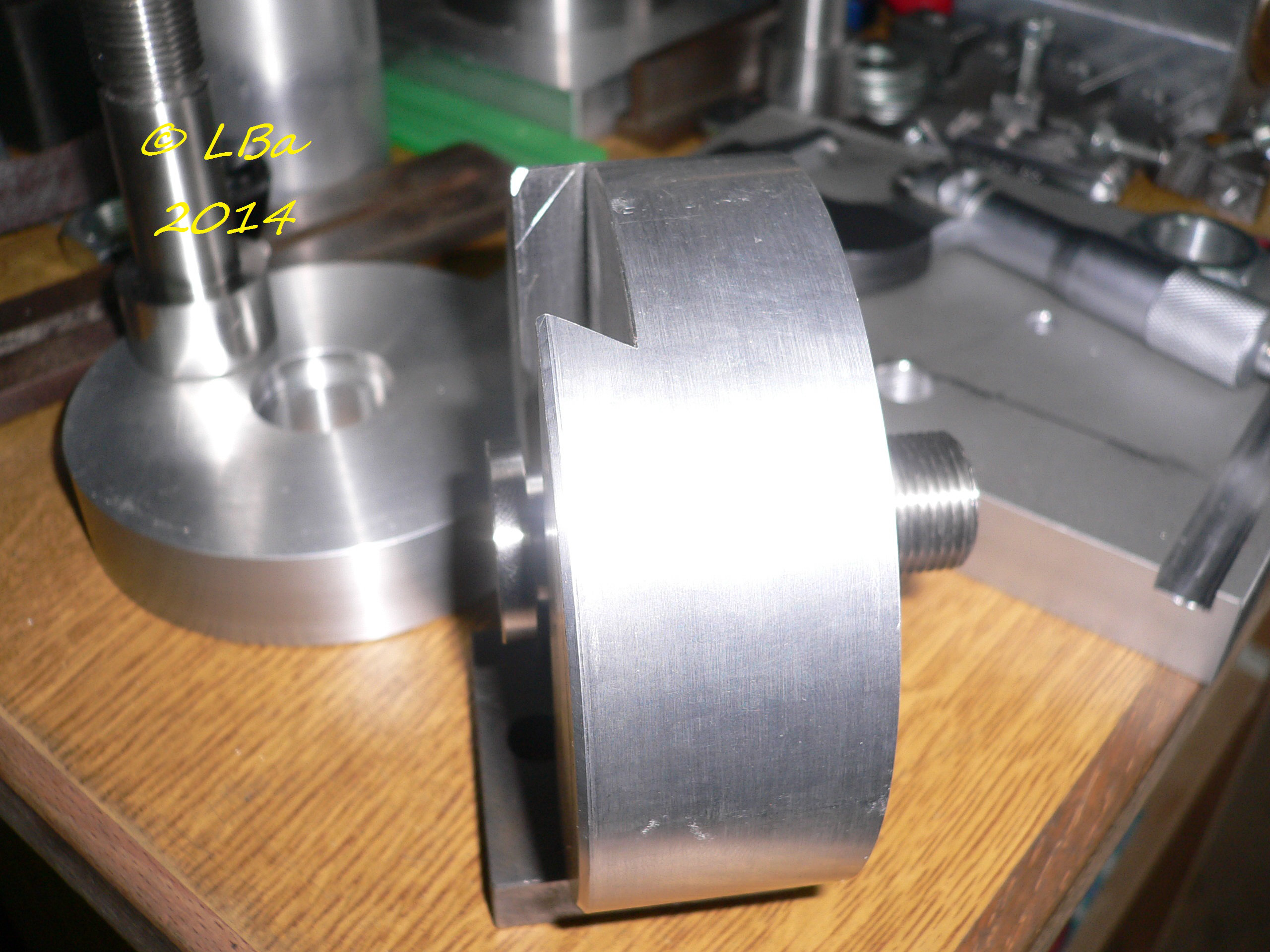
usinage d'un Ø extérieur à 28 mm, il viendra se loger dans :

ce lamage, réalisé sur la support porte outil
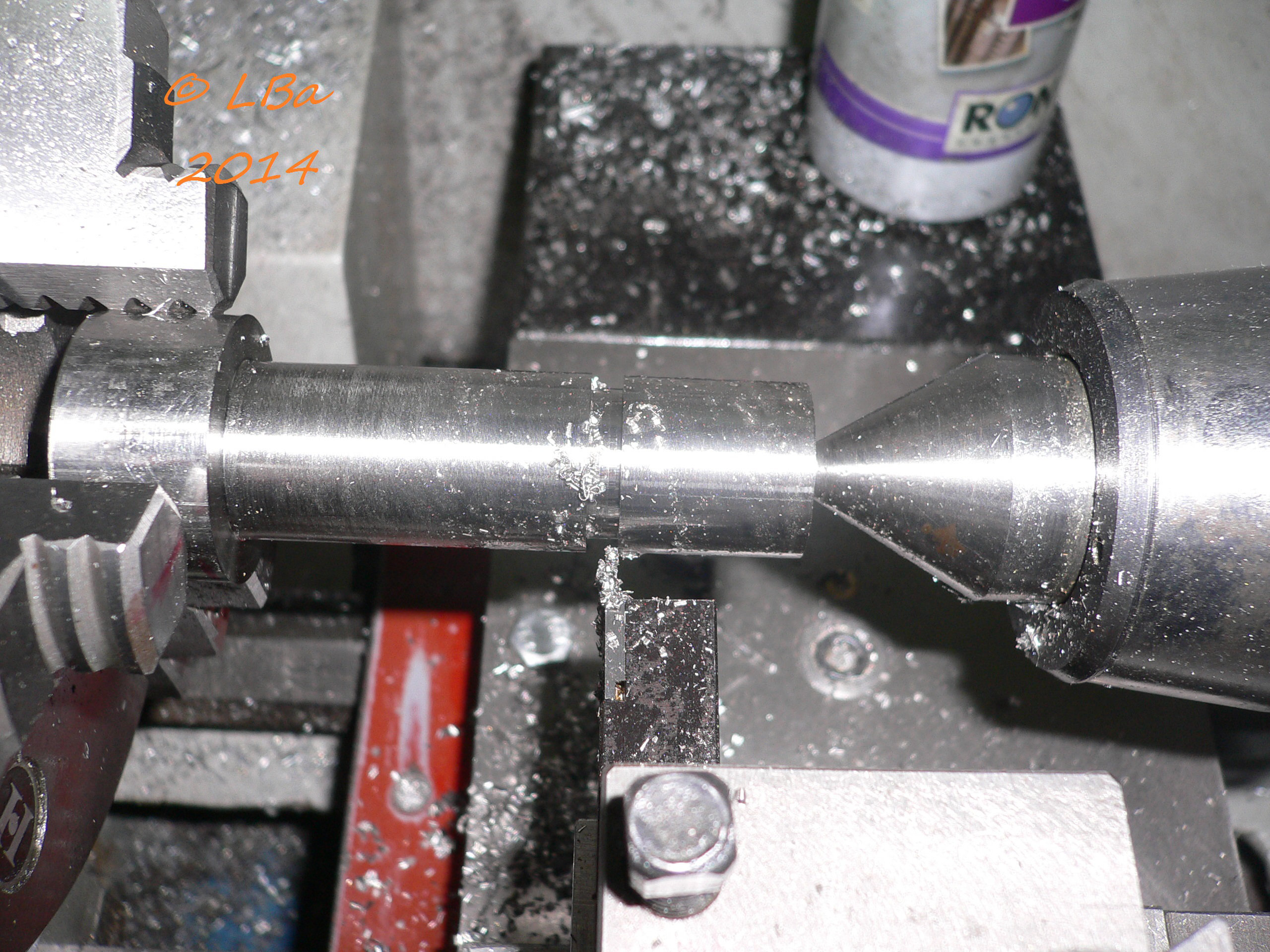
usinage d'une gorge de dégagement pour l'usinage d'un filetage
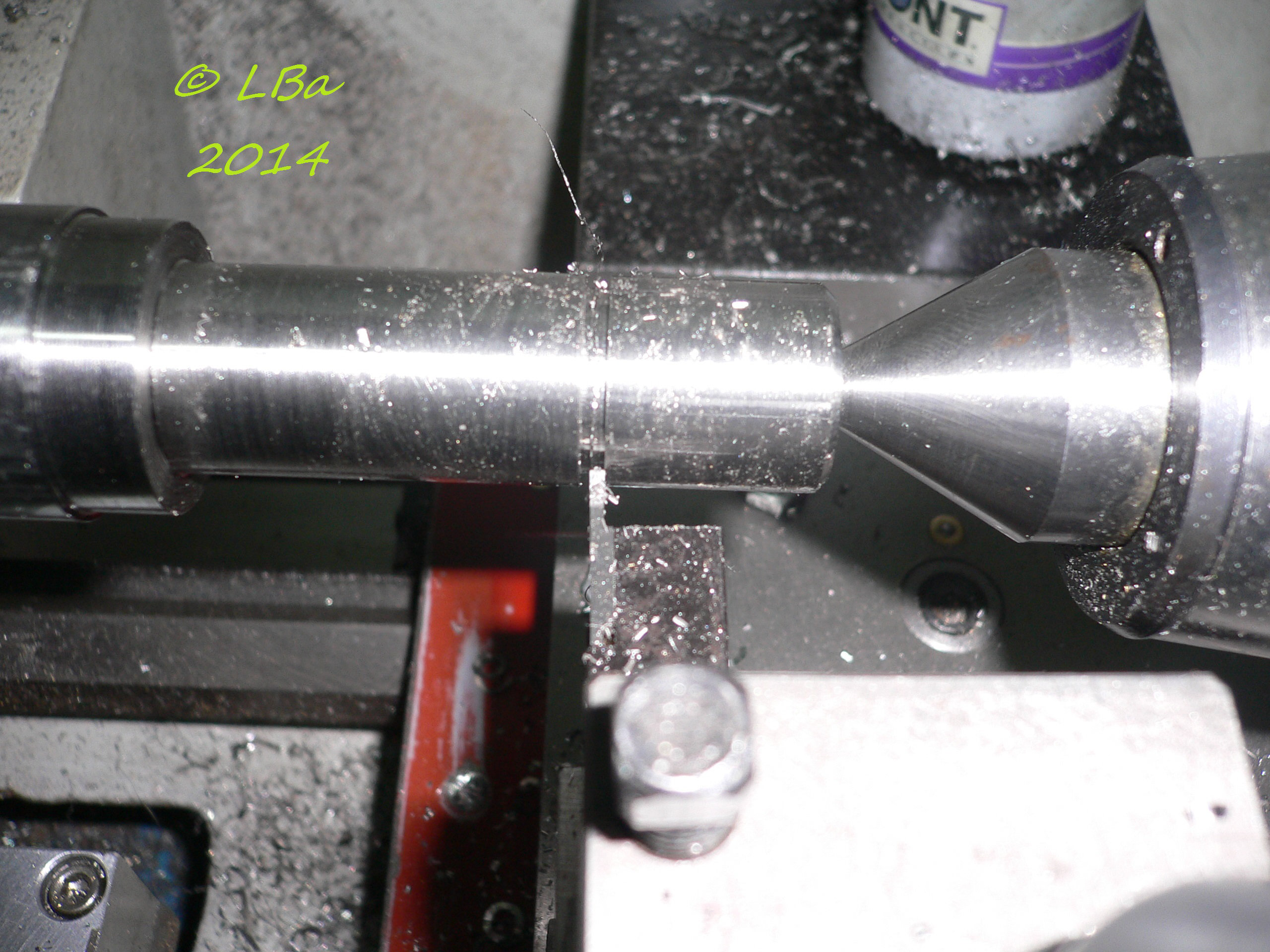
la largeur de la gorge de dégagement est réalisé en deux passes
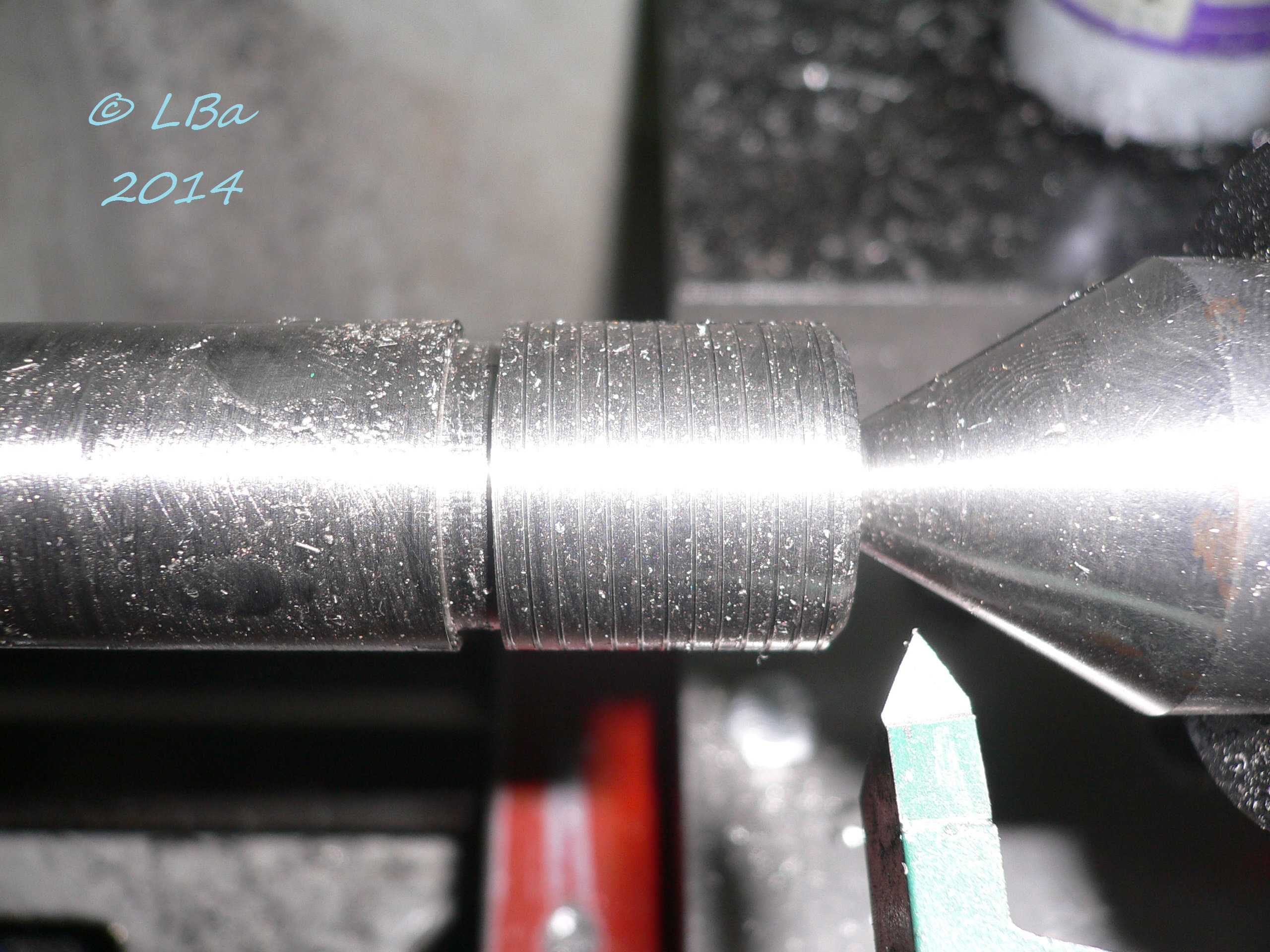
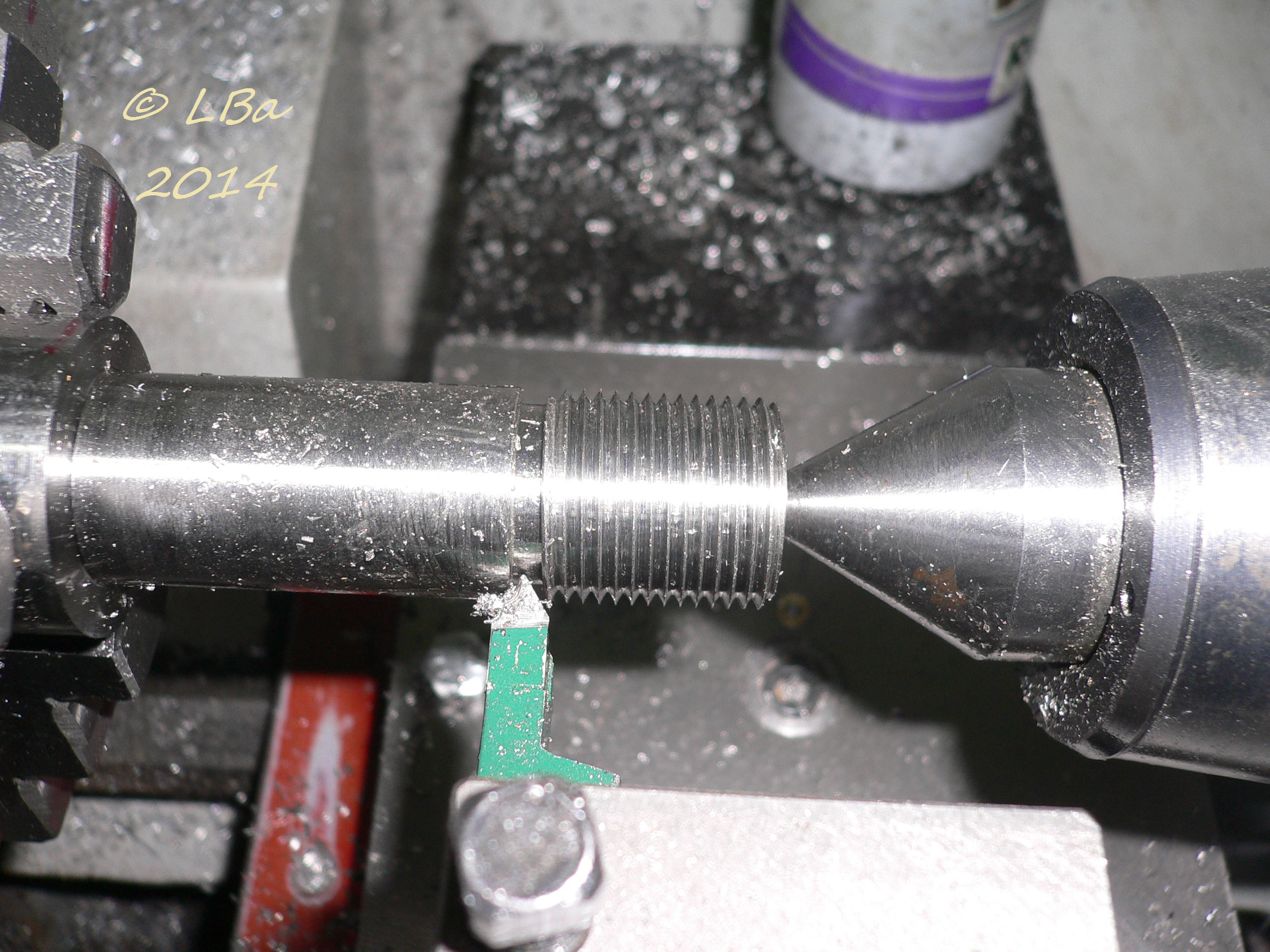
début de l'usinage d'un filetage au pas de 1,5 mm
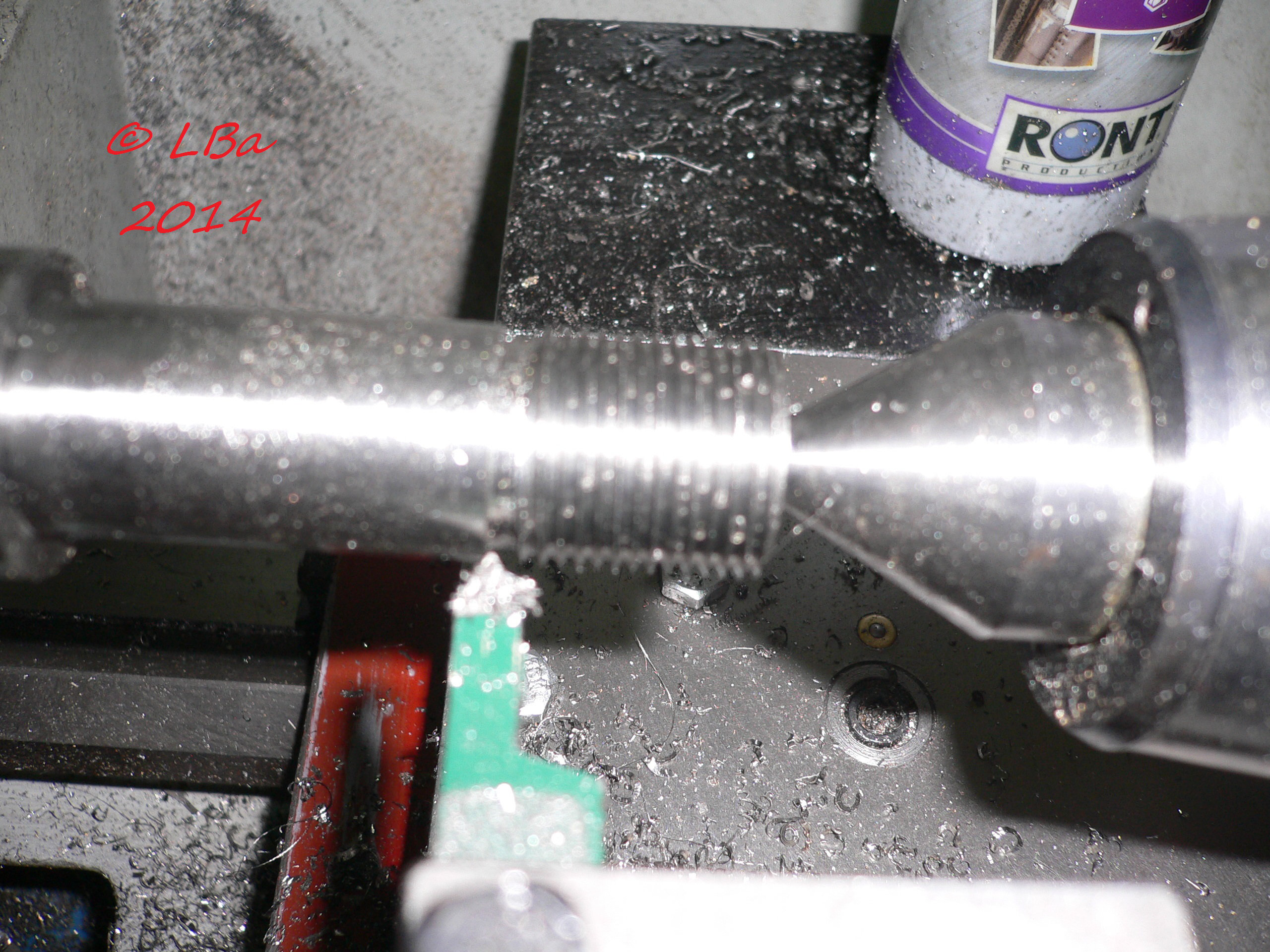
usinage du filetage M20 pas de 1,5 mm
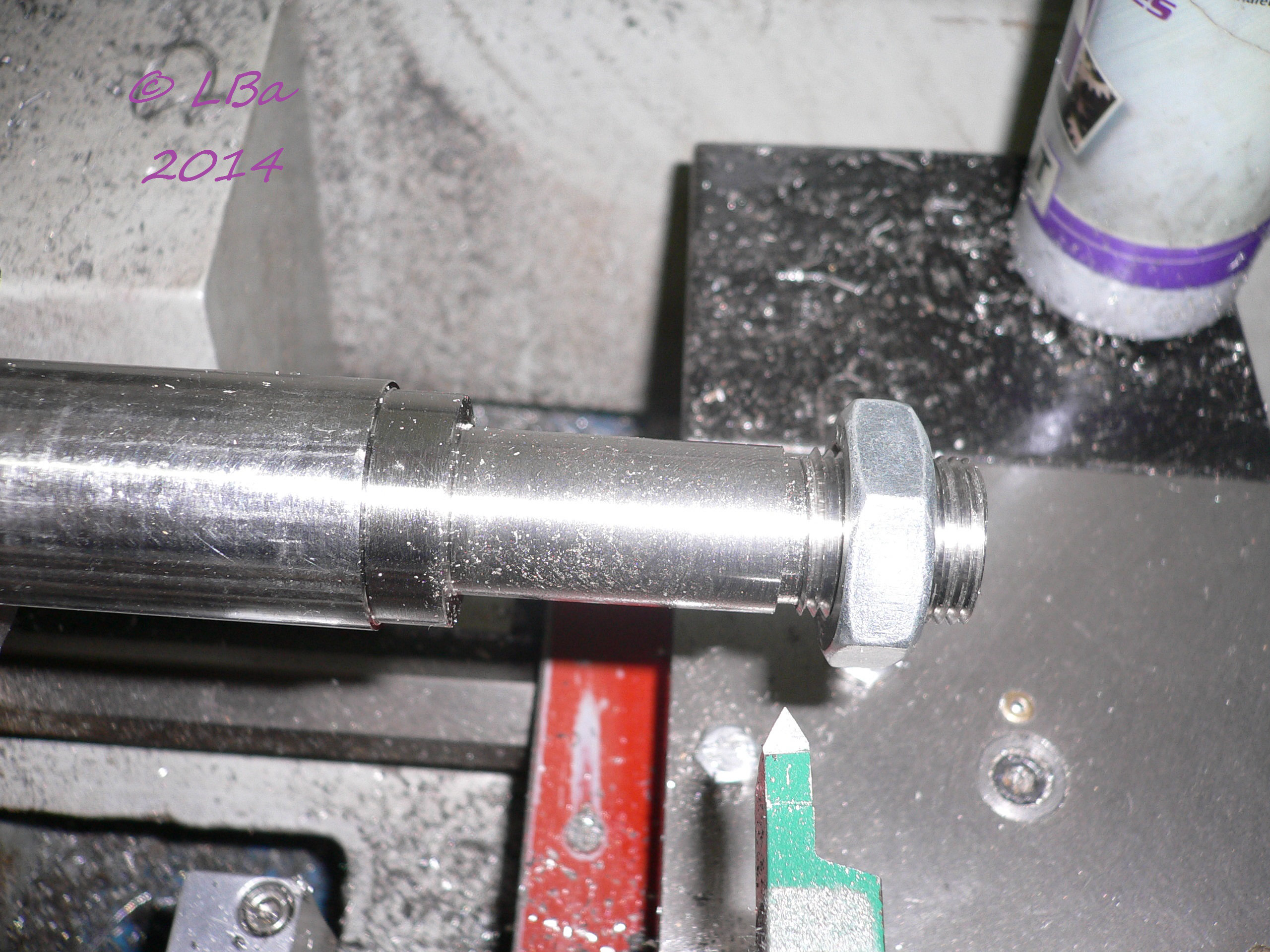
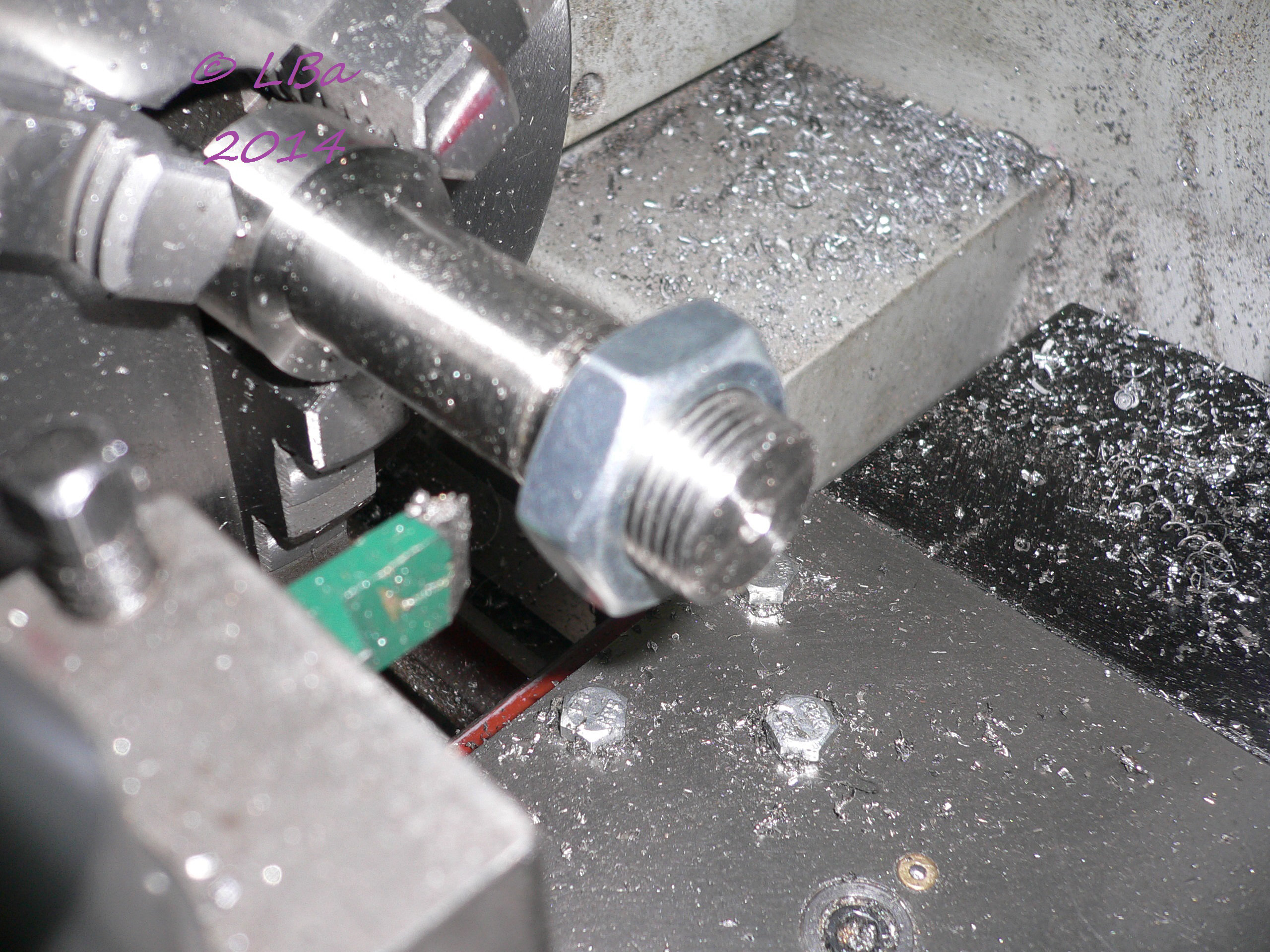
contrôle du filetage avec un écrou au pas de 1,5 mm
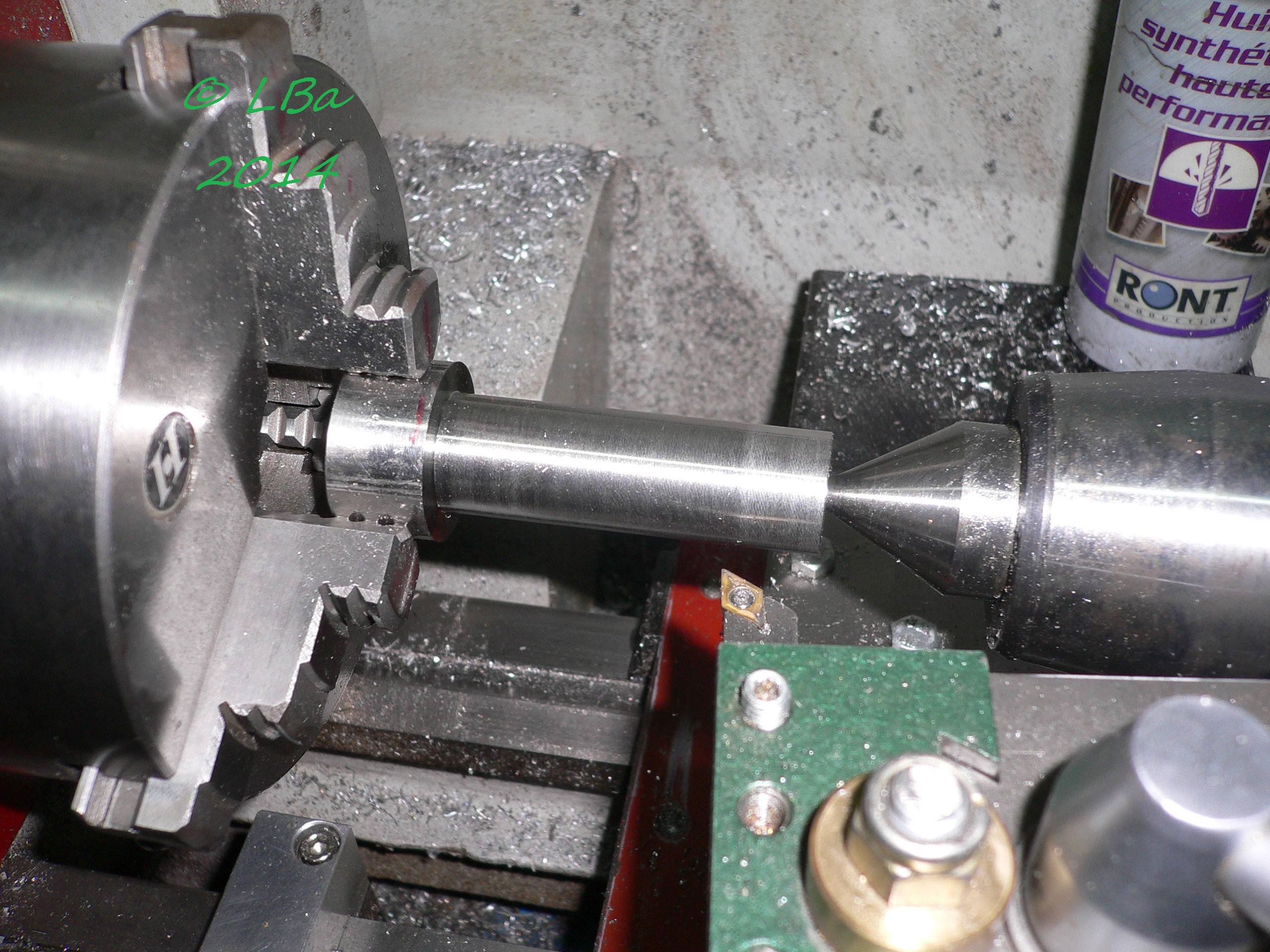
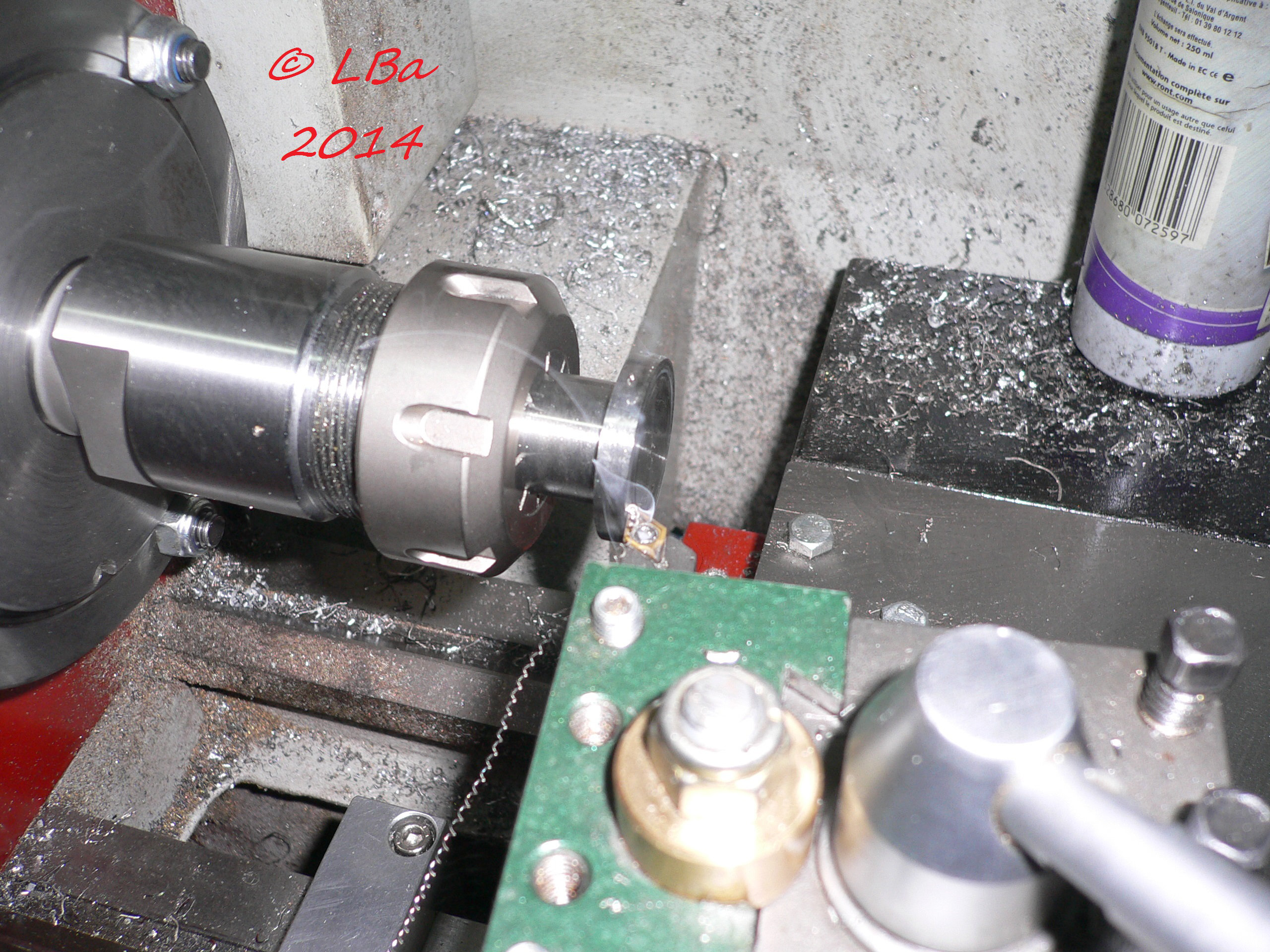
Après sciage à la scie à métaux de la pièce, reprise en mandrin à pince et :

dressage de la face et mise à longueur de la tête de l'axe

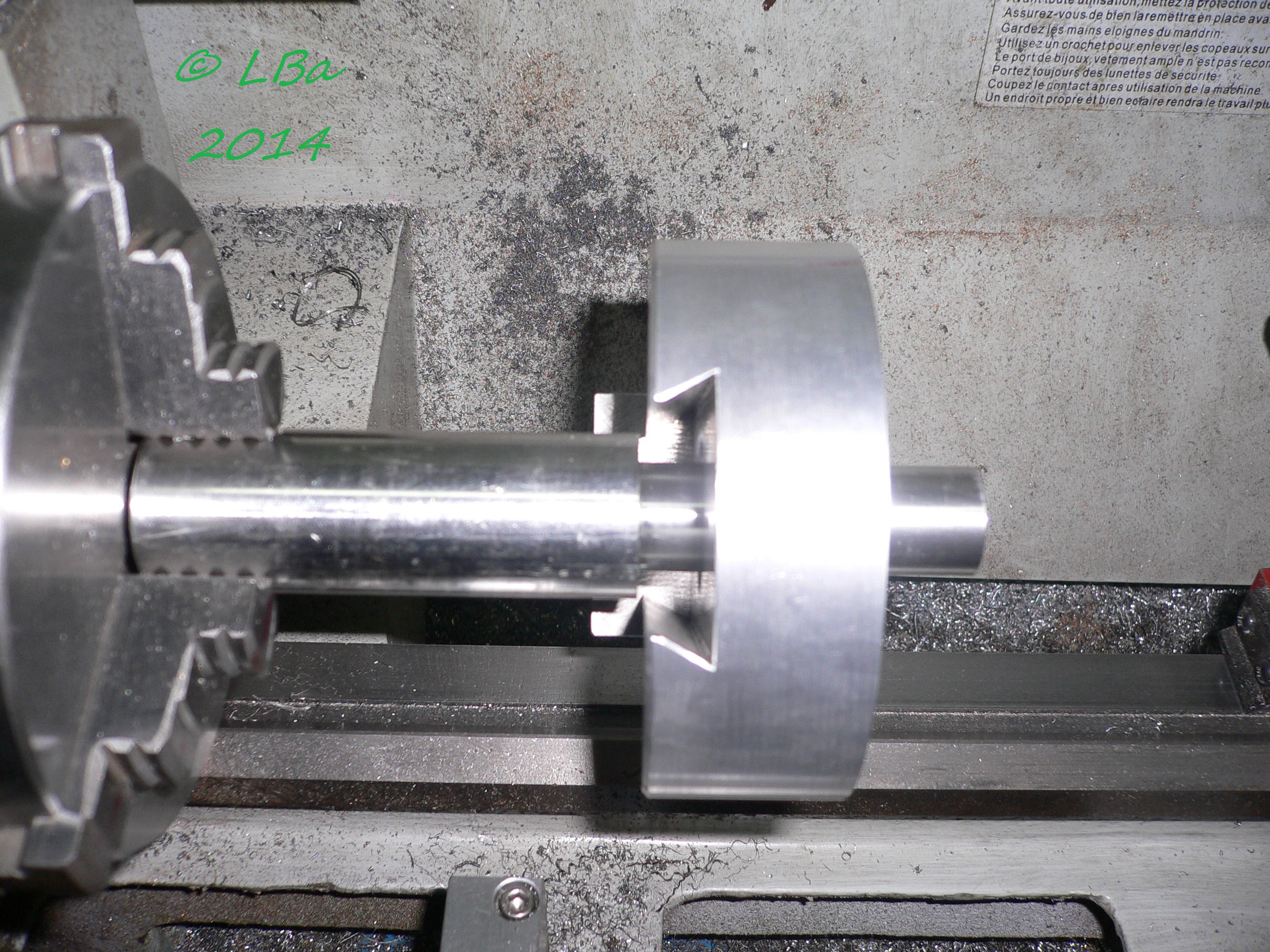
l'axe est usiné
l'axe dans le support, en attente de montage à la presse
J'ai besoin d'un second axe (presque pareil que celui que je viens d'usiner) pour l'assemblage de :
c'est le support horizontale (en cours d'usinage) avec la base ronde
La différence (avec les prècédentes) est l'épaisseur totale des pièces, l'axe sera plus
court de quelques millimètres
Dans le restant du morceau d'acier, utilisé précédemment :
usinage du Ø de 20 mm
avec une partie libre et une partie serrante pour les deux pièces
usinage de la gorge de dégagement pour le filetage à venir
usinage du filetage au pas de 1,5 mm
contrôle du filetage avec un écrou
après sciage de la sur-longueur de la pièce, reprise de celle ci en mandrin à pince
et dressage de la face ,mise à longueur de la tête de l'axe
usinage du Ø extérieur de la tête au Ø de 28 mm

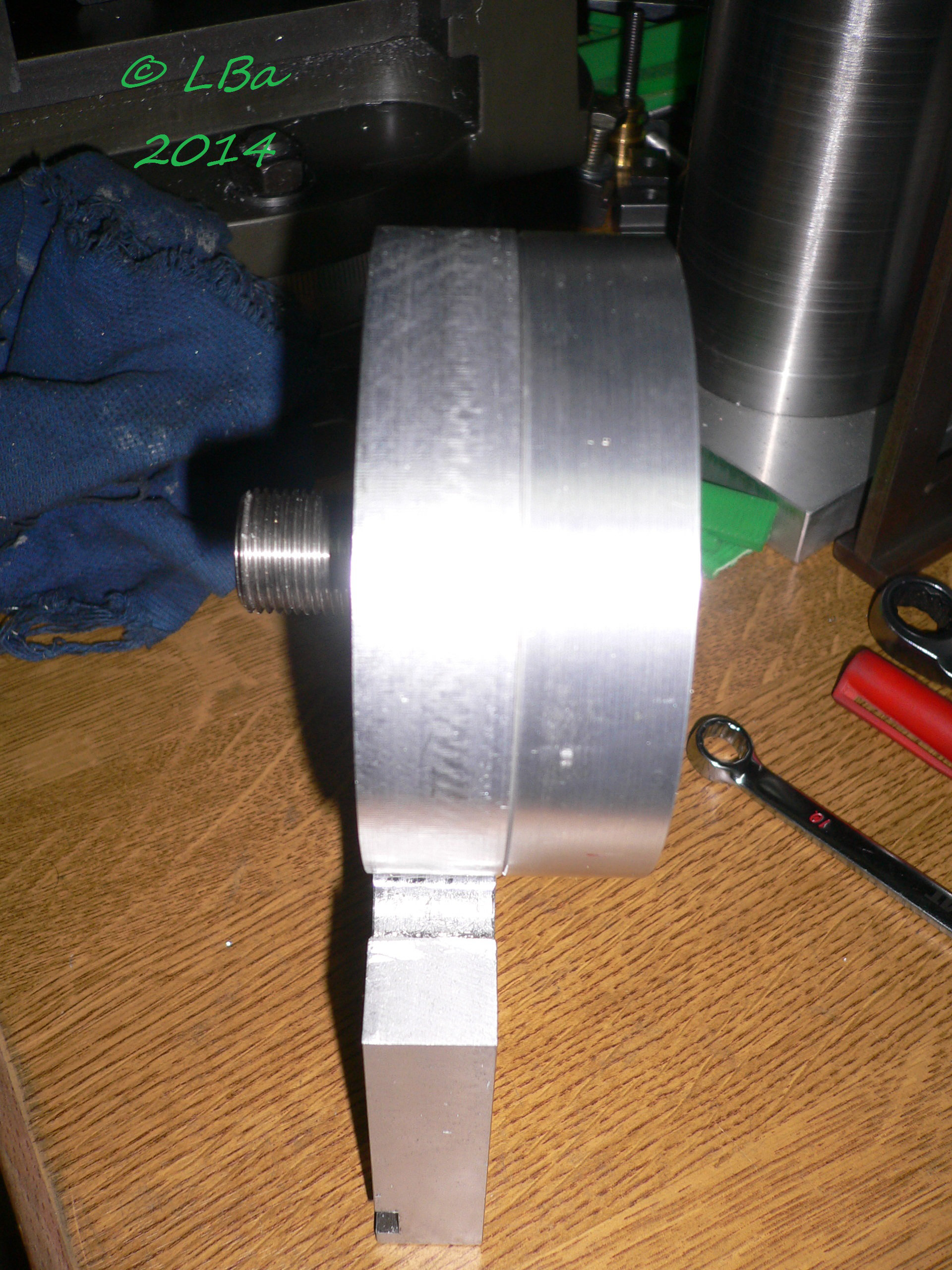
le second axe est usiné

l'axe et la base en attente de montage


